 自动化控制系统配置原则和方法介绍
自动化控制系统配置原则和方法介绍
自动化控制在自动化领域属于重要话题,自动化控制一定程度上决定了控制系统的好坏。为增进大家对自动化控制的认识,本文将基于3点介绍自动化控制相关内容:1.PLC自动化控制系统配置原则介绍,2.PLC自动化控制系统配置方法阐述,3.盐酸再生自动化控制系统设计。
一、PLC自动化控制系统配置原则
PLC自动化控制系统的最基本的配置原则是:
从粗到细。当某一配置操作完成好后,可以重复配置,并对配置进行更新,从而实现不断完善的配置处理。具体的配置原则如下描述:
1)借助于类比法基本确定一下所选择的产品以及对应的机型,选择产品时应该按照可继承、可发展的基本原则。
2)计算模块数的时候应该遵循完整性原则,并充分考虑备份的相关设置,确定系统的可靠性。
3)PLC自动化控制系统的投入都要有经费的支持,因此经济可行性原则是选择配置方案的一个重要方面,必要的时候可以选择一些实物性的测试实验,对配置作进一步修正处理。
二、PLC自动化控制系统配置方法
1)PLC自动化控制系统的输入与输出点。
PLC自动化控制系统的输入可按下式(1)进行配置:

其中,PLC自动化控制系统的输入件的个数由加以表示;输入器件的工作状态由加以表示,而输入器件的类型个数则是由I参数加以表示。
PLC自动化控制系统的输入可按下式(2)进行配置:
其中,PLC自动化控制系统的输出件的个数由加以表示;输出器件的工作状态由加以表示,而输出器件的类型个数则是由I参数加以表示。
2)PLC自动化控制系统的模块数。
配置好PLC系统的输入与输出点后,还要明确系统的模块。针对输入点,必须确定电压的不同,主要区别一下是交流电还是直流电,电压信号之间有没有相应的隔离条件;针对输出点,必须确定输出的具体模式,主要涉及到:半导体、回路以及继电器等输出模式。最后,在确定模块数的基础上,选择合适的槽位,并确定对应的机架数。
3)PLC自动化控制系统的通讯网络。
PLC自动化控制系统的通讯涉及到不同地理位置的控制装置,因此必须借助于通讯网络实现介质的连接与信息的传递。通常情况下,PLC自动化控制系统的通讯网络涉及到三大方面:设备网络层、控制网络层以及信息网络层。分别实现设备、PLC间以及管理层之间的信息连通。
三、盐酸再生自动化控制系统设计
(1)工艺分析
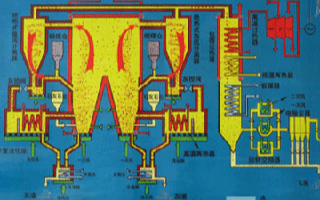
盐酸再生站采用喷雾焙烧工艺,废酸在焙烧炉内喷成雾状,在550-650℃的高温环境下,氯化亚铁分解为氯化氢气体和氧化铁粉,氯化氢气体经喷水吸收形成再生酸回收用于酸洗机组,氧化铁粉回收利用,主要用于涂料及磁性材料工业、粉末冶金业作为原料使用。由于焙烧炉的高温环境和盐酸对现场设备的腐蚀性,盐酸再生工艺对安全联锁和自动控制设备的可靠性要求极高。
(2)设计思路
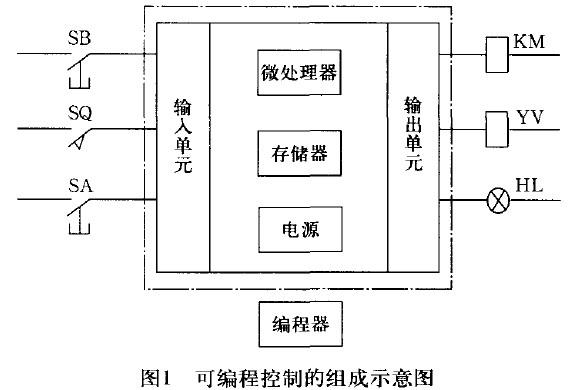
针对盐酸再生工艺的特点,设计了以逻辑处理功能强大的西门子S7-400系列PLC为核心的自动化控制系统,现场控制设备均采用耐酸、防腐蚀产品。总体设计思路如图1所示。
(3)系统构成
PLC系统处理所有从现场压力开关、液位开关、限位开关以及按钮等采集到的数字信号,并接收来自压力、流量和液位变送器以及热电偶的模拟信号。系统通过继电器逻辑和PID控制逻辑给出各种输入来执行电机的回路或使电磁阀和控制阀动作,从而实现各种操作。整个系统包括仪表系统的模拟量和数字量的控制、PID控制、联锁控制及过程控制。
仪表系统的模拟量和数字量控制模拟量和数字量控制包括对过程容器液位、过程流量、过程压力、过程温度的控制。仪表的数字量控制包括电磁阀、烧嘴控制、喷射量控制、马达和设备准许、安全连锁等控制。数据由现场传到PLC后,在操作人员的监视下,控制通过PLC控制环路自动调节。
PID控制PID控制环路既可以单独控制,也可以实现串级控制,所有PID控制环路既可手动也可自动方式运行。当在手动方式时,操作人员通过选择适合这个环路的控制阀的打开来控制输出。当在自动方式时,PID控制器比较操作员给定的设定值和测量的过程变量,并调节输出直至两者相匹配。它包括控制容器液位的PID控制回路、控制喷射流量的PID控制回路、控制焙烧炉压力的PID控制回路。
联锁控制包括培烧焙烧炉压力和温度的联锁、泵的联锁、燃烧系统的联锁和主风机的联锁等一系列联锁控制,各联锁之间相互制约相互影响,保证整个系统的顺利生产。
责任编辑人:CC
-
控制系统
+关注
关注
41文章
6611浏览量
110594 -
自动化
+关注
关注
29文章
5566浏览量
79260
发布评论请先 登录
相关推荐
Modbus协议转Profinet协议网关与气体监测系统配置案例

单片机系统配置及接口相关介绍
125-A型数控铣床控制系统配置
PLC自动化控制系统的配置原则与组态参数分析
一体化分散控制系统配置方案在发电厂的应用分析
FPGA CPLD可编程逻辑器件的在系统配置方法

通信电源系统配置设计参数
UART系统配置步骤详解






 工商网监
工商网监
评论