 零件设计优化的同时,如何合理控制3D打印成本
零件设计优化的同时,如何合理控制3D打印成本
(文章来源:中关村在线)
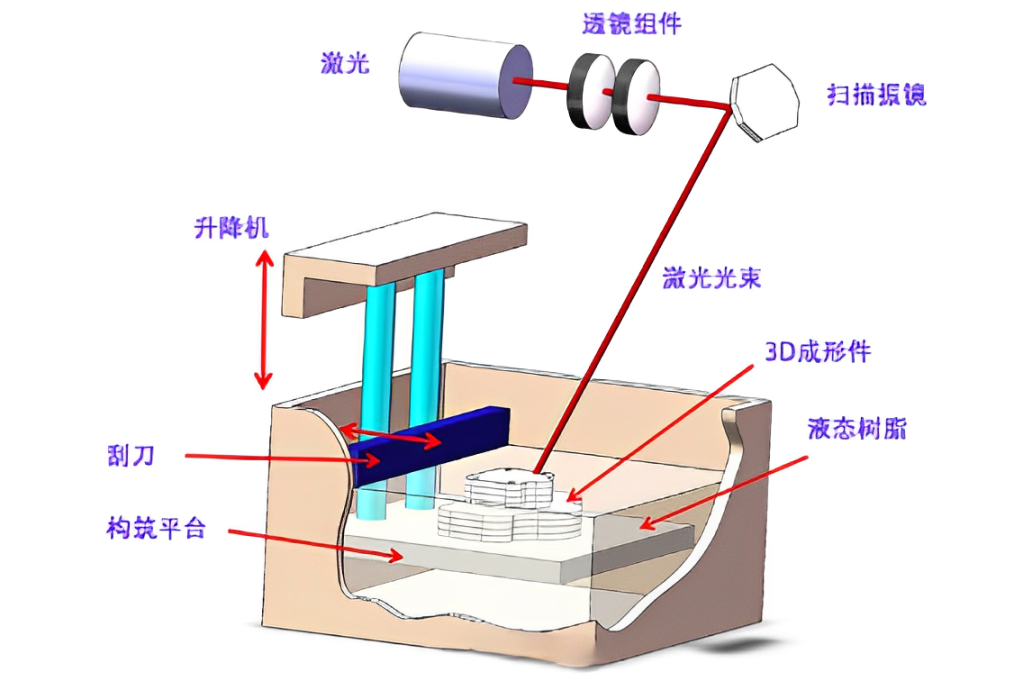
粉末床选区激光熔化(SLM)3D打印技术为构建具有自由形状和复杂特征的零件提供了极大的自由度,但面对这种与传统技术截然不同的增材制造方式,如何既满足用户对零件设计优化与机械性能的要求,又能够合理控制增材制造成本,是开展面向增材制造的设计时所需要考虑的因素,也是一个需要在应用实践中探索与积累的过程。
3D科学谷将分享一个3D打印除尘通道零件的设计案例,设计团队通过仿真驱动设计、打印参数优化等方式实现了零件优化设计的既定目标,并合理控制了增材制造成本。
工程服务企业埃特博朗( Etteplan )为客户重新设计了一种除尘通道零件,该零件的原始零件是用传统方式制造的,存在的问题是成本高,并且因体积偏大而给设备装配带来困难。因此,客户希望对现有的除尘通道进行设计优化。经过评估,埃特博朗采用金属3D打印技术对此部件进行再制造,增材制造工艺释放了除尘通道的设计空间,优化后的部件比原始方案重量轻、成本低,并且气流特性得到改善。
埃特博朗为除尘通道项目组建了团队,成员包括增材制造设计、增材制造生产和打印过程仿真方面的专家。在整个设计过程中,使用了增材制造生产成本估算工具和增材制造过程仿真软件。
除尘通道零件的第一代增材制造设计去除了多余的材料,并获得平滑的内部空气通道。在这一点上,设计团队使用了过程仿真软件进行除尘通道零件摆放方向优化,从而分析出摆放方向对构建时间、支撑量以及所需的后处理工作量和预测的变形/变形水平的影响。
设计团队确定了两种比较优选的摆放方式。虽然按照这些摆放方式,单独计算一个组件的打印时间长,但能够充分利用打印构建板的空间,这意味着能够在打印构建板中摆放的组件数量达到最多,即能够在一次打印中同时制造的组件数量最多,从而使得每个组件的打印时间少于其他摆放方案。
接下来,设计团队对第一代增材制造设计方案进行了修改,从而提高在首选方向上的可打印性,并减少对支撑结构的需求。为了确定在哪里需要使用支撑结构,设计团队对选定摆放方向的组件进行了打印过程仿真,这将确保打印过程中不会发生因变形引起的零件与刮刀的碰撞,并确保最终变形水平在合理范围。
在此阶段,设计团队还使用了增材制造成本估算工具,估算和比较各种设计方案与原始传统制造零件的成本。估算结果表明,仅制造单个3D打印零件所需的材料和时间成本昂贵,但是如果一次打印同时制造11个零件,则3D打印成本与传统制造成本基本持平。
设计团队对除尘通道零件做了进一步的设计优化,将4层零件堆叠摆放在同一个打印构建板中,使用这种方式能够在一次打印中制造出120个零件。打印过程仿真再次被用于估算零件所需的支撑结构,以及对打印过程进行了仿真模拟。优化除尘通道设计,最大化单次打印中可打印的零件数量等设计优化工作,使得单件3D打印除尘通道零件的成本比传统零件制造成本低 40%。同时,由于通过增材制造技术建立了更为灵活的供应链,客户能够实现除尘通道的小批量按需生产。
以上部分展示了面向增材制造的零件设计迭代过程,设计团队最终找到了实现更低制造成本的设计方案。但是实现更低的制造成本、更灵活的供应链,仅是除尘管道零件3D打印应用的部分价值,根据3D科学谷的了解,3D打印及面向增材制造的设计还带来了附加价值,包括:重量减轻50%以上;显著提升的气流特性;比原始零件更易于组装的连接设计。
由于除尘通道不是属于关键的承重结构,因此最终产品并不要求达到具有完全致密材料的最佳机械性能。设计团队对3D打印工艺参数做了一定优化,零件的机械性能只要足够满足应用需求即可,这样使得打印时间得以缩短。
设计团队与粉末床金属3D打印设备制造商SLM Solutions 公司合作优化了工艺参数,提高部分不可见区域的打印速度,同时在其余部分使用标准的高质量工艺参数。此外,对支撑结构进行了优化,最大程度地减少材料的使用,并且使得打印后的粉末清除更加容易。这些优化使得打印时间减少了25%。
(责任编辑:fqj)
-
零件
+关注
关注
1文章
112浏览量
14947 -
3D打印
+关注
关注
26文章
3552浏览量
109191
发布评论请先 登录
相关推荐
3D打印技术,推动手板打样从概念到成品的高效转化

自动零件分析仪的原理和应用
3D打印汽车零部件模型定制服务,多种材料、快速打印-CASAIM

UV光固化技术在3D打印中的应用
3D打印机优化:ARMxy嵌入式计算机的作用

应用在3D打印机的BD系列金属连接器

工业零部件三维扫描形位公差检测3d偏差比对-CASAIM

安宝特产品 安宝特3D Evolution:增材制造零件查找器

3D打印航空航天零部件模型3D打印定制设计服务CASAIM

3D打印汽车零部件建模设计3D打印服务

【开源作品】自制一个3D打印的移动终端——T3rminal
3D打印成就未来新产业

能入3D打印机法眼,BD系列工业级连接器究竟有哪些独特之处?






 工商网监
工商网监
评论