 粉末冶金工艺优缺点分析
粉末冶金工艺优缺点分析
齿轮制造有滚齿,铣齿,插齿等等各种工艺,但还有一种齿轮是用金属粉末压出来的,也就是粉末冶金工艺。先来看看有什么不同:
Part.1
粉末冶金工艺详解
粉末冶金齿轮是各种汽车发动机中普遍使用的,虽然在大批量的情况下非常经济实用,不过在其他方面也有待改进的地方。
◆
粉末冶金工艺优缺点分析
粉末冶金是用金属粉末(或金属粉末与非金属粉末的混合物)作为原料,经过成形和烧结,制造金属材料、复合材料以及各种类型制品的工艺技术。
优点:
1.一般粉末冶金齿轮制造工序少。
2.用粉末冶金法制造齿轮时,材料利用率可达95%以上。
3.粉末冶金齿轮的重复性非常好。因为粉末冶金齿轮是用模具压制成形的,在正常使用条件下,一副模具约可压制几万至几十万件齿轮压坯。
4.粉末冶金法可将几个零件一体化制造。
5.粉末冶金齿轮的材料密度是可控的。
6.在粉末冶金生产中,为便于成形后从压模中脱出压坯,压模工作面的粗糙度都非常好。
缺点:
1.必须要批量生产,一般来说,批量5000件以上比较适合用粉末冶金工艺生产;
2.尺寸大小受到压机压制能力的限制。压机一般都几吨到几百吨压力,直径基本是在110MM以内都可以制作成粉末冶金;
3.粉末冶金齿轮受结构限制。由于压制和模具上的原因,一般不适宜生产蜗轮、人字形齿轮和螺旋角大于35°的斜齿轮。斜齿轮一般建议把斜齿设计在15°以内;
4.粉末冶金齿轮的厚度受到限制。模腔深度和压机行程必须是齿轮厚度的2~2.5倍,同时考虑到齿轮高度纵向密度的均匀性,因此粉末冶金齿轮的厚度也是很重要的。
◆
粉末冶金工艺基本流程
1.制粉是将原料制成粉末的过程,常用的制粉方法有氧化物还原法和机械法。
2.混料是将各种所需的粉末按一定的比例混合,并使其均匀化制成坯粉的过程。分干式、半干式和湿式三种,分别用于不同要求。
3.成形是将混合均匀的混料,装入压模重压制成具有一定形状、尺寸和密度的型坯的过程。成型的方法基本上分为加压成型和无压成型。加压成型中应用最多的是模压成型。
4.烧结是粉末冶金工艺中的关键性工序。成型后的压坯通过烧结使其得到所要求的最终物理机械性能。烧结又分为单元系烧结和多元系烧结。除普通烧结外,还有松装烧结、熔浸法、热压法等特殊的烧结工艺。
5.烧结后的处理,可以根据产品要求的不同,采取多种方式。如精整、浸油、机加工、热处理及电镀。此外,近年来一些新工艺如轧制、锻造也应用于粉末冶金材料烧结后的加工,取得较理想的效果。
Part.2
常见齿轮加工方式中的装夹系统
粉末冶金是大批量制齿轮的一种方法,而常见的滚齿、插齿等工艺看起来能更好的应对多品种小批量的需求,此时它们的装夹系统就很有讲究了。
从普通车加工→滚齿加工→插齿加工→剃齿加工→硬车加工→磨齿加工→珩磨加工→钻孔→内孔磨削→焊接→测量,为这个过程配置合适的装夹系统显得尤为重要。
1.普通车加工
在普通车加工中,齿轮毛胚件通常被夹持在垂直或者水平的车削机床上。对于自动夹持的夹具,绝大多数不需在主轴另一边加装辅助稳定装置。
2.滚齿加工
因为出众的经济性,滚齿加工是一种用于生产外齿轮,圆柱齿轮的切削工艺。滚齿加工不仅在汽车工业中,而且还在大型的工业变速器制造中被广泛运用,但是前提是不会受到被加工工件的外轮廓的限制。
3.插齿加工
