 说一下ARPLAS单边焊
说一下ARPLAS单边焊
阿普拉斯焊接技术以普通电阻焊为基础,但是使用完全不同的参数。
对比图

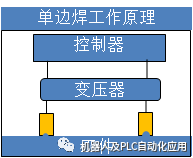
ARPLAS的结构示意图,说白了就大电流短时间焊接。
焊点凸台

焊接时间短 (约4毫秒)、电流电流大,能够减小热影响区。
传统电阻焊中普遍存在的热应力,在采用阿普拉斯技术焊接的工件中几乎不存在。因此,工件变形小。
不需要水冷系统。

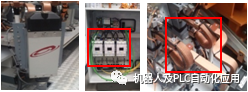
冲压出焊点凸台的设备
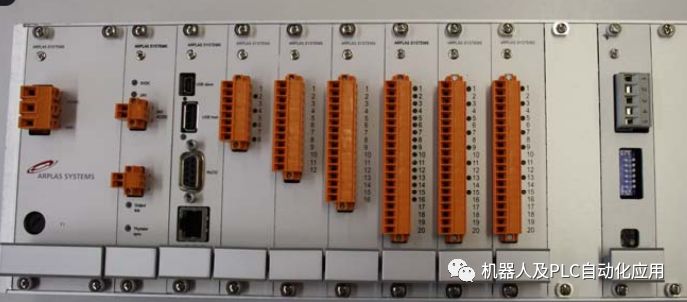
焊接质量控制单元
主要的焊点的质量参数

•优化焊接参数,增加焊接电流百分比,起到增加焊接电流的作用。

•调整机器人轨迹,使得凸台在电极中心位置,满足焊接要求,可以避免开焊。
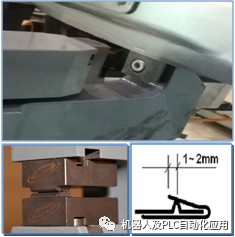
焊接小辫处有毛边,在工作过程中与气缸边缘接触容易产生分流,需要消除分流现象。

焊接过程只对压力曲线进行监控,下图是压力曲线

焊接压力不能通过软件调节,只能监控,焊接压力监控范围的设定

声明:本文内容及配图由入驻作者撰写或者入驻合作网站授权转载。文章观点仅代表作者本人,不代表电子发烧友网立场。文章及其配图仅供工程师学习之用,如有内容侵权或者其他违规问题,请联系本站处理。
举报投诉
-
电流
+关注
关注
40文章
6889浏览量
132325 -
焊接技术
+关注
关注
2文章
156浏览量
17637
原文标题:今天说一下ARPLAS单边焊
文章出处:【微信号:gh_a8b121171b08,微信公众号:机器人及PLC自动化应用】欢迎添加关注!文章转载请注明出处。
发布评论请先 登录
相关推荐
“碰一下”支付背后的4G技术
不知道你是否有留意,近期,在线下支付场景中,多了一个支付宝“碰一下”支付的设备,只需要“解锁手机—碰一下—确认”即可完成支付,对比打开付款码支付,步骤确实更加简洁。
支付宝发布新一代AI视觉搜索“探一下”
支付宝近日正式推出了基于自研多模态大模型技术的新一代AI视觉搜索产品——“探一下”。这一创新产品的问世,标志着支付宝在AI技术应用领域迈出了重要一步。 “探
SMT锡膏贴片虚焊假焊不良原因分析
不稳定。虚焊甚至不能被后续的ICT和FCT测试所发现,从而导致有问题的产品流向市场,甚至使品牌和信誉蒙受巨大损失。下面佳金源锡膏厂家来讲解一下虚焊假焊的

OPA548在采用PCB敷铜散热时,散热焊盘是否需要接到地平面?
OPA548(DDPAK封装)在采用PCB敷铜散热时,有两个问题,请教一下:
1)散热焊盘是否需要接到地平面?我看到有人说有些片子需要接地,因为散热焊盘是衬底,需提供稳定的电位。
2
发表于 08-27 07:14
PCBA锡膏加工虚焊和假焊的危害有哪些?
焊点接触不良,从而影响电流传输和信号传输的可靠性。下面深圳佳金源锡膏厂家为大家介绍一下:虚焊的危害主要体现在以下几个方面:电流传输不良:虚焊会导致焊点接触不良,电

欢创播报 支付宝“碰一下”正式发布
1 支付宝“碰一下”正式发布 近日,在支付宝开放日上,支付宝宣布升级条码支付体验,推出“支付宝碰一下”,用户无需展示付款码,解锁手机碰一下商家收款设备,最快一步完成支付。据介绍,“碰

骁锐单边安全光栅,守护安全新势力
骁锐科技的单边安全光栅以其先进的技术和卓越的性能,成为了守护安全的新势力。它为企业提供了可靠的安全保障,助力企业实现可持续发展。让我们共同期待单边安全光栅在更多领域发挥重要作用,为人们的工作和生活创造更加安全的环境。

骁锐单边安全光栅,安全守护新神器
在这个高速发展的科技时代,骁锐又一次引领了行业的潮流,发布了一款创新的单边安全光栅!这款神器的出现,将为工业安全领域带来革命性的变化。
单边安全光栅,顾名思义,只需要在危险区域的

总结一下LM317的几种经典应用电路
说起LM317,我们做硬件的都很熟悉了,它是LDO的一种,并且输出电压很容易通过外部电阻进行调整,今天总结一下LM317的几种经典应用电路。
请问一下睡眠模式怎么用WFI进入中断?
请问一下睡眠模式怎么用WFI进入中断,还有进入睡眠模式说的CPU时钟关闭,对其它时钟及模拟时钟无影响是什么意思,除了PWR时钟开启,其他关闭吗,什么是模拟时钟
发表于 04-23 07:57
SMT贴片焊盘设计要求
SMT贴片加工中经常会出现一些焊接缺陷,而这些缺陷除了跟PCBA加工的工艺、焊料、物料等有直接关系以外,还有可能与 焊盘 的设计有关,比如间距、大小、形状等。 一、PCB焊盘的形状和尺
超级电容了解一下行车记录仪和应急启动电源?
超级电容了解一下行车记录仪和应急启动电源?它们无一例外都采用了“高倍率”锂电池,特点是放电功率比普通锂电高很多,缺点是比普通锂电还要短命(充放电循环次数更低)。你以为它的结局就是“过劳死”吗?不!从

简单介绍一下电源纹波与电容啸叫
简单介绍一下电源纹波与电容啸叫 电源纹波与电容啸叫是在电源系统中常见的两种问题,它们会影响电子设备的性能和稳定性。本篇文章将详细介绍电源纹波和电容啸叫的定义、原因、对设备的影响以及常见的解决方法





 工商网监
工商网监
评论