 拧螺栓要拧三圈回半圈的原因是什么?
拧螺栓要拧三圈回半圈的原因是什么?
相信大家都听说过,德国工人拧螺栓有一个拧三圈回半圈的说法,好多人都不知道是什么原因,今天我们就来分析一下。
德国人对于工匠精神的严谨与执着让国人称赞。有些朋友会问直接拧两圈半不就完 了嘛?但是事实是这样的吗?
在多数的德国高端机械设备的工厂里,对于特殊部位组装时,关于拧螺丝,是有严格的操作手册指导完成的,施加多大的扭矩都有明确规范。
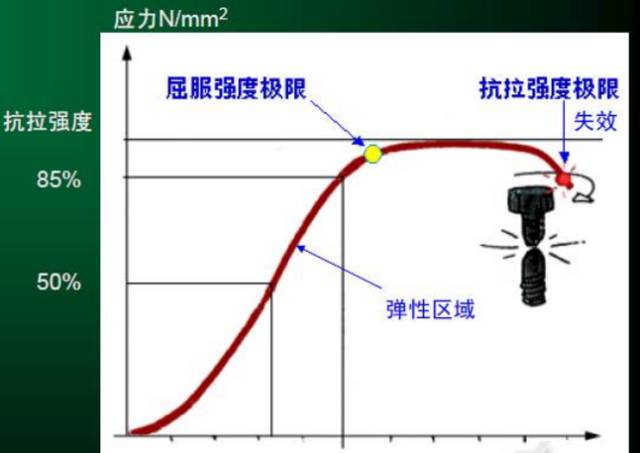
其实,螺丝在拧紧后,为了防止松动,应额外施加一个预紧力,因此松半圈后预紧力将消除,螺丝在拧紧后处于弹性形变中,尤其是在高温和震动载荷的情况下,长期这样持续压力会产生蠕变,螺丝变成塑性变形后,其强度会大幅下降甚至失效。退回半圈是让弹性形变恢复一些,同时消除预紧应力,以后螺丝在持续压力的变形还是在弹性形变之中,产生塑性应变和失效的几率大幅降低,使螺丝能保持持续高强度的压力,而直接拧两圈半是达不到这样的效果。
再来讲述一个细节故事:同样品牌型号的汽车有原装进口和国内组装之分。在国内组装时一个细节让管理者相当头疼,德国原装时,工人拧螺丝严格按照作业指导书的要求执行进三圈再退回半圈;在中国组装工厂也同样这样要求,但组装工人在最后回半圈时偷懒的比较多,但这是肉眼看不到的差异,随着时间的推移,那个半圈的影响就显现出来了。同样的汽车型号,国产车的某些部位明显比进口车故障和维修率高。
拧紧过程的简要分析
1. 541规则(即50%、40%、10%)
参见图A:通常情况下,在螺栓的拧紧过程中,实际转化为螺栓夹紧力的扭矩仅占10%,其余50%用于克服螺栓头下的摩擦力,40%用于克服螺纹副中的摩擦力,这就是“541”规则,主要反映夹紧力与摩擦力之间的关系。但若施加一定的改善措施(如涂抹润滑油)或螺纹副中存有缺陷(如杂质、磕碰等),该比例关系会受到不同影响而改变。

图A 541规则
2. 螺栓连接件的特性
图B:螺栓连接件特性
拧紧过程的主要变量
1. 扭矩(T):所施加的拧紧动力矩,单位牛米(Nm);
2. 夹紧力(F):连接体间的实际轴向夹(压)紧大小,单位牛(N);
3. 摩擦系数(U):螺栓头、螺纹副中等所消耗的扭矩系数;
4. 转角(A):基于一定的扭矩作用下,使螺栓再产生一定的轴向伸长量或连接件被压缩而需要转过的螺纹角度。
德国连接专家清晰讲解螺栓计算动画演示
螺栓拧紧的控制方法
1. 扭矩控制法
定义:当拧紧扭矩达到某一设定的控制扭矩时,立即停止拧紧的控制方法。
优点:控制系统简单、直接,易于用扭矩传感器或高精度扭矩扳手来检查拧紧的质量。
缺点:控制精度不高(预紧力误差±25%左右),也不能充分利用材料的潜力。
2. 扭矩-转角控制法
定义:先把螺栓拧到一个不大的扭矩后,再从此点开始,拧一个规定的转角的控制方法。
优点:螺栓轴向预紧力精度较高(±15%),可以获得较大的轴向预紧力,且数值可集中分布在平均值附近。
缺点:控制系统较复杂,要测量扭矩和转角两个参数;且质检部门也不易找出适当的方法对拧紧结果进行检查。
3. 屈服点控制法
定义:把螺栓拧紧到屈服点后,停止拧紧的一种方法。
优点:拧紧精度非常高,预紧力误差可以控制在±8%以内;但其精度主要取决于螺栓本身的屈服强度。
缺点:拧紧过程需要对扭矩和转角曲线的斜率进行动态的、连续的计算和判断,控制系统的实时性、运算速度等都有较高的要求。
-
螺栓
+关注
关注
0文章
63浏览量
9500
原文标题:你知道吗?拧螺栓为什么要拧三圈回半圈?
文章出处:【微信号:AMTBBS,微信公众号:世界先进制造技术论坛】欢迎添加关注!文章转载请注明出处。
发布评论请先 登录
相关推荐
雷军、林斌为提升小米9产能想去工厂拧螺丝,为什么会被无情拒绝?

柴油发电机组安全维修注意事项
【卡酷机器人】试用四:组装篇
怎么样拆装三相异步电机?电机拆装经验和总结
一种机械臂末端旋拧工具的设计
德国工业4.0与“中国制造2025”战略结合,推动工业发展潮流
汽车厂拧螺栓工艺高精度定位管理系统——精位科技
雷军又双叒叕发“拧螺丝”誓言,这回还是因为小米9系列的供货问题
任正非:若果有人拧熄了灯塔,我们怎么航行
华为任正非:若果有人拧熄了灯塔,我们怎么航行?
华硕Z590主板装M.2 SSD告别拧螺丝
浅谈FDS自动拧螺丝系统

FDS自动拧螺丝系统






 工商网监
工商网监
评论