 为什么会出现机器人动作不协调?
为什么会出现机器人动作不协调?

在工业机器人和机床应用中,可能涉及在特定空间内精准协调多个轴的移动,以完成手头的工作。机器人一般有6个轴,这些轴必须协调有序,如果有时候机器人沿轨道移动,则会有7个轴。
在CNC加工中,5轴协调很常见,但是有些应用会用到多达12个轴,其中工具和工件在特定空间内相对移动。每个轴都包含一个伺服驱动器、一个电机,有时候,在电机和轴接头,或者末端执行器之间会加装一个变速箱。然后,系统通过工业以太网互联,一般采用LINE型拓扑,具体如图1所示。电机控制器将所需的空间轨迹转换为每个伺服轴所需的单个位置基准,然后在网络上循环传输。
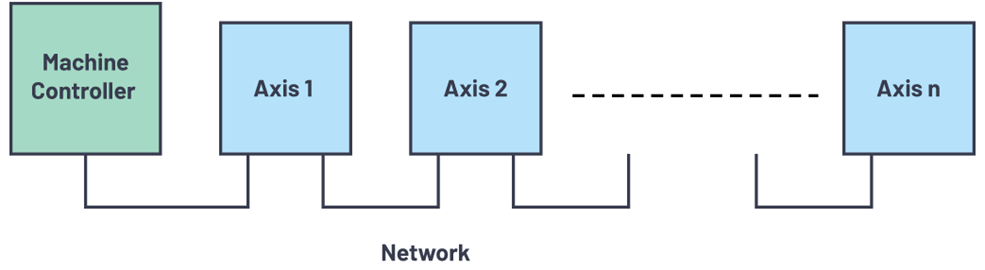
图1.多轴机床的网络拓扑结构。
控制周期
这些应用按定义的周期时间运行,这个时间一般等于,或者是底层伺服电机驱动器的基波控制/脉宽调制(PWM)开关周期的几倍。在图2所示的这种环境中,端到端网络传输延迟是一个重要参数。在每个周期内,电机控制器必须将新位置基准和其他相关信息传输给图1中的各个节点。然后,PWM周期内需要余留足够的时间,以供每个节点使用新位置基准和任何新传感器数据来更新伺服控制算法计算。然后,各个节点通过依赖于工业以太网协议的分布式时钟机制,在同一时间点将更新后的PWM矢量应用于伺服驱动器。根据具体的控制架构,部分控制回路算法可以在PLC中实现,如果在网络上接收到任何相关传感器信息更新后,需要足够的时间才能实现。
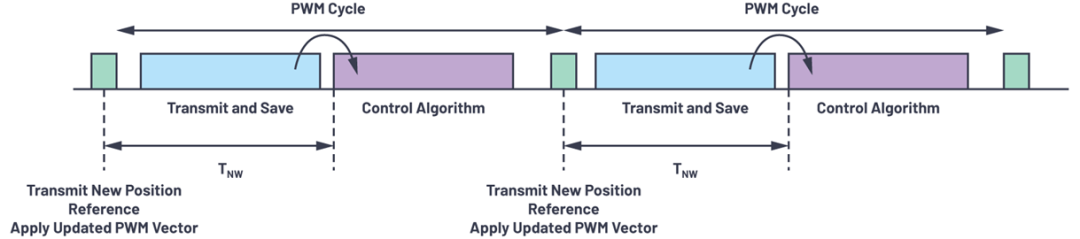
图2.PWM周期和网络传输时间。
数据传输延迟
假设网络上唯一的流量是机床控制器和伺服节点之间的周期性数据流,网络延迟(TNW)由网络跳转到最远节点的次数、网络数据速率和每个节点遭受的延迟决定。在使用机器人和机床时,线路导致的信号传输延迟可以忽略,这是因为线缆长度一般相对较短。主要的延迟为带宽延迟;即将数据传输到线路所需的时间。对于最小的以太网帧(一般适用于机床和机器人控制),有关100 Mbps和1 Gbps位速率的带宽延迟,请参考图3。这就等于数据包尺寸/数据速率。对于多轴系统,从控制器到伺服器的典型数据有效载荷由各伺服器的4字节速度/位置基准更新和1字节控制器更新组成,也就是说,6轴机器人的有效载荷为30个字节。当然,有些应用的更新中包含更多信息,并且/或有更多轴,在这些情况下,数据包的尺寸要大于最小尺寸。
