 SMT加工QFN和LGA空洞不良怎么解决
SMT加工QFN和LGA空洞不良怎么解决
一、引言
空洞带来的影响…可靠性问题–散热问题–各种失效–客户投诉;你想解决空洞吗?
QFN元件空洞原因
快速增长,底部散热焊盘过大,空洞》25%
QFN空洞的解决方案
钢网设计》炉温调整》锡膏调整
另一种简单又方便的解决方案-一—焊片如何将焊片应用于QFN元件LGA元件空洞?
二、QFN空洞原因
QFN结构图
四侧无引脚扁平封
接地焊盘在元件本体下,通常尺寸为4mm*4mm
接地焊盘与锡膏直接接触
锡膏与钢网
锡膏中助焊剂体积占50%,锡量越多,助焊剂量相应更多。》对于钢网开孔,需要更多地出气通道,但过多的通道意味着锡量减少
过大的空洞会造成短期的产品失效或长期的可靠性风险
PCBA装配时单个大空洞的危害
LED,汽车电子,手机产品,以及很多工业产品对空洞非常敏感,要求降低空洞
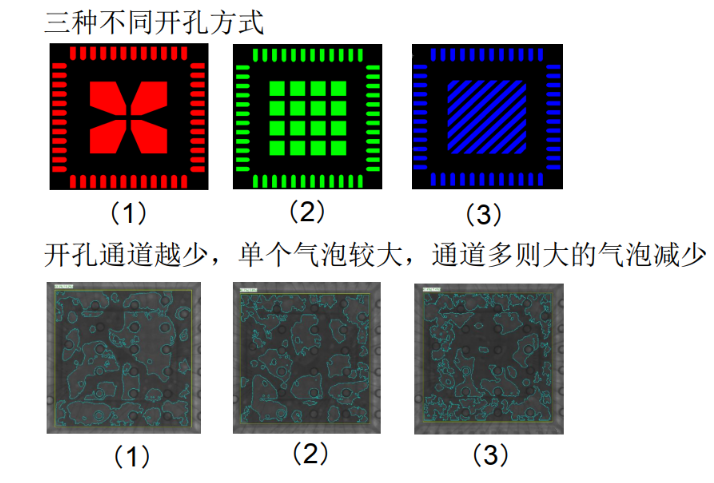
2.1钢网设计对空洞的影响
通过X-ray检测,发现大多时候QFN空洞的形态都是一个或几个较大的空洞
在实验中,QFN接地焊盘的尺寸为4.1mm*4.1mm,在钢网设计上,我们采用如下几种方式
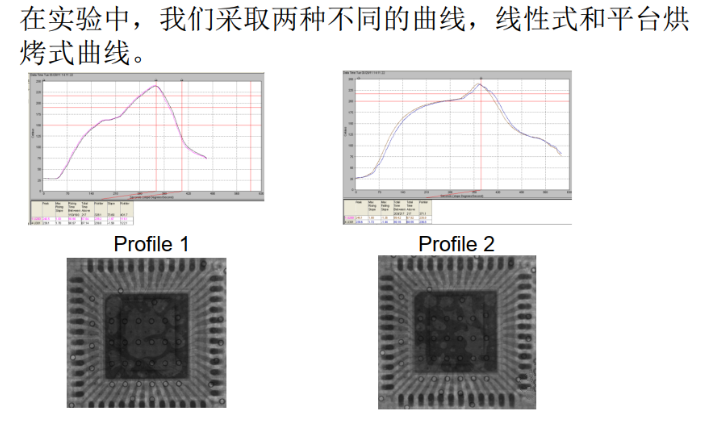
2.2炉温设计对空洞的影响
3.3锡膏调整
助焊剂在熔化的焊点里很难挥降低出气
-适当的高沸点的溶剂
-溶剂的挥发性
增加助焊剂的活性
一更好的焊接性,有助于挤出助焊剂的气体
三、另一种解决方案-焊片
什么是焊片?
与锡膏相同的属性,相同合金的焊料SnPb,SAC305等等。
固态,不同的形状,方形,圆形,不规则形状
体积可精确计算
1%~3%的助焊剂或无助焊剂
为什么焊片也需要助焊剂?
焊片表面镀助焊剂可帮助QFN焊盘和PCBPAD去除氧化,有助于焊接
1%~3%Flux不会形成较大的出气而造成空洞过大。
四、如何将焊片应用于QFN元件?
焊片厚度?
在实验中,接地焊盘尺寸为4.1mm*4.1mm,焊片尺寸为3.67mm*3.67mm*0.05mm,表面镀1%的助焊剂
一般而言,焊片的尺寸占焊盘的尺寸比为80%-90%
焊片/钢网厚度--50~70%
在实验中,钢网为4mil厚度,焊片厚度为2mil。在QFN焊盘开孔上,接地焊盘不需要锡膏焊接,只需在四个角各开一个0.4mm的圆孔以固定焊片
五、如何贴片?
料带装,机器自动贴片
