 机器人控制系统重新初始化以及电极帽磨损量
机器人控制系统重新初始化以及电极帽磨损量
使用插件SERVOGUNBASIC插件
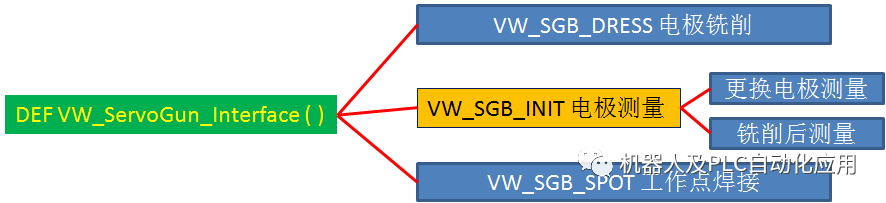
使用的直接与插件进行通讯的函数:
SPOT 工作点(焊点)
INIT 测量损耗值
TipDRESS 铣电极
以上函数以自动定义为系统函数!直接使用,以后会详解。
功能简述:
TipDRESS 铣电极
必须在焊接计时器中设定以下参数:
1.修磨时间 (总循环时间)
2.无焊接电流的循环
必须在无焊接电流的情况下执行修磨。如果带电进行修磨,则会导致设备受损。
修磨时的运行符合焊接运行情况。焊钳闭合,直到达到设定的作力。然后机器人控制系统设定输出端 焊接开始 并等待输入端 焊接结束。
INIT 测量损耗值
首次更换电极-初始化时将出现下列情况:
1.卡钳以恒定速度闭合,直至达到首次初始化作用力。电极头将被牢固地按到电极上。
2. 卡钳打开。
3. 用初始化作用力闭合焊钳。
4. 机器人控制系统重新初始化电极帽磨损量。
周期性铣削后测量-初始化时将发生下列情况:
1.用初始化作用力闭合焊钳。
2.机器人控制系统将当前电极帽烧损量保存至 SG_WEAR[]。如果当前磨损量大于最大允许磨损 SG_WEAR_MAX,则将发出一条信息并设定输出端 需要新焊钳电极。然后必须更换电极头。
整个过程不使用通过INIT给插件直接进行测量。
SPOT 工作点(焊点)
可移动的电极 至少距离工件 30 mm
固定电极 距离工件 0 mm,固定电极应位于工件处,但不要施加作用力。
焊钳开口必须至少离负向软件开关 4 mm(钳口闭合步的小于下限 )。
整个过焊接过程通过USER程序的调用,通过KUKA里安装的插件直接进行焊接,并通过 VW_SK_USR_S( )程序对焊接结果进行监控.
责任编辑:pj
-
机器人
+关注
关注
211文章
28756浏览量
208935 -
电极
+关注
关注
5文章
831浏览量
27346 -
焊接
+关注
关注
38文章
3242浏览量
60222
发布评论请先 登录
相关推荐





 工商网监
工商网监
评论