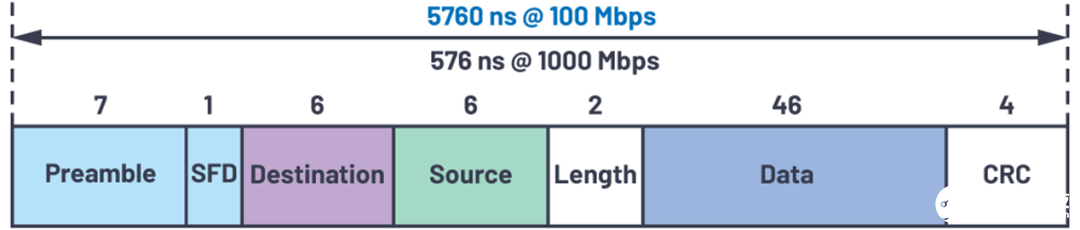
图3.最小长度以太网帧的带宽延迟。
除了带宽延迟外,其他延迟元素是由于以太网帧通过每个伺服网络接口的PHY和双端口开关产生的。这些延迟如图4和图5所示,其中显示帧移动的部分是穿过PHY进入MAC(1-2),通过目标地址分析时,只需要对帧的前导和目标部分进行计时管控。路径2-3a表示对当前节点有效载荷数据的截取,路径2-3b则表示帧向目标节点行进的路程。图4a只显示传输给2-3a中的应用的有效载荷,图4b则显示被传输的帧的大部分;这表明以太网协议之间可能存在细微的差异。路径3b-4表示帧出站传输,通过传输队列、通过PHY,然后回到线缆。图中所示的线路终端节点中不存在这种路径。这里假设采用直通数据包交换,而不是存储转发,后者的延迟时间更长,因为整个帧都要计入开关,然后再被转发。
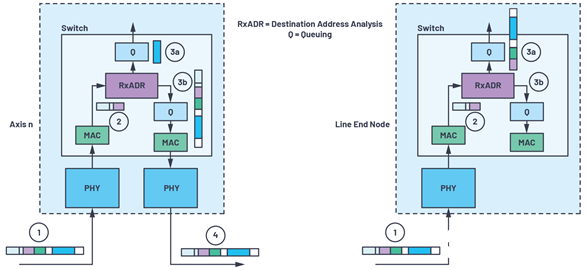
图4.帧延迟:(a)双端口模式帧延迟和(b)线路终端节点。
图5按时间线显示帧的延时元素,其中描述了帧穿过一个轴节点的全部传输时间。TBW表示带宽延迟,TL_1node 表示帧通过单个节点的延迟。除了与位通过线路进行物理传输,以及计入地址位用于实施目标地址分析相关的延迟外,PHY和开关组件延迟是其他会影响系统内的传输延迟的因素。随着线路上的位速率增加,节点数量增多,这些延迟对整个端到端帧传输延迟的影响会更大。
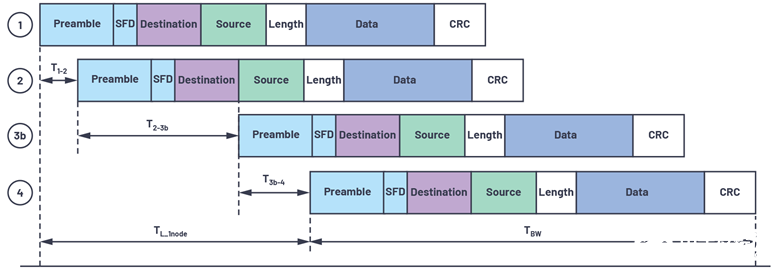
图5.帧传输时间线。
低延迟解决方案
ADI推出了两款新工业以太网PHY,专用于在更广泛的环境温度范围(最高105°C)内,在严苛的工业条件下可靠运行,具备出色的功率和延迟规格。ADIN1300 和ADIN1200 专用于解决本文中提到的挑战,成为工业应用的理想选择。有了fido5000 实时以太网、多协议嵌入式双端口开关后,ADI公司开发出了适用于确定性时间敏感型应用的解决方案。
表1列出了PHY和开关导致的延迟,前提是假设接收缓冲器分析是以目标地址为基础,且假设采用100 Mbps网络。
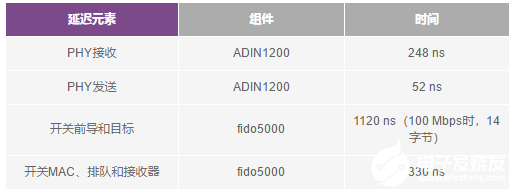
表1.PHY和开关延迟
举例来说,将这些延迟计入多达7个轴的线路网络,并将总有效载荷计入最终节点(图4中为3a),总传输延迟变成