也可选择盒装,料盘装,或散装,手工贴片
SMT炉温调整?
不需要,与其它元件一起过炉
相同的合金,温度一致
仅1%~3%助焊剂,对出气无要求
焊接效果
焊片中1%助焊剂,相比焊膏,不仅减少了助焊剂的比例,同时焊片中的助焊剂主要为固体成分,减少了挥发物的含量。
1%的助焊剂即可去除焊盘表面的氧化,帮助形成良好的焊接。
空洞率为3~6%,单个最大空洞约0.7%
六、什么是LGA空洞?
lGA焊盘-——-58个2mm直径的圆形焊盘和76个1.6mm直径的圆形焊盘,焊盘上有过孔。空洞率在25%-45%之间。
解决方案1---采用焊片,空洞降到6-14%
解决方案2---Indium10.1HF
焊片与锡膏兼容性问题
实验中采用免洗的锡膏和免洗的助焊剂。
如果锡膏为水洗型,焊片可采用表面不涂覆助焊剂,但是焊接效果是否达到理想值需要再确认
锡膏只需印刷QFN接地焊盘四个角,对锡量的要求是越少越好,仅作固定焊盘的作用
焊片尺寸一般为接地焊盘的80%
焊片的厚度一般为钢网锡膏印刷厚度的50%~70%
免洗助焊剂重量比一般为1.5%
需考虑免洗助焊剂兼容性
贴片时也注意压力不要过大,以免造成焊片挤压变形不需额外调整炉温曲线
七、总结
不同的锡膏对QFN空洞的影响非常大钢网开孔和焊炉调整对降低空洞有一定的帮助在工艺中采用焊片:
焊片形状多样化,表面含助焊剂,炉后非常低的助焊剂残留物;
可采用料带包装,SMT贴片设备快速精确贴装;
在回流时,不需要对炉温进行任何的修改;
极低的空洞率,无论是大焊盘或小焊盘;
此外,在SMT仅通过印刷焊膏无法提供足够的焊料用量时,贴装焊料可以提供精确且可重复的焊料用量,达到增加焊料的作用。
责任编辑人:CC
-
qfn
+关注
关注
3文章
192浏览量
56440 -
smt加工
+关注
关注
0文章
21浏览量
5434
发布评论请先 登录
相关推荐
解析SMT加工不良率:从多维度探讨提升产品质量的关键因素
RECOM降压转换器产品采用QFN和LGA封装
SMT贴片加工中避免导通孔与焊盘的连接不良的有效方法
SMT锡膏贴片加工中有哪些焊接不良?

SMT贴片加工中出现元器件移位的原因有哪些?
基于DMAIC的SMT TX插件撞伤不良改善
smt贴片加工常用的检测修理方法有哪些
SMT贴片常见不良现象分析汇总

SMT贴片加工发生短路的原因及解决方法
SMT来料加工模式加工流程
SMT贴片焊接不良,如何处理?





 工商网监
工商网监
评论