 怎样解决机械加工中的工件变形这个难题?
怎样解决机械加工中的工件变形这个难题?
机械加工中的工件变形问题,是比较难以解决的问题。首先必须分析产生变形的原因,然后才能采取应对的措施。
一、工件的材质和结构会影响工件的变形
变形量的大小与形状复杂程度、长宽比和壁厚大小,及材质的刚性和稳定性息息相关。所以在设计零件时尽可能的优化这些参数,减小这些因素对工件变形的影响。
尤其在大型零件的结构上更应该做到结构合理。在加工前也要对毛坯硬度、疏松等缺陷进行严格控制,保证毛坯质量,减少其带来的工件变形。
二、工件装夹时造成的变形
工件装夹时,首先要选择正确的夹紧点,然后根据夹紧点的位置选择适当的夹紧力。因此尽可能使夹紧点和支撑点一致,使夹紧力作用在支撑上,夹紧点应尽可能靠近加工面,且选择受力不易引起夹紧变形的位置。
当工件上有几个方向的夹紧力作用时,要考虑夹紧力的先后顺序,对于使工件与支撑接触夹紧力应先作用,且不易太大,对于平衡切削力的主要夹紧力,应作用在最后。
其次要增大工件与夹具的接触面积或采用轴向夹紧力。增加零件的刚性,是解决发生夹紧变形的有效办法,但由于薄壁类零件的形状和结构的特点,导致其具有较低的刚性。这样在装夹施力的作用下,就会产生变形。
增大工件与夹具的接触面积,可有效降低工件件装夹时的变形。如在铣削加工薄壁件时,大量使用弹性压板,目的就是增加接触零件的受力面积;在车削薄壁套的内径及外圆时,无论是采用简单的开口过渡环,还是使用弹性芯轴、整弧卡爪等,均采用的是增大工件装夹时的接触面积。这种方法有利于承载夹紧力,从而避免零件的变形。
采用轴向夹紧力,在生产中也被广泛使用,设计制作专用夹具可使夹紧力作用在端面上,可以解决由于工件壁薄刚性较差,导致的工件弯曲变形。
三、工件加工时造成的变形
工件在切削过程中由于受到切削力的作用,产生向着受力方向的弹性形变,就是我们常说的让刀现象。应对此类变形在刀具上要采取相应的措施,精加工时要求刀具锋利,一方面可减少刀具与工件的摩擦所形成的阻力,另一方面可提高刀具切削工件时的散热能力,从而减少工件上残余的内应力。
例如在铣削薄壁类零件的大平面时,使用单刃铣削法,刀具参数选取了较大的主偏角和较大的前角,目的就是为了减少切削阻力。由于这种刀具切削轻快,减少了薄壁类零件的变形,在生产中得到广泛的应用。
薄壁零件车削时变形是多方面的,装夹工件时的夹紧力,切削工件时切削力,工件阻碍刀具切削时产生的弹性变形和塑性变形,使切削区温度升高而产生热变形。所以,我们要在粗加工时,背吃刀量和进给量可以取大些;精加工时,刀量一般在 0.2~0.5mm,进给量一般在 0.1~0.2mm/r,甚至更小,切削速度 6~120m/min,精车时用尽量高的切削速度,但不易过为高。合理选择好切削用量,从而到达减少零件变形的目的。
四、加工后应力变形
粗加工后,零件本身存在内应力,这些内应力分布是一种相对平衡的状态,零件外形短期内相对稳定,但是在热处理后及精加工去除一些材料后内应力发生变化,这时工件需要重新达到力的平衡,所以外形在一定时期内就容易发生一定程度的变化。
这也是为什么部分工件在交付之后,在储存期和服役期发生变形、开裂的典型原因。
在航空航天领域,“薄壁件”常为“加工后易变形,装配后可以重新恢复几何形状的零件”。通常其主尺寸与壁厚之比不小于 50,满足上述条件的“薄壁工件”或“薄壁状态”的工件可以纳入模态宽频时效的处理范围。
相对于传统的热时效,模态宽频时效集残余应力仿真、模态动应力仿真、残余应力检测、在线模态分析、工装夹具设计为一体,对于解决产品交付后延迟变形、疲劳裂纹等问题作用明显,能有效提高产品交付后稳定性、可靠性。
模态宽频时效所需时间短、节能,激振频率范围可达到 0-3000Hz,适用于中小型的板、盘、环、框等工件,对于刚性大、模态频率高的零件也有较好的应用效果。因其高频率、动应力低的特点,对零件本身基本不产生直接影响,能够应用于解决小型、轻型薄壁工件去应力难题,填补了薄壁件半精加后去应力手段空白。
综上所述,对于易变形的轻型薄壁件工件,在毛坯和加工工艺上都要采用相应的对策,结合恰当的去应力时效方法,最大程度避免成品后的内应力集中现象,避免成品进入存储及服役阶段的延迟变形及开裂问题。
审核编辑 黄昊宇
-
机械加工
+关注
关注
1文章
72浏览量
14176
发布评论请先 登录
相关推荐

同轴度在机械加工中的应用
深控技术 “不需要点表的工业网关” 在机械加工中的解决方案及实施案例

机械加工物联网解决方案:助力数字化工厂智能化升级
电压放大器在可变形机翼缩比模型主动变形实验中的应用
「TOF光电」焊接加工件有无检测

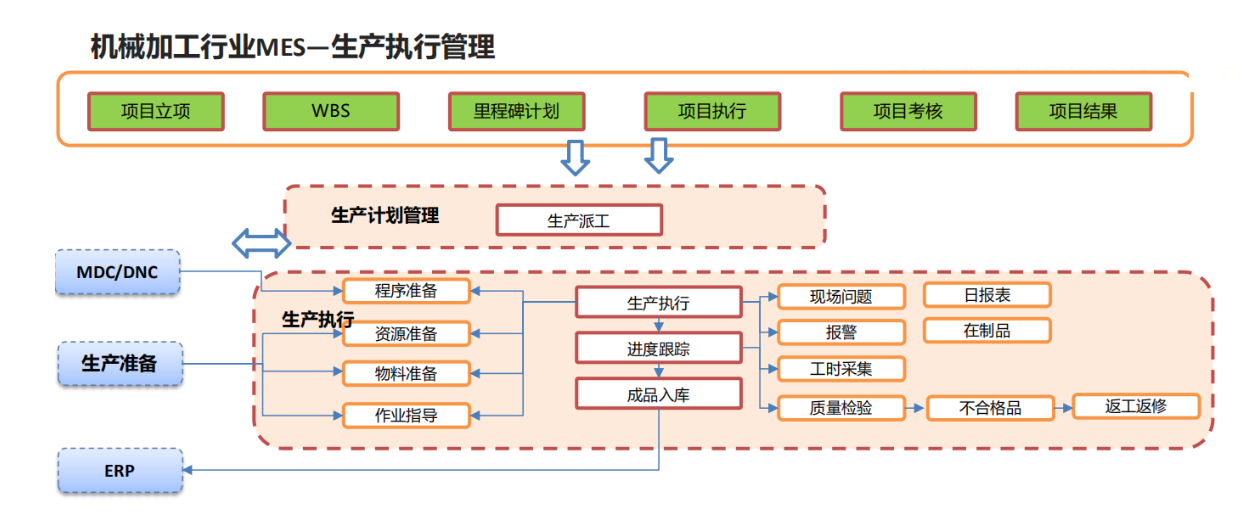
万界星空科技机械加工行业MES解决方案







 工商网监
工商网监
评论