 装配加工法的基本思路和具体应用过程详解
装配加工法的基本思路和具体应用过程详解
夹具是机床切削加工的重要工艺装备,使用夹具的首要目的是保证机械零件尺寸(形状)精度及位置精度,而机械零件的制造精度很大程度上取决于,加工该零件的机床夹具能否到达夹具设计精度的要求。
目前生产企业夹具制造精度的保证方法绝大多数依然采用装配调整法,这种夹具制造过程像普通机械制造那样,先按零件图制造出所有零件然后组装,最终夹具精度是靠设法调整或修磨某个元件位置或尺寸来实现。
从笔者从事夹具设计制造实践来看,这样方法很难满足夹具装配图提出的各种尺寸及形位公差要求。为此,本文介绍一种保证夹具制造精度的特殊工艺方法—装配加工法。下面通过几个实例来阐述装配加工法的基本思路和具体应用过程。
一、保证夹具导向结构的精度
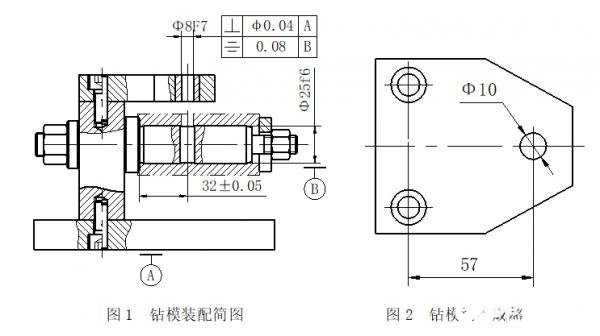
图1所示为钻某一型号柴油机调速轴径向孔固定式钻模。夹具设计精度要求为:(1)钻套中心至定位芯轴右端面轴向尺寸精度32±0.05mm;(2)钻套中心轴线对夹具体底面A垂直度为φ0.04mm;(3)钻套中心轴线对定位芯轴的对称度为0.08mm。
这三项设计要求都涉及到钻模板上的钻套底孔位置精度。装配调整法通常用来调整单项要求,其精度取决于制作者的技术水平、量具和测量基准的精度。但要同时调整并保证三项精度要求,则几乎没有这种可能。为此,可采用装配加工法来满足夹具设计要求。
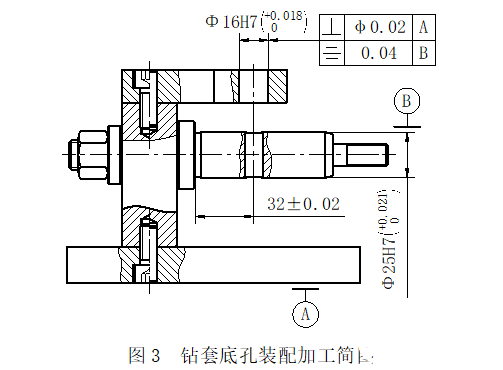
图2为钻模板夹具组装前的状态,钻套底孔Φ16H7已粗加工,留有较大的精镗余量。图3为钻套底孔装配工简图,图中标示了加工钻套底孔的尺寸公差和形位公差要求。按图3组装后,将夹具作为一个整体,对钻套底孔进行最后的精镗。
具体实施装配加工法时按下列步骤进行
(1)将定位芯轴装入夹具本体;
(2)夹具上坐标镗床,调节夹具位置,使定位芯轴与坐标镗床工作台纵向方向一致;将夹具体压紧在工作台面后,再次校验定位芯轴位置;
(3)坐标镗床主轴按图2要求找正加工位置,并记下主轴坐标;
(4)将钻模板用内六角螺钉紧固于夹具体上,钻铰圆柱销孔,并将圆柱销打入,以固定钻模板位置;
(5)坐标镗床按找正的坐标位置对钻套底孔精镗,加工时要尽量多走刀几次,最大限度消除粗加工带来的误差复映。
大量制造实践证明,这种装配加工的办法是保证夹具制造精度的最简便有效的办法。特别对于保证多孔钻夹具制造精度,其优点尤为突出。
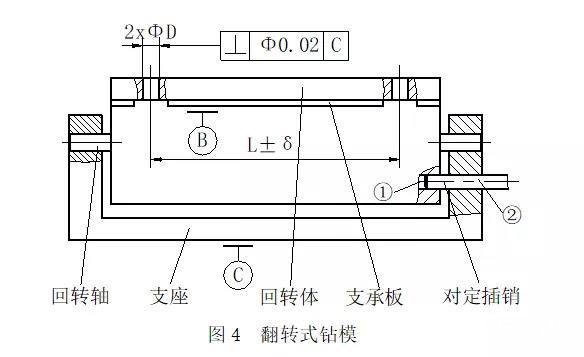
图4为一翻转式钻夹具结构示意图,图中略去了无关的视图和几何尺寸,图示为使用钻模加工时的位置。为了获得图4所标示的位置精度,可采用装配加工法。
其主要过程如下:
(1)先将支座上的C面等加工后,与加工好后的回转体组装成为一体。回转体应按图加工后,装上支承板和回转轴,支承板的工作面B应与回转轴中心轴线平行。
(2)将回转体翻至图4所示的位置,用百分表找正B平面,使其与C面平行,紧固后先用坐标镗床的侧镗头精镗孔①和②,然后插入对定销定位,再用立镗头按尺寸精度和位置精度精镗钻模板上的两个钻套底孔。
这样可间接保证了在使用状态钻套中心轴线对定位支承面B的垂直度要求。如果坐标镗床上没有侧镗头,可以加工出辅助基准面。
这种装配加工法基本上是靠坐标镗床的精度直接保证夹具所要求的位置精度。因此,它是保证钻套(或镗套)轴线与夹具安装基准面常垂直或平行的最可靠的方法,所有钻镗类夹具的导向套底孔都采用这种工艺方法加工。
