 机械手控制系统是什么,它的功能特点有哪些
机械手控制系统是什么,它的功能特点有哪些
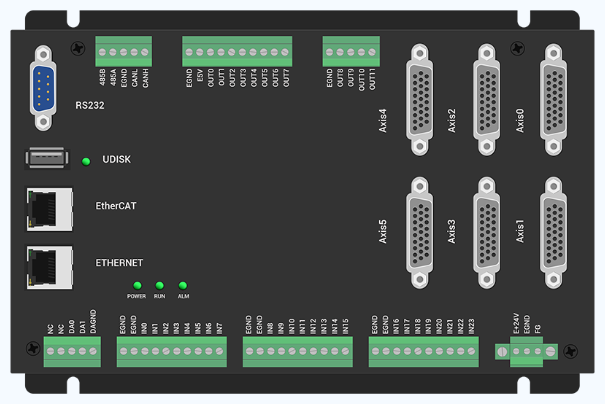
CRT工业运动控制系统DMC600M系列,其硬件结构基于高性能 DSP 为控制核心、FPGA 协处理,插补算法、脉冲信号产生及直线曲线加减速控制、I/O 信号的检测处理;运用实时多任务控制技术和硬件插补技术 ,工作时稳定性高;可以使用高细分驱动器 ,加工精度高、运行平稳;直线圆弧螺旋插补并其他轴联动。
在工业控制领域,示教系统是一种通过示教编程存储运动动作,然后将存储的动作重现出来的一种非常流行的人机交互式的控制系统。一个完整的示教系统由机械结构部分,驱动部分,控制系统,示教盒等部分组成。一般而言示教系统,仿形系统,教导式系统的含义大致相同。对于一个示教系统,除了能示教,重现轨迹外,还应该具有以下功能特点:
1. 能保存图形,掉电后数据不会丢失。2. 操作简单,功能多样的示教编辑功能,能编辑加工复杂图形。3. 系统有较高的加工生产效率。4. 系统有足够的记忆空间满足多种产品和规格的生产需求。
根据以上要求,本系统的功能特点简单说明如下:能保存图形,掉电后不会丢失,操作简单,多种定位及高级功能,能方便高效的编辑图形。控制器和手持盒兼容性强,可独立工作,多达512个图形存储,能满足加工不同工件的要求。
对于本系统,示教的基本步骤如下:
1. 预先规划需要运动的轨迹(包括移动、输出延时、检测跳转等动作)。2. 根据第一步的设想编辑出加工的工艺程序,注意,此时的参数都是待定的。3. 通过手持盒系统中的示教编辑功能,通过手动移动或坐标输入将参考点移动到目标位置,记录这些点的位置信息以及相关参数。一系列的点组合起来即为所规划的加工轨迹。4. 设置加工相关的运行参数(各轴速度、系数,M 参数,S 参数等)。5. 运行指定编号的图形。即可将编辑的图形通过控制系统重现,达到一次示教即可进行多次自动加工的目的。
一、移动例程
例程要求:如图 1 所示:(1)移动到“点 1”,打开输出“OT0”,延时 2000ms,关闭输 出“OT0”;(2)移动到“点 2”,打开输出“OT1”,延时 2000ms,关闭输出“OT1”;(3)移动到“点 3”,打开输出“OT2”,延时 2000ms,关闭输出“OT2”。 具体的任务流程参考规格说明书。
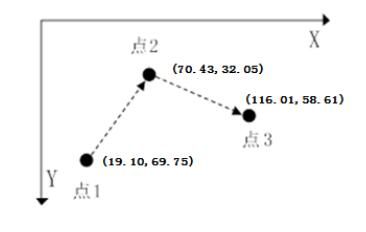
图1
二、组合例程
例程要求:如图 2所示:图中包含三个点和一条线,在点的位置需要打开 OT0 并且延时1000ms,然后关闭,在直线位置需要 OT0 一直打开,直线段的速度是设定速度的 50%,直线走完的时候 OT0 关闭,假定需要按照图中箭头方向运行三次后停止。具体的任务流程参考规格说明书。
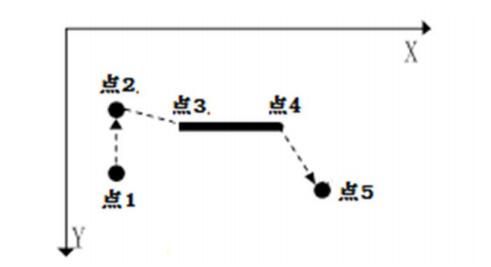
图2
三、取放料例程
例程要求:如图 3所示:图中立方体为障碍物,加工点不能与之触碰,P1 点为取料点,P2 点位放料点,首先移动到 P1 点,取料(OT1 为 1),延时 1000ms,检测是否取到料(IN16), 若没有取到料(IN16 有效)发出报警信号(OT3),直到解除报警(IN17 有效),取到料后抬高到安全位(P3),移动到 P4,再移动到放料点 P2,放料(OT1 为 0),移动到 P4,移动到 P3,检测是否还要取料(IN18),如果 IN18 有效,移动到 P1 重复之前动作,如果 IN18 无效,回原点 P5。具体的任务流程参考规格说明书。
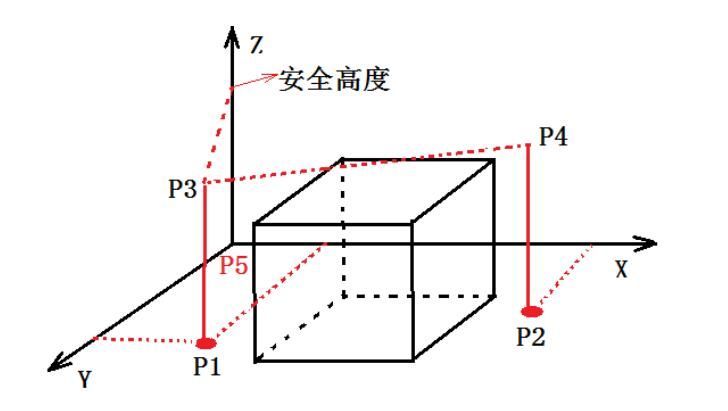
图3
fqj
-
控制系统
+关注
关注
41文章
6599浏览量
110570 -
机械手
+关注
关注
7文章
334浏览量
29633
发布评论请先 登录
相关推荐
机械手 OEM 的应用
“快、准、稳”——阿普奇AK5在机械手领域的应用解决方案

PLC在机械手控制系统中的具体应用

ZR机械手:提高生产效率,降低成本的有效途径-速程精密

ZR机械手:推动制造业向更高水平发展

五金板材上下料机械手






 工商网监
工商网监
评论