 解决PCB焊锡缺陷的问题指南
解决PCB焊锡缺陷的问题指南
在检查过程中,您会发现某些无源组件放置不正确。似乎它们已经枢转起来,引起他们应连接的两个焊盘之一的注意。不幸的是,对电路的测试将导致开路。
电阻器像哨兵一样站在那里,或者恰如其分地贴在墓碑上,以标记失效连接点。我使用“电阻器”一词,但电容器和其他部件也可以使用。较大的部件具有克服焊料在液态时的毛细作用的重量。
每个焊点都要经历自己的关键时刻。当锡膏达到像液体一样的温度时开始,而当锡膏凝固成固态金属时结束。
焊盘内平衡的几何均等
我们的足迹通常具有完美的对称性。焊盘完全相同,并且均匀地围绕组件引线放置。拾放机或人工人员可以很好地将物品准确放置在原处。
即使零件放置的位置不正确,当焊料处于液态时,良好控制的焊接过程也可以使零件在焊盘之间居中。每个焊盘都会在与之接触的引线或球上施加毛细作用力,因此即使我们在放置位置上稍有偏离,我们的组件也会在合适的条件下自动对中。当条件不利时,会通过将组件从其焊盘之一抬起而引起开路,从而引起这种毛细作用。
那就是在装配车间发生恐慌的地方。组装商必须为当日和隔日通过SMT生产线的100%焊点创造合适的条件。在PCB设计可帮助或阻碍基于几个参数。
l焊锡量-由模版设计决定在板上沉积多少锡膏。
lPCB热负载-焊盘的几何形状以及铜是否被溢流或散热。
l焊膏成分-这不是电路板设计,但是我们经常需要在装配图上提供一些详细的注释。
调整音量
大多数组件都具有建议的膏状模板开口和标准模板厚度。随着材料清单的增长,所有供应商都不可能采用相同的厚度。如果一个供应商指定了一个4 mil厚的模板,而您遵循了另一个组件的准则,并使用了3 mil厚的粘贴模板,则可能有必要扩大基于较厚模板的组件的粘贴模板的开口。在设计组件封装时,很难知道最终产品的零件组合。
我们如何使用我们的CAD工具会形成或破坏焊接轮廓。如果我们的阻焊层具有比金属定义更大的扩展几何形状,那么将铜倒在该焊盘上将产生一个有效的焊盘,其大小等于阻焊层开口的大小。我们将其称为遮罩定义的土地。如果要控制各个焊盘,则可以在铜被淹没时将扩展设置为零。

