 金属激光切割机切割高精度或厚度大的零件,该如何提升工作效率
金属激光切割机切割高精度或厚度大的零件,该如何提升工作效率
在金属激光切割机中对于切割精度较高或厚度较大的零件,怎样能提升工作效率呢?
焦点位置控制就是其中之一。激光切割的优点之一是光束的能量密度高,所以焦点光斑直径尽可能的小,以便产生一窄的切缝。因为聚焦透镜焦深越小,焦点光斑直径就越小,对于高质量的切割,有效焦深还和透镜直径及被切材料有关。因此控制焦点相对于被切材料表面的位置很重要。
由于激光功率密度对切割速度影响很大,透镜焦长的选择是个重要问题。激光束聚焦后光斑大小与透镜焦长成正比,光束经短焦长透镜聚焦后光斑尺寸很小,焦点处功率密度很高,对材料切割很有利;但它的缺点是焦深很短,调节余量小,一般比较适用于高速切割薄型材料。由于长焦长透镜有较宽焦深,只要具有足够功率密度,比较适合切割厚工件。
在确定使用何种焦长的透镜以后,焦点与工件表面的相对位置对保障切割质量尤为重要。由于焦点处功率密度高,大多数情况下,切割时焦点位置刚处在工件表面,或稍微在表面以下。
在整个切割过程中,确保焦点与工件相对位置恒定是获得稳定的切割质量的重要条件。有时,透镜工作中因冷却不善而受热从而引起焦长变化,这就需要及时调整焦点位置。当焦点处于合适位置时,割缝小、效率高,切割速度可获得好的切割结果。在大多数应用情况下,光束焦点调整到刚处于喷嘴下。
提高激光切割机的工作效率也一定要在安全生产的前提下,这也是每个企业必须要掌握的。这样,方能给企业创造更多的价值。做好安全操作,给企业减少不必要的损失。
声明:本文内容及配图由入驻作者撰写或者入驻合作网站授权转载。文章观点仅代表作者本人,不代表电子发烧友网立场。文章及其配图仅供工程师学习之用,如有内容侵权或者其他违规问题,请联系本站处理。
举报投诉
-
金属
+关注
关注
1文章
590浏览量
24300 -
电子零件
+关注
关注
0文章
36浏览量
10123 -
激光切割
+关注
关注
2文章
220浏览量
12870
发布评论请先 登录
相关推荐
激光切割机可切割什么材料?
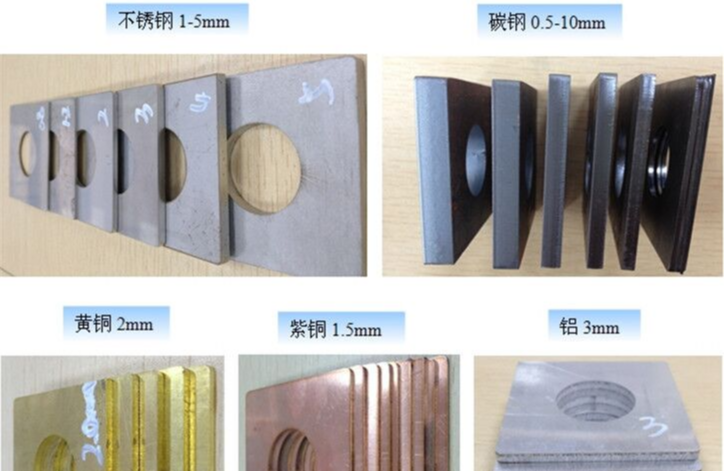
如下:1.金属板材:激光设备高精度割打孔机主要用于手机、数码产品、汽车及摩托车等行业不锈钢板、铁板、铝板、铜板的高精度切割与打孔。2.碳钢板
发表于 02-19 11:14
气动刀石墨垫片切割机
切割机/石墨材料切割机采用平板结构,数控切割技术,工作效率提高,节省材料材料费用降低,减少了材料浪费,减少用工人数. 一台机器就可以小批量生产,针对不同的材料、型号、规格,只需要简单的
发表于 12-05 14:38
双平台光纤激光切割机的优势和原理分别是什么
切割机的优势: 1、稳重的机床结构,工作效率高 2、重载工作台设计,保证机床经久耐用稳定运行 3、轻巧的横梁,运行速度快,高精度驱动传动系统,切割
发表于 02-25 15:09
•1867次阅读
数控切割机和激光切割机的区别 数控切割机编程入门
。
适用材料不同:数控切割机适用于金属、合金、钢板、铜板、铝板等材料的切割,而激光切割机则适用于更多的材料,如
发表于 03-15 16:43
•6648次阅读
光纤激光切割机能切割哪些材料
的业务范围、切割材料的厚度、需要切割的材料以及其他因素,然后选择需要购买的设备功率和工作台的大小,一般工作台的大小可以根据客户的需求定制。

6000W激光切割机能够切割的具体厚度由什么来确定
是6000W激光切割机能够切割的具体厚度几个因素:材料类型:不同类型的材料对激光的吸收率和反射率不同,因此其






 工商网监
工商网监
评论