 回流焊温度设置到多少比较合适,如何确定
回流焊温度设置到多少比较合适,如何确定
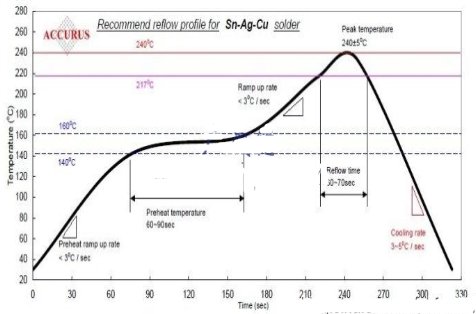
回流焊温度设置都是以锡膏厂家提供的温度曲线为参考,再根据实际的产品和设备环境来调试设置。回流焊温度多少?这一般讲的是最高回流焊接温度,有铅锡膏的回流焊接温度大概在215℃左右,无铅锡膏焊接温度在245℃左右。这也要根据实际情况,不能焊接实际过长。
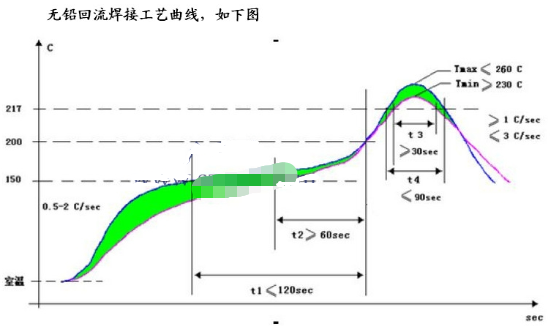
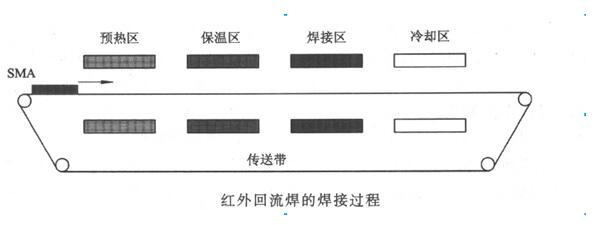
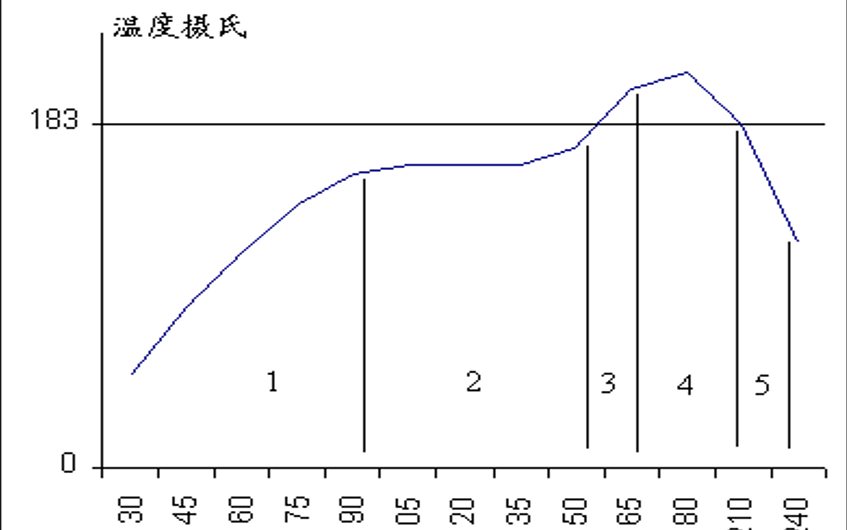
回流焊温度设置当然不能只设置回流焊接的温度,回流焊整个过程是预热区、均热恒温区、回流焊接去、冷却区。这四大温区的温度设定有很大的变化区别。
1、回流焊预热区目的是把锡膏中较低熔点的溶剂挥发走。锡膏中助焊剂的主要成分包括松香,活性剂,黏度改善剂,和溶剂。溶剂的作用主要作为松香的载体和保证锡膏的储藏时间。预热区需把过多的溶剂挥发掉,但是一定要控制升温斜率,太高的升温速度会造成元件的热应力冲击,损伤元件或减低元件性能和寿命,后者带来的危害更大,因为产品已流到了客户手里。另一个原因是太高的升温速度会造成锡膏的塌陷,引起短路的危险,尤其对助焊剂含量较高(达10%)的锡膏。
2、回流焊均热恒温区的设置主要应参考焊锡膏供应商的建议和PCB板热容的大小。因为均热阶段有两个作用,一个是使整个PCB板都能达到均匀的温度(175℃左右),均热的目的是为了减少进入回流区的热应力冲击,以及其它焊接缺陷如元件翘起,某些大体积元件冷焊等。均热阶段另一个重要作用就是焊锡膏中的助焊剂开始发生活性反应,增大焊件表面润湿性能(及表面能),使得融化的焊锡能够很好地润湿焊件表面。由于均热段的重要性,因此均热时间和温度必须很好地控制,既要保证助焊剂能很好地清洁焊面,又要保证助焊剂到达回流之前没有完全消耗掉。助焊剂要保留到回流焊阶段是必需的,它能促进焊锡润湿过程和防止焊接表面的再氧化。尤其是目前使用低残留,免清洗(no-clean)的焊锡膏技术越来越多的情况下,焊膏的活性不是很强,且回流焊接的也多为空气回流焊,更应注意不能在均热阶段把助焊剂消耗光。
3、回流焊的回流焊接区温度设置,温度继续升高越过回流线(183℃),锡膏融化并发生润湿反应,开始生成金属间化合物层。到达最高温度(215 ℃左右),然后开始降温,落到回流线以下,焊锡凝固。回流区同样应考虑温度的上升和下降斜率不能使元件受到热冲击。回流区的最高温度是由PCB板上的温度敏感元件的耐温能力决定的。
在回流区的时间应该在保证元件完成良好焊接的前提下越短越好,一般为30-60秒最好,过长的回流时间和较高温度,如回流时间大于90秒,最高温度大于230度,会造成金属间化合物层增厚,影响焊点的长期可靠性。
4、回流焊冷却区的重要性往往被忽视。好的冷却过程对焊接的最后结果也起着关键作用。好的焊点应该是光亮的,平滑的。而如果冷却效果不好,会产生很多问题诸如元件翘起,焊点发暗,焊点表面不光滑,以及会造成金属间化合物层增厚等问题。因此回流焊接必须提供良好的冷却曲线,既不能过慢造成冷却不良,又不能太快,造成元件的热冲击。
推荐阅读:http://www.elecfans.com/dianzichangshi/20170811539082.html
责任编辑:gt
-
pcb
+关注
关注
4326文章
23159浏览量
399669 -
元件
+关注
关注
4文章
946浏览量
36794 -
回流焊
+关注
关注
14文章
478浏览量
16836
发布评论请先 登录
相关推荐
回流焊原理以及工艺
回流焊具体是怎样的呢?回流焊的原理是什么?
用AD8221生产电路,需要知道用多大温度的回流焊才合适?
回流焊的温度曲线怎么设置
红外回流焊介绍_红外回流焊加热原理
回流焊设备中浸润参数的温度与时间设置
如何正确设置回流焊机的温度,有什么方法
回流焊PCB温度的曲线讲解概述





 工商网监
工商网监
评论