 贴片加工焊接中金属间化合物的特性分析
贴片加工焊接中金属间化合物的特性分析
金属间化合物(IMC)通常是凝固时在贴片加工焊接点的界面析出,因此,IMC位于母材与钎料的界面。IMC与母材及钎料的结晶体、固溶体相比较,强度是最弱的。其原因是:金属间化合物是脆性的,与基板材料、焊盘、元器件焊端之间的热膨胀系数差别很大,容易产生色裂造成失效。
有研究表明,SMT无铅钎料与Sn-37Pb钎料最大的不同是,在smt贴片再流焊和随后的热处理及热时效(老化)过程中,金属间化合物会进一步长大,从而影响长期可靠性。
图是有铅焊接与无铅焊接温度曲线比较,图中下方曲线是Sn-37Pb的温度曲线,Sn-37Pb的熔点为183℃,峰值温度为210~230℃,液相时间为60~90:图中上方曲线是Sn-Ag-Cu的温度曲线,Sn-Ag-Cu的熔点约为220℃,峰值温度为235~245℃,液相时间为50~60s。图中显示了无铅焊接与有铅焊接的比较,SMT无铅焊接的温度高、工艺窗口窄,IMC的厚度不容易控制。
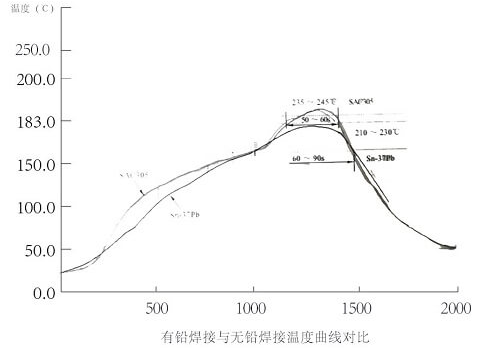
由于扩散的速度与温度成正比关系,扩散的量与峰值温度的持续时间和液相时间也成正比关系,焊接温度越高,时间越长,化合物层会增厚。而无铅焊料Sm-Ag-Cu熔点比Sn-37Pb高34℃,因此无铅焊接的高温会使IMC快速增长:从两条温度曲线的比较中还可以看到,无铅焊接从峰值温度至炉子出口的时间也比Sn-37Pb长,这相当于增加了热处理的时间,也会使无铅焊点IMC增多。
另外,有研究表明,无铅钎料在热时效(老化)过程中金属间化合物会进一步长大,也就是说,pcba产品在使用过程中由于环境温度变化及加电发热(相当于老化),IMC还会进一步长大IMC厚度过大并不断增长。由于IMC是脆性的,过厚的IMC也会影响无铅焊点的长期可靠性。Pcba电路板为了控制金属间化合物的厚度不要太厚,设置温度曲线时应尽量考虑采用较低的峰值温度和校短的峰值温度持续时间,同时还要缩短液相时间。因此,无铅焊接的工艺窗口非常窄。
总之,温度过低、润湿性差,影响扩散的发生,响焊点连接强度:温度过高,金属间化合物过多,也会响焊点连接弧度。
推荐阅读:http://www.elecfans.com/article/89/92/2019/20190523940823.html
责任编辑:gt
-
元器件
+关注
关注
112文章
4731浏览量
92544 -
焊接
+关注
关注
38文章
3183浏览量
59919 -
smt
+关注
关注
40文章
2919浏览量
69451
发布评论请先 登录
相关推荐
有机化合物可作为锂离子电池正极材料
浅析化合物半导体技术
金属间化合物观察与测量
在室温下具有延展性的金属间化合物
III-V族化合物,III-V族化合物是什么意思
从英国化合物半导体中心看化合物半导体集群
vocs在线监测仪主要监测哪些挥发性有机化合物?
原位表征揭示负载型金属间化合物Pd2Ga表面原子排布调控机制

SMT贴片加工中焊接缺陷怎么避免?

西北工业大学研发出双层扭转金属硫族化合物层间角度可调
SAC305-SiC复合焊料对金属间化合物的影响
微小无铅钎焊接头中金锡化合物的形貌与分布:激光与热风重熔方法的比较





 工商网监
工商网监
评论