二、保证夹具定位结构的精度
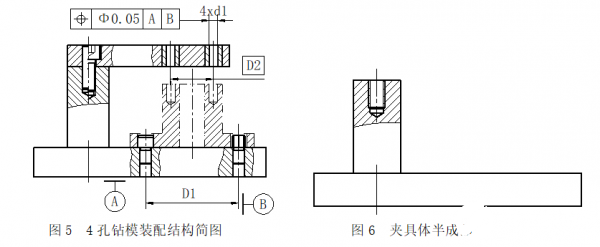
夹具上定位元件也可采用装配加工法来保证定位元件在夹具上的准确位置尺寸。图5是一套4孔钻夹具装配示意图,钻套中心轴线对两定位销有较高位置度要求,若按先加工夹具元件,后组装再调整的线路则很难达到设计要求,而采用装配加工法很容易获得上述精度。
具体实施过程为
(1)将夹具体组装(如图6),两定位销安装孔留在后工序加工,钻模板也做成类似与图2半成品(未画图),钻套底孔也同样留在后工序钻镗;
(2)将夹具放置于坐标镗床工作台面,调整底面与工作台走向一致,并将夹具体紧固于工作台上。
(3)找正镗床主轴坐标位置,先加工两定位销安装孔;
(4) 将钻模板用内六角螺钉紧固于夹具体上,钻铰圆柱销孔,并将圆柱销打入,以实现钻模板的最后定位;
(5)按图样钻镗4个钻套底孔。在本例中,定位销安装底孔和钻套安装底孔在夹具一次安装中加工,最大限度地提高了夹具定位元件与导向元件之间位置精度。
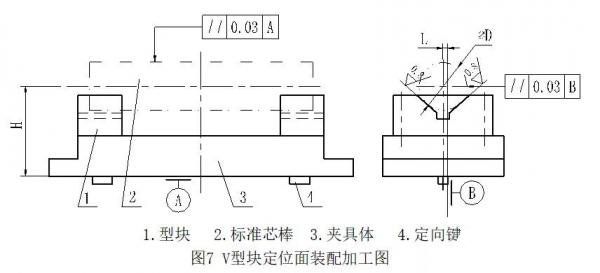
如图7所示,两个V型块的位置由高度尺寸H、水平尺寸L来决定,两定向键侧面用基准B表示。夹具设计要求两V型块的定位面必须与工件保持完全接触,同时又要保证两平行度要求。这两个平行度用一个双点划线所表示的标准芯棒来检验。
要保证H、L和两平行度,在夹具制造时,可先把两V型块做成斜面,并留足够的磨加工余量的半成品,把V型块拼装到夹具体,用圆锥销将V型块和夹具体两者固定,在工具磨床或导轨磨床上以A、B为定位基准,对V型块90?斜面进行磨削加工,以满足H、L和两平行度公差要求。
三、结语
通过上述四个实例可以看到,应用装配加工法的基本思路是,将夹具作为一个整体对待,对有位置精度要求的导向结构或定位结构安排夹具组装后进行加工,以最大限度地减少各元件之间的累积误差,以提高夹具制造精度。
此外,装配加工法也常应用于车夹具和磨夹具制造过程,用来获得车床、磨床夹具的回转定位元件表面与安装基准面之间的位置精度。
在应用装配加工法进行夹具设计制造时,必须熟悉装配加工法制造工艺方面的特点,并在结构设计、尺寸和形位公差标注、夹具元件加工和技术条件制定等各方面适应这一要求。
与传统夹具设计相比,用装配加工法制造的夹具在图样设计方面有较大的区别,应有四种设计图样:夹具总装图、夹具导向结构(如钻套、镗套等)装配加工图、夹具导向元件组装前图样(也即半成品图)、夹紧机构和夹具体等产品图。
同时使用这四种图样的目的是,为了防止夹具制造部门在夹具制造时,依然采用制成零件、组装元件、调整精度的工艺线路,能对整个夹具制造过程起到相应的指导和制约作用。
责任编辑:PSY
-
夹具
+关注
关注
0文章
78浏览量
13338 -
机床加工
+关注
关注
0文章
10浏览量
9541
发布评论请先 登录
相关推荐
PCB加工流程详解大全
龙华标准模胚加工标准模胚主要组件的装配工艺
计算机自动化装配专机,自动化装配生产线结构原理及其组成形式的详解 精选资料分享
整机装配工艺过程
微波部件加工和装配过程过遇上的问题及解决方法
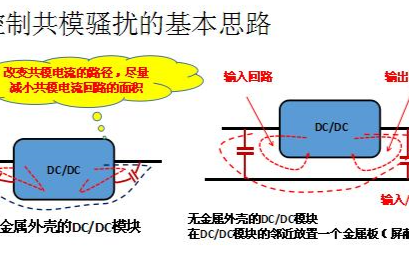
控制电磁共模骚扰的基本思路及具体方法
控制电磁共模骚扰的基本思路和具体方法介绍
DCS系统的组态、步骤和基本思路





 工商网监
工商网监
评论