 激光切割技术在航空发动机制造中有哪些应用
激光切割技术在航空发动机制造中有哪些应用
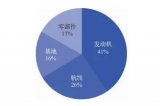
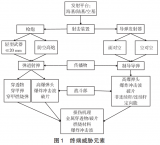
一台航空发动机从进气道到尾喷口的各个部件的上百种零件需激光切割,其中扇形叶型板、隔热屏及化铣零件的激光切割为典型零件,让我们从零件要求、选用设备、应用结果方面来了解一下先进激光切割技术在航空发动机制造中的应用。
1. 扇形叶型板型孔激光精密加工
扇型块是航空发动机的典型结构件,由内到外分别由流道叶型板、大弯边叶型板、叶片、T型叶型板和上叶型板经高温真空钎焊而成。
叶片为轧制件,为满足钎焊对叶片与叶型板上的叶型孔装配间隙的要求和各型孔位置度要求,流道叶型板、大弯边叶型板和上叶型板的叶型孔加工允许采用激光切割。
保证零件的轮廓度、位置度和重熔层要求是该零件的难点。
2. 流道叶型板零件
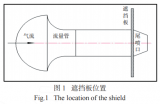
隔热屏群孔激光精密切割隔热屏呈锥形多环波,孔垂直于零件表面,数量2000~10万个不等,该类零件一般采用钣金成形和焊接工艺制造,热处理后,残留较大的变形,变形不易消除。
孔的加工是孔中心距波峰的位置精度,由于零件在自由状态下偏差较大,孔的数量极多,一般的加工方法无法高效和质量要求,所以需采用激光加工,如要加工的孔径>0.8mm,孔采用激光环切的方法加工。
在零件存在圆度大、波高、波距偏差的情况下保证孔位置度要求是该零件的难点。
3. 隔热屏零件
通过零件特征扫描,测量出零件上多个波的每一波峰的实际位置,再用多功能加工程序运算调整每一排的打孔位置,实现环状波型件轴向高精度打孔。
4. 零件特征扫描
零件上的孔是垂直于零件表面的,传统的追踪方法是沿着加工方向追踪,会产生一定的高度偏差。利用定向追踪表面技术,保证孔位置测量与加工的正确性,定向追踪表面,通过应用多个先进功能保证了零件的要求,切孔完成的零件。
5.钛合金化铣涂层
激光切割航空发动机为提高性能,常设计出有特殊要求的零件。
机匣筒体,零件为钛合金材料,在筒体上分布各种功能的安装座及加强筋,该零件可以采用5mm厚的筒体用数控加工中心机械加工的方法制造,但存在钛合金材料机械加工难度大、加工量大加工效率低、零件大而薄不易保证要求等多个问题。
采用化铣的加工方法可大幅度提高效率和质量,降低成本,机匣筒体化铣是将零件制造成5mm厚的筒体钛合金筒体,在零件表面涂防腐涂层,按筋和安装座的形状高精度地刻出形线,将需铣削表面的涂层去除,将零件浸入化铣液中浸蚀,完成零件的加工。
形线的精确高效刻型是化铣技术的关键技术,激光切割可满足要求。
激光加工技术在航空发动机制造中的应用包括激光焊接、激光切割、激光打孔、激光表面处理、激光增材制造等,其中激光切割占激光加工总产量的70%以上,是一项主要的激光工艺技术。
激光切割加工技术是推动以航空、航天飞行代表的运动载工具向高性能、轻量化、长寿命、短周期、低成本等方向发展的关键制造技术,尤其在航空工业,激光切割加工技术极大地促进了航空制造技术的跨越发展。
责任编辑:gt
-
发动机
+关注
关注
33文章
2505浏览量
69831 -
激光
+关注
关注
19文章
3278浏览量
64978
发布评论请先 登录
相关推荐
航空发动机采用整体叶盘的原因及应用情况
航空发动机研制中数值仿真技术的战略地位及国内外发展概览

航空发动机故障诊断技术的现状与未来展望
航空发动机喷流噪声近场测试研究
航空发动机薄壁异形复杂叶片的精密加工工艺及装备

航空发动机转子系统可靠性分析的最新进展
航空领域发动机传感器的应用
航空发动机面临的终端威胁作用机理及威胁模式解析
大研智造 航空发动机压力传感器薄膜电阻器手工焊接问题及激光解决方案
激光淬火技术在淬火发动机零部件的工艺应用
航空发动机控制器 测试连接方案

影像仪扫描仪显微镜检测航空发动机和燃气轮机






 工商网监
工商网监
评论