另一方面,未焊锡定义的焊盘,只有一条走线,将导致焊盘的尺寸等于原始金属的大小。当相同体积的焊料用于有效尺寸不同的两个焊盘时,可能会引起问题。然后再加上一个事实,即焊盘可以像散热器一样工作,两个焊盘之间的差异对于批量生产而言可能太大。工厂根本无法消化那么多焊锡缺陷并获利。
由于不完善的设计而产生的其他缺陷也随墓碑而变化,例如空洞,冷焊锡,打乱焊锡和枕芯。虽然最小的零件将抬起,但较大的零件可能会显示具有相同或相似根本原因的其他缺陷。综合考虑,返工或保修修理和更换的价格将吞噬公司的预期利润。
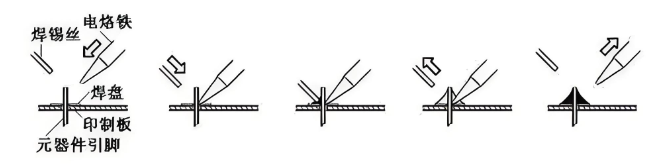
加热
取放机械手将所有零件放到浆料中后,电路板进入烤箱进行预热阶段,该阶段经过校准,以使所有部件几乎融化,然后再发出加热脉冲,完成加热过程。
只要有效的焊盘几何形状相同,预热阶段的效果就会均匀。非均匀垫将以可预测的非均匀方式表现。一个垫将比另一个垫先达到魔术温度。首先固化的垫将是将组件向上拉到立碑位置的垫。
粘贴下来
焊膏有很多变量。金属和悬浮材料的颗粒具有决定焊接过程的温度范围以及销售或处置最终产品的场所的特性。从头到尾,焊膏都是成功或缺乏的重要因素。
关于一种糊剂,可以说最好的是它是共晶的。这个词的意思是它在很窄的温度范围内液化并重新凝固。当焊料在那个小窗口上方凝固时,以某种方式干扰结的机会就更少了。熔化的焊料的毛细作用无需花费太多时间就可以像吊桥一样将零件拉起。
闪速冻结很棒。要恢复原始共晶焊料的性能,已证明很难将63%的锡和37%的铅混合在一起。Sn63焊料的熔点相对较低,使其更易于处理。组件制造商必须重新设计其产品,以承受200摄氏度以上的回流温度,才能使用更新的焊膏。
具有微量银和铜的配方是绿色的选择。白银不如黄金贵重。但这并不便宜。高温和易受液态侵蚀的糊剂暴露时间更长,增加了组件在焊接时直立的几率。
关于通量
凯斯特焊料制造商的定义是:
“焊膏由焊料合金粉末在稳定的粘性助焊剂载体中的均匀分散体组成。除了合金性质,金属负载,粒度分布(或根据IPC分类的粉末类型)和焊膏流变性以外,助焊剂化学在介导焊盘和组件之间金属间结合的形成方面也起着关键作用。”
助焊剂具有三个优点:
l助焊剂可将热传递到接头区域,并适当润湿表面
l它去除了PCB焊盘和组件引线中的钝化层和表面污染
l它可以保护高反应性的熔融金属免遭大气中的再氧化,直到在其余的回流过程中焊料合金重新凝固形成接头为止。
助焊剂约占糊料体积的一半,占糊料重量的10%。为了获得更高的可靠性,我们通常希望清除PCB上的助焊剂,因此请在装配图上添加注释或指定不希望清除的助焊剂。免清洗助焊剂通常是低活性,低残留物,并且不含称为卤素的有害成分。焊膏中的金属和化学药品是实现良好过程控制的关键。
它是布局,它是工艺路线,它是一切!
从良好的组件封装开始,并管理它们的放置和布线方式非常重要。这样,焊点会保持同步,从而帮助您远离墓碑,使您远离墓地。每个组件在板上的相似热负载和方向有助于减少问题。
在零件尺寸的较小端(0201、01005),建议使用一对D形垫片。较大的组件可以更好地保持下来。当心高组件的阴影,因为它们会产生冷区。使组件远离PCB边缘,因为它比内部区域更快地变热。
保持与装配团队的内部或外部沟通。询问红外烤箱中是否有任何特定组件发生故障。看看该部分是否有任何可以改进的地方。对新产品和成熟产品都进行这种持续改进。让工厂的工作变得更轻松永远不会太早或太迟。
-
印制电路板
+关注
关注
14文章
956浏览量
40826 -
PCB打样
+关注
关注
17文章
2968浏览量
21736 -
电路板打样
+关注
关注
3文章
375浏览量
4721 -
华秋DFM
+关注
关注
20文章
3494浏览量
4579
发布评论请先 登录
相关推荐
当科技遇上PCB焊锡:自动化焊接如何重塑电子制造
PCB线路板常见缺陷原因分析:解锁电路板制造的隐秘挑战

大研智造激光焊锡技术:无铅手工焊接缺陷的优化方法"

如何防止焊锡膏印刷缺陷的出现?

【新手指南】自己焊接pcb电路板需要哪些工具
常见的PCB制造缺陷有哪些?

友思特应用 | 高精度呈现:PCB多类型缺陷检测系统

如何防止焊锡膏缺陷的出现?

揭秘:PCB电子激光焊锡技术的检测方法与应用范围
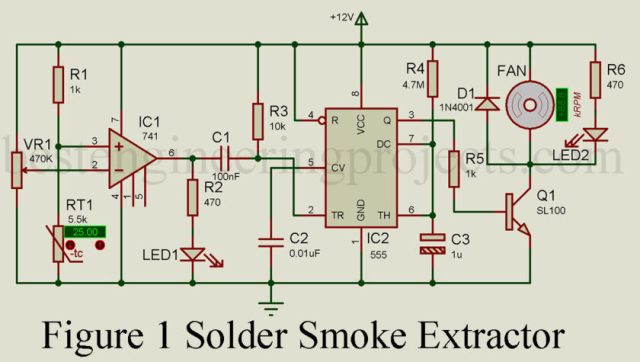
构建一个自动焊锡排烟器的教程





 工商网监
工商网监
评论