 PCB化学镀镍层化学退镀法步骤
PCB化学镀镍层化学退镀法步骤
化学镀镍层的退除要比电镀镍层困难得多,特别是对于高耐蚀化学镀镍层更是如此。不合格的化学镀镍层应在热处理前就进行退除,否则镀层钝化后退镀更困难。要求退镀液必须对基体无腐蚀,其次镀层厚度、退镀速度、退镀成本等因素都要考虑。
(1)化学退镀法:
化学退镀法不使工件受腐蚀,适用几何形状复杂的工件,且可做到退镀均匀。
配方1:浓HNO3,20~60℃。本液成本低,速度快(30~40μm/h),毒性小。适用尺寸精密要求不高的工件退镀,防止带入水、退镀完毕迅速入盐酸中清洗后再用流动水清洗。
配方2:HNO3(1∶1),20~40℃,退速快(10μm/5~6min),适用不锈钢。
配方3:浓HNO3 1000ml/L,NaCl 20g/L,尿素10g/L(抑制NOX气体的生成),六次甲基四胺5g/L,室温,退速20μm/h。
配方4:间硝基苯磺酸钠60~70g/L,硫酸100~120g/L,硫氰酸钾0.5~1g/L,80~90,适用铜及铜合金工件的退镀,退镀表面为深棕色时,取出后充分清洗,再除棕色膜(NaCN 30g/L,NaOH 30g/L,室温)。
配方5:HNO3∶HF=4∶1(体积比),冬天适当加温,退速快,铁基体不腐蚀。但HF一定要用分析纯(用工业级HF配槽,易发生爆炸)。
配方6:硝酸铵100g/L,氨三乙酸40g/L,六次甲基四胺20g/L,pH=6,室温,退速1/5min,成本低。
配方7:间硝基苯磺酸钠110~130g/L,氰化钠100~120g/L,氢氧化钠8~10g/L,柠檬酸三钠20~30g/L,80~90℃,适用精密钢铁件化学镀镍层的退除。
配方8:间硝基苯磺酸钠100g/L,NaOH 100g/L,乙二胺120ml/L,十二烷基硫酸钠0.1g/L,60~80℃。调整时补加间硝基磺酸钠,可使退速恢复到最高退速的80%。
(2)电解退镀法
配方为:NaNO3 100g/L,氨三乙酸15g/L,柠檬酸20g/L,硫脲2g/L,葡萄糖酸钠1g/L,十二烷基硫酸钠0.1g/L,pH=4,室温,DA=2~10A/dm2,阴极10#钢,SK∶SA=23∶1。
-
pcb
+关注
关注
4322文章
23119浏览量
398473
发布评论请先 登录
相关推荐
PCB化学镍钯金、沉金和镀金的区别
镀镍金属表面处理技术 镀镍行业的未来发展趋势
镀镍的应用领域 镀镍材料的耐腐蚀性能
sma反极公头表面镀镍的意义

预镀框架铜线键合的腐蚀失效分析与可靠性
碱锰电池的钢壳为什么要镀镍

激光焊锡在PCB电路板镀铜工艺的应用
PCB线路板的镍钯金工艺优势你知道多少?
化学镀镍钯金电路板金丝键合可靠性分析

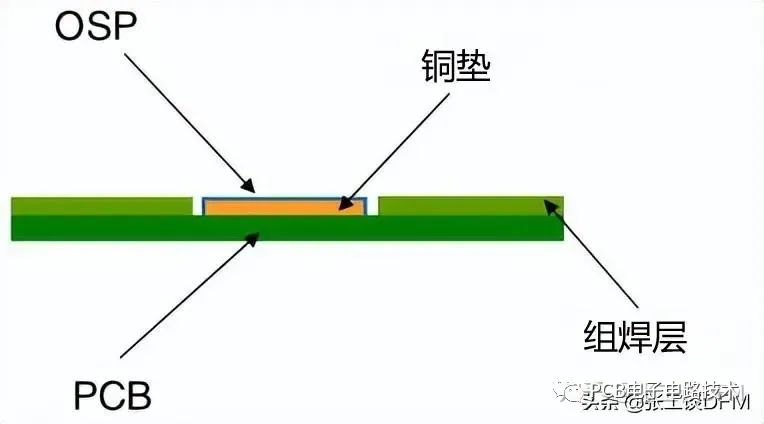
osp表面处理工艺介绍
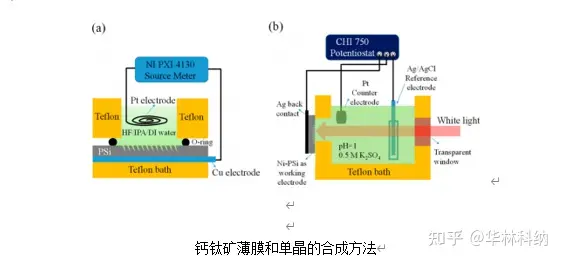
半导体资料丨化学镀镍沉积,钙钛矿薄膜,III 族氮化物半导体





 工商网监
工商网监
评论