插齿这种加工齿轮的工艺,主要用在不能滚齿加工的情况下。这种加工方式主要被适用于齿轮的内齿加工,以及一些受结构干扰齿轮的外齿加工。
4.剃齿加工
剃齿加工是一种齿轮的精加工工艺,切削时带有对应于齿轮齿形的刀身。这种工艺具有很高的生产经济性,因此已经在工业中被广泛运用。
5.硬车加工
硬车加工使取代昂贵的研磨工艺成为可能。为了使其正常运行,系统的各个部分和加工部分相对应的连接在一起。选用正确的机床和夹具、切削工具决定了车削效果的好坏。
6.磨齿加工
当今为了成功达到齿轮生产中所必须的精度,在很多情况下,齿面的硬质精加工是必不可少的。在量产中,一种很经济有效的加工方式。另一方面,类似于样品加工,当使用可调节的研磨工具时,磨齿加工就会体现更大的灵活性。
7.珩磨加工
珩磨加工是运用无定形切削角度,对硬质齿轮进行最终精加工的工艺。珩磨加工不仅具有很高的经济性,而且能使被加工齿轮具有低噪音的光滑表面。相对于研磨,珩磨加工的切削速度很低(0,5至10m/s),因此避免了切削发热对齿轮加工的损害。更确切的说,在被加工齿面上产生的内应力,对设备的承载能力产生一定的积极作用。
使用法兰式夹具进行珩磨加工的案例:
8.钻孔
钻孔是一种旋转切削的加工工艺。刀具的转轴和被加工孔的中心是在轴向是完全吻合的,且与刀具在轴向的进给方向是一致的。切削运动的主轴应于刀具保持一致,和进给运动方向无关。
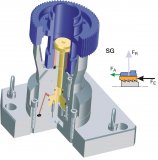
使用SG夹具系统进行钻孔加工的案例:
9.内孔研磨
内孔研磨是一种无定形切削角度的机械加工工艺。比较其他的切削加工工艺,研磨对硬质金属具有很高的尺寸和成形精度,尺寸精度(IT 5—6),很小的震纹痕高质量的表面精度(Rz = 1-3μm)等优点。
使用薄膜夹持SM系统进行内孔研磨加工案例:
10.电容放电焊接
电容放电焊接属于电阻焊接加工工艺。电容放电焊接通过很快的电流增加,相当短的焊接时间,及很高的焊接电流来实现。因此,电容放电焊接具有很多优点。对于日益增长的能源价格,电容放电焊接的经济性和高效性显得尤为重要。
使用焊接夹具系统进行电容放电焊接案例:
11.测量
齿轮的检测非常广泛的,其必须根据齿轮的不同形式来进行调整。在齿轮的测量中,通过长度,角度的测量,以及特殊的齿轮工艺测量,来确定齿轮的各个不同重要参数。
使用法兰式SP夹具系统测量案例:
以上是齿轮的粉末冶金加工演示,以及在插齿、滚齿等加工方式下的夹具系统示例,具体的选择除了看批量大小之外,也要结合实际合理分析,方便制造工艺的实现。
责任编辑:lq
-
工艺
+关注
关注
4文章
575浏览量
28752 -
汽车发动机
+关注
关注
0文章
60浏览量
9561 -
冶金
+关注
关注
0文章
17浏览量
7386
原文标题:压出来的齿轮,和滚齿、插齿有啥不一样?
文章出处:【微信号:AMTBBS,微信公众号:世界先进制造技术论坛】欢迎添加关注!文章转载请注明出处。
发布评论请先 登录
相关推荐
不同类型adc的优缺点分析
分析各种光开关的优缺点和它们的应用领域
3DP技术的优缺点_3dp技术的应用领域
运放恒流源有哪些优缺点
GaN HEMT有哪些优缺点
沉金工艺和喷锡工艺区别在哪
AI大模型与小模型的优缺点
fdm成型工艺的优缺点
日本大带宽服务器优缺点分析
钛合金粉末冶金加工工艺——MIM和3D打印





 工商网监
工商网监
评论