 BMW iX3模组制造的过程解析
BMW iX3模组制造的过程解析
随着iX3的价格发售,BMW也发布了沈阳电池模组工厂和Pack工厂的信息,次条有模组制造的一些信息,我们来看一看模组制造中一些有意思的地方。在一期的时候也写过有关530le PHEV的工厂信息,那时候PHEV模组线也是全自动的,这次通过加建的iX3 BEV模组线和面向大型的电动汽车电池Pack制造线。
图1BMW的iX3模组
模组制造的过程
首先我们来节选一些工艺部份的内容,主要包括如下的过程:
图2模组的工艺概览
1)模组生产线实现100%自动化生产,从之前的蓝膜时代现在都改为采用喷涂工艺、加装绝缘隔膜等多种方式确保电芯之间彼此绝缘;
图3喷涂好的电芯
2)白色的部分,是通过两条黑色胶带粘住的,考虑到NCM811的特性,这里是否采用隔热材料还不确定,有可能采用了气凝胶
图4白色的部分电芯之间的隔离材料
3)生产线上运用了等离子清洁、智能光学检查等技术,这些基本和之前的PHEV的产线的工艺要求是一致的
图5电芯的离子清洗和光学检查
4)翻转机构焊接:焊接的这段视频采用了翻转的机构,这里看不到模组
图6焊接的工艺
5)电芯堆叠:这里和端板相接的部分采用白色的隔离材料,电芯之间采用了黄色的隔离材料;每两个电芯一片黄色的隔离材料,背对背的电芯之间只有两条黑色的胶带进行粘接
图7隔离材料
6)母线排和之前一样是和CCS隔离板一体化的,由于没有看到采样线的设计,可能也是埋进去了
图8CCS隔离板和PCB板
7)CCS和模组紧固部分是按照下属的工艺实现的,这个可能要实物看一下具体的正面才能下判断
图9CCS和模组的紧固
模组的一些讨论
这个120Ah的电芯,还是有很多地方很有意思的,最早看到这个电芯是在三星SDI的展台上。
1)采样线设计 这个从Busbar上一路延伸过去的采样线的设计挺有意思的,分成四段,汇总到中间的PCB上面,然后通过中间的连接器输出。
图10模组的采样线设计
2)NCM811的防护
由于电芯热失控以后,整个冲击的气体和火焰都是往泄压阀往上走,这个模组的上盖似乎没有设计特殊的结构可以让气体,泄压出来的气体直接往上走。在之前的X1PHEV的设计中采用了云母片的防护,这个我们在明天的Pack结构上再来做讨论。
图11iX3的模组层面没做过多的特殊防护
小结:BMW在中国是全面切换到NCM811体系的企业,不管是新X1、530le的新款还是这个iX3的电池系统,当然电芯的容量范围还在51-120Ah,电芯的厚度做了严格的限制,胖电芯和瘦电芯在针刺的过程中效果可能不太一样,不过到底行不行也要看上了量之后的表现
-
模组
+关注
关注
6文章
1487浏览量
30364 -
BMW
+关注
关注
0文章
64浏览量
15579
原文标题:BMW iX3的模组设计和制造
文章出处:【微信号:QCDZSJ,微信公众号:汽车电子设计】欢迎添加关注!文章转载请注明出处。
发布评论请先 登录
相关推荐
解析Air780E模组LuatOS开发的随机数(random) 示例篇
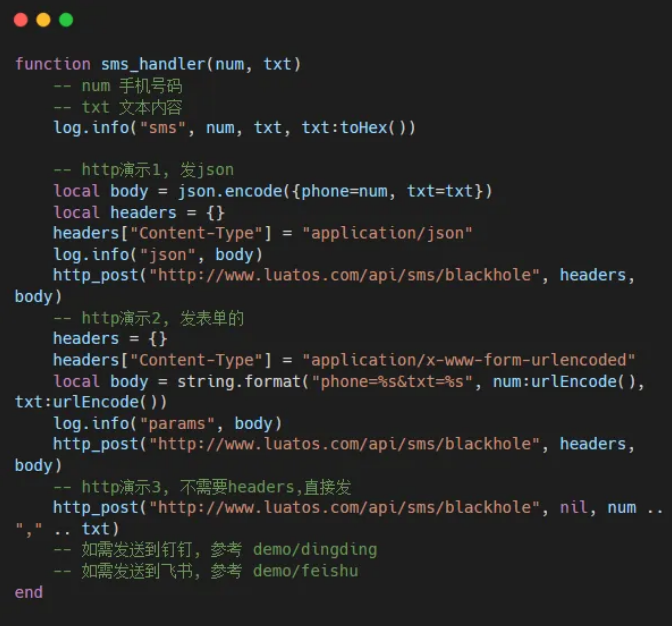
低功耗模组短信通:短消息发送实例解析
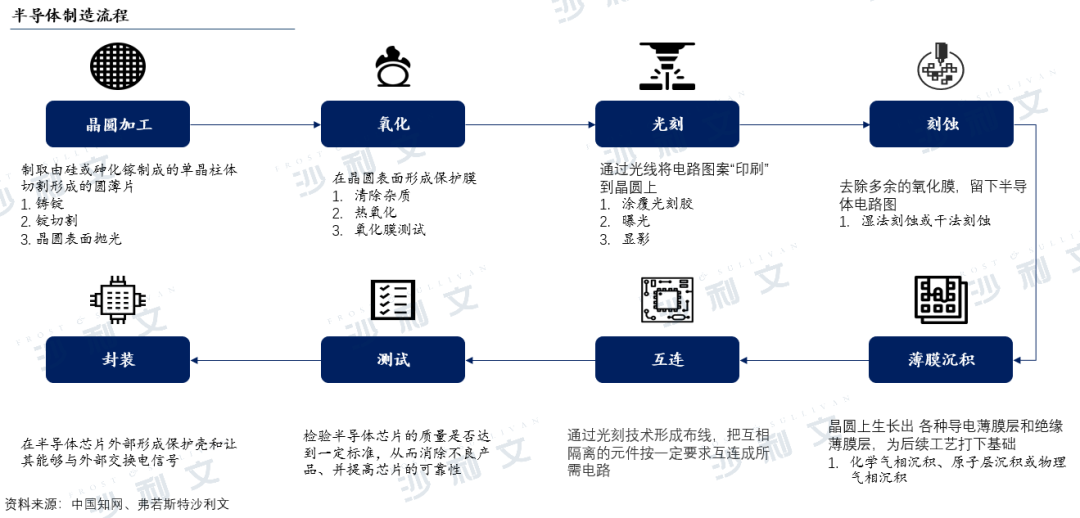
半导体制造过程解析
Littelfuse推出高频应用的IX4341和IX4342双5安培低压侧MOSFET栅极驱动器
安费诺ix Industrial连接器的优点
激光焊接:CCM摄像头模组精密制造的核心

车规级IGBT模组:成本背后的复杂系统解析
使用ESP32-C3-MINI-1的模组,程序运行过程中,无法使用built-in串口下载程序的原因?
解析经典蓝牙设备连接过程
宝马首席执行官:欧盟对华电动车关税只会“自食其果”
电池模组绝缘片制造过程中,哪些因素会影响产品的一致性和可靠性?
ZR模组:智能制造背后的无声英雄
半导体制造工艺 - 晶圆制造的过程






 工商网监
工商网监
评论