其中58 × 80 ns表示前导和目标地址字节被读取后,余下的58字节有效载荷。
这项计算假设网络中没有其他流量,或者网络能够优先访问时间敏感型流量。它在某种程度上依赖协议,根据具体使用的工业以太网协议,计算得出的值会存在微小差异。回顾图2,将机械系统的周期时间降低至50 µs至100 µs时,将帧传输到最远的节点可能占用整个周期的近50%,导致留给下一周期更新电机控制和移动控制算法计算的时间减少。
最大程度缩短这段传输时间对于优化性能而言非常重要,因为它允许实施更长、更复杂的控制计算。鉴于与线路数据相关的延迟是固定的,且与位速率相关,使用低延迟组件(例如ADIN1200 PHY和fido5000嵌入式开关)将是优化性能的关键,尤其是在节点数量增加(例如,12轴CNC机床),周期时间缩短时。转而使用千兆以太网可以大幅降低带宽延迟造成的影响,但是会增加开关和PHY组件导致的总体延迟的比例。例如,采用千兆网络的12轴CNC机床的网络传输延迟约为7.5 µs。
在这种情况下,带宽元素可以忽略不计,使用最小或最大以太网帧尺寸不会造成任何差别。网络延迟大致可以由PHY和开关均分,随着工业系统转而采用千兆网速、控制周期时间缩短(WEtherCAT® 显示的周期时间为12.5 µs)、因为在控制网络中增加以太网连接的传感器而导致节点数增加,以及网络拓扑不断趋于扁平,凸显了最小化这些元素的延迟的价值。
结论
在高性能多轴同步移动应用中,控制时序要求非常精准,具有确定性和时间关键性,要求最大程度缩短端到端延迟,在控制周期时间缩短,控制算法的复杂性增加时尤其如此。低延迟PHY和嵌入式直通开关是优化这些系统的重要组件。为解决本文所述挑战,ADI推出了两款新的稳健型工业以太网PHY,即ADIN1300 (10 Mb/100 Mb/1 Gb)和ADIN1200 (10 Mb/100 Mb)。
责任编辑:haq
-
驱动器
+关注
关注
54文章
9113浏览量
156478 -
ADI
+关注
关注
151文章
46125浏览量
280534 -
机器人
+关注
关注
213文章
31438浏览量
223618 -
大数据
+关注
关注
64文章
9096浏览量
144055
发布评论请先 登录
为什么说关节扭矩传感器是高端机器人的“触觉神经”?
突破三重质量挑战,守住人形机器人动作精确性与寿命

灵动代理mcu单片机机器人解决方案
人形机器人迅猛发展,可以给养老行业带来哪些利好




评论