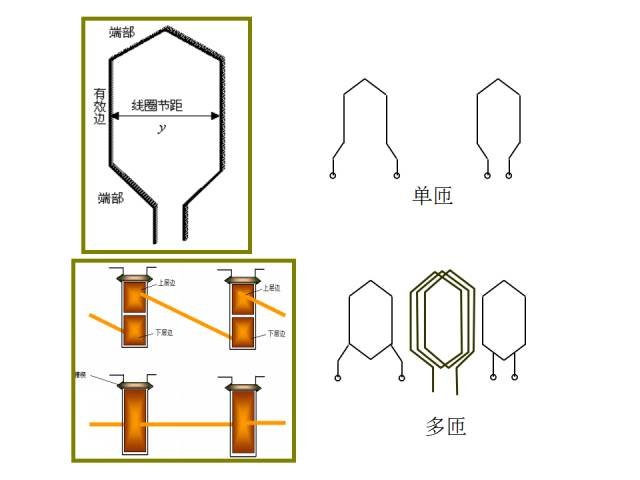
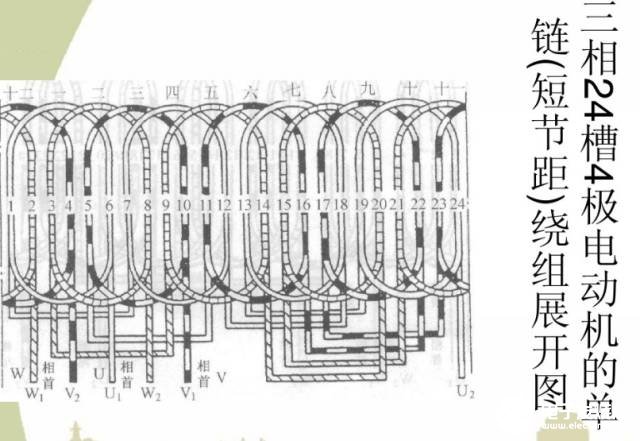
 电机绕组的类型及技术要求你都清楚吗?
电机绕组的类型及技术要求你都清楚吗?

电机绕组浸漆烘干工艺
电机绕组浸漆烘干,是在于把绝缘材料中所含的潮气驱除,用绝缘漆填满所有空间气隙,这样既可提高绕组的绝缘强度和防潮性能,又可提高绕组的耐热性和散热性,还可提高绕组绝缘的机械性能、化学稳定性、导热性和散热效果和延缓老化,电动机浸漆质量的好坏,直接影响到电机的温升和使用寿命。
其工艺过程由预烘、浸漆两个主要工序组成。
1.预烘
(1)预烘目的是为了驱除绕组中的潮气和提高工件浸漆时的温度,以提高浸漆质量和漆的浸透能力。
(2)预烘加热要逐渐增温,温升速度以不大于20-30度/h为宜。预烘温度视绝缘等级来定,对E级绝缘应控制在120-125度,B级绝缘应达到125 -130度,在该温度下保温4-6小时,然后将预烘后的绕组冷却到60-80度开始浸漆。
2.浸漆
浸漆时应注意工件的温度、浸的粘度以及浸漆时间等问题。
浸漆温度:如果工件温度过高,漆中溶剂迅速挥发,使绕组表面过早形成漆膜,而不易浸透到绕组内部,也造成材料浪费;若温度过低,就失去预烘作用,使漆的粘度增大,流动性和渗透性较差,也使浸漆效果不好。实践证明,工件温度在60-80度浸漆为宜。
漆的粘度:漆的粘度选择应适当,第一次浸漆时希望漆浸透到绕组内部,因此要求漆的流动性好一些,故漆的粘度应较低,一般可取22-26s(20度、4号粘度计);第二次浸漆时,主要希望在绕组表面形成一层较好的漆膜,因此漆的粘度应该大一些,一般取30-38s为宜。由于漆温对粘度影响很大,所以一般规定以20度为基准,故测量粘度时应根据漆的温度作适当调整。
浸漆时间:浸漆时间的选择原则:第一次浸漆,希望漆能尽量浸透到绕组内部,因此浸漆时间应长一些,约15-20min 第二次浸漆,主要是形成较好的表面漆膜,因此浸漆时间应短一些,以免时间过长反而将漆膜损坏,故约10-15min为宜。但一定要浸透,一直浸到不冒气泡为止,若不理想可适当延长浸漆时间。每次浸漆完成后,都要把定子绕组垂直放置,滴干余漆,时间应为30min,并用溶剂将其它部位余漆擦净。
来源:旺材电机与电控
-
磁极
+关注
关注
0文章
28浏览量
8651 -
电机绕组
+关注
关注
0文章
68浏览量
10590
发布评论请先 登录
相关推荐
电机绕组受潮有哪些常见迹象
同步发电机转子绕组通入的电流类型
启动绕组与运行绕组的区别是什么
电枢绕组的作用是什么? 电枢绕组是怎么绕的
励磁绕组、电枢绕组作用?放置的位置情况?
励磁绕组和电枢绕组的作用是什么
同步发电机的励磁绕组通什么电
发电机励磁绕组的作用有哪些
详解高速电机的定子绕组技术





 工商网监
工商网监
评论