 低压电气柜柜体的焊接生产
低压电气柜柜体的焊接生产
当前,国内工业生产已大量使用机器人,其中用于焊接生产的约占60%强。而能将机器人用于焊接生产的部门和行业也非常广泛,譬如:汽车、摩托车、工程机械、农业机械以及家电产品等等。当然,使用弧焊机器人的优势也是非常显著的:
-稳定及提高产品质量,降低返工率或废品率。
-使生产系统通用化,便于产品改型。
-提高劳动生产率,降低生产成本。
-改善劳动环境,保障生产安全。
-降低对工种的熟练程度,不再要求每位操作者都是熟练工种。
-解决劳动力或熟练工不足的……等等。正因如此,除一些大型企业外,有越来越多的中小企业也希望引入弧焊机器人。为此,我们推出一些弧焊机器人的应用范例,将其系统构成、系统特征、焊接工艺特点、引入效果等以及其它一些行案例介绍给大家,以期共同推动国内弧焊机器人应用水平的进一步提高。
低压电气柜柜体的焊接生产
低压电气柜是电气行业使用数量较大的一种产品。开关柜柜体是开关柜内工作量最大的部件。一个柜体约有80~100条焊缝,总长2米左右。柜体体积适中,非常适合用一个小型机器人弧焊工作站完成焊接工作。柜体上的焊缝均为直线形,但空间布置复杂,内腔体积狭小且零件较多。由此可见,柜体焊接在焊接参数选择上不是难点,其关键在于:
①生产流程的分配。
②卡具的设计制造。
③生产节拍能否满足要求。
一、 系统构成与系统特征
系统选用一台弧焊机器人、一套焊接设备、一台变位机、一套焊接夹具及附属设备构成。机器人选用日本安川电机生产的MOTOMAN SK6型机器人。该机器人握重6Kg,动作范围半径1325mm。焊接电源选用日本NASTOA公司生产的逆变式焊机,额定电流350A。变位机是由交流伺服电机驱动的具有外部轴功能的单回转首尾架式机构,承载350Kg。夹具是以气缸驱动的自动夹具。该系统还选用了一套德国BINZEL公司制造的清枪剪丝设备,用于清理焊枪。系统采用人工上下料,机器人自动焊接的形式。焊接过程中变位机可配合机器人任意翻转,以使焊缝与焊枪保持最佳焊接姿态。
二、产品特点及焊接要求
机器人焊接系统对于一个生产车间来说并不是一个独立的环节,它关系到其前后各环节,尤其是提供焊接坯料的生产环节。因为机器人是采用示教再现方式完成动作轨迹,其自身的重复定位精度是很高的(±0.1)。这样工件的精度就影响着机器人焊接的可行性。机器人要求精确一致的工件装配,如果提供机器人高精度的工件,就能快速焊出高质量的焊缝。低精度情况也可通过增加跟踪功能来完成焊接。但这势必增大投资,降低生产效率。
本例中开关柜的钢板全部由激光切割下料,可以达到很高的精度。但有时也存在一致性问题,这主要是下料时钢板定位不准引起的。在估算机器人焊接所能允许的工件偏差时,通常是以焊丝直径的一半为标准,当超过这一界限时,就不能正常焊接。这个偏差包括工件本身的误差和夹具的定位误差两个方面。
三、 弧焊机器人卡具设计
卡具在机器人焊接中起着关键性作用。很多机器人焊接系统的成败也就是卡具设计的成败与手工焊卡具相比较,机器人卡具在设计思想方法上有其完全不同之处,是一项专业性很强的工作,要求具有特殊领域的丰富经验。
1. 机器人不具备判断能力,它每一次都是一丝不苟地执行编程员示教过的工作,这就对卡具的精确度提出很高要求,不止是为了保证工件本身精度也是为保证机器人能正常完成焊接工作。因此,机器人焊接卡具一般都要进行严格的精度检测。这些还不是问题的关键,关键是当工件误差较大时,卡具如何避免或减小这些误差对机器人焊接的不良影响,从而避免使用昂贵的焊缝跟踪功能。如在低压电器柜柜体焊接中,大槽型板宽度误差为3.8mm,高度误差为2.2mm, 这么大误差,机器人焊接根本无法容忍。为此,在与用户讨论方案时,就提出该件无法完全施焊,但可进行单侧焊接,剩余侧手工补焊。这样在夹具设计时就采用单侧定位,另一侧加弹性挡块的方式定位以适应不同尺寸工件的定位要求。
2. 机器人远不如人灵活,机器人自动焊枪也比手工焊枪大,这样在设计卡具时,就要考虑有充足的空间、路径供焊枪使用。要对工件上所有焊缝都进行校核,为了获得好的焊接姿态,希望卡具越纤细越好,为了保证卡具的可靠性,希望卡具越粗壮越好,这是一对矛盾,有时通过牺牲一定的焊接姿态来解决,但必须经过焊接试验。有一些焊缝是机器人根本无法完成的,这是机器人焊接本身特点决定的。作为机器人焊接系统的使用者应当明白,使用机器人的真正意义并不是代替人的所有工作,而是取其所长,干其擅长干的工作,这样才能充分发挥机器人的作用,否则什么都想干,结果反而干不好。
3. 复杂工件最好分几道工序完成,这样一方面卡具可以简单一些,可靠一些,另一方面也便于焊枪的自如运行。自动焊工序安排不开时,可以增加手工预焊工序,先将一些零件点固(相当于同时定位夹紧),然后再与其它零件一起焊接。预焊卡具也必须考虑精度要求。
4. 焊接热变形是焊接过程中最难以把握的现象,也给卡具设计带来一些新的课题。首先要考虑用户对工件变形的允许程度,通过分解焊接工序,改善焊接顺序,尽可能减小焊接变形。还应考虑焊后工件的卸载问题,有时需增加助力机构将工件顶出,或将定位销拔出。
5. 自动卡具设计还应充分考虑减轻操作者劳动强度,提高人身和设备的安全性。卡具应能够自动判断夹紧是否到位,工件是否有误,各机构动作顺序是否正确等等。
四、 生产节拍及生产率
作为机器人厂家和系统供应商,一般能够根据用户工件要求,预算出生产节拍,但无论如何这与实际生产是存在偏差的。当生产节拍成为一个重要因素时,应当通过试验来测量实际值。缩短生产节拍可以提高生产率。对于单工位生产,除去焊接时间以外的辅助时间对生产节拍有直接影响,因为在这段时间内机器人只能等待,对于双工位以上的系统,辅助时间的影响就小多了,只要辅助时间不超过焊接作业时间,就可认为没有影响,因此一般系统都采用双工位形式。
责任编辑:lq
-
机器人
+关注
关注
211文章
28497浏览量
207451 -
焊接
+关注
关注
38文章
3167浏览量
59872 -
电气柜
+关注
关注
0文章
12浏览量
6756
原文标题:安川弧焊机器人针对模具低压电气柜解决方案
文章出处:【微信号:jiqirenyingyong,微信公众号:jiqirenyingyong】欢迎添加关注!文章转载请注明出处。
发布评论请先 登录
相关推荐
低压电容补偿柜的作用及工作原理
PP强酸强碱氮气柜和普通氮气柜的区别及共同点


焊接生产线由哪些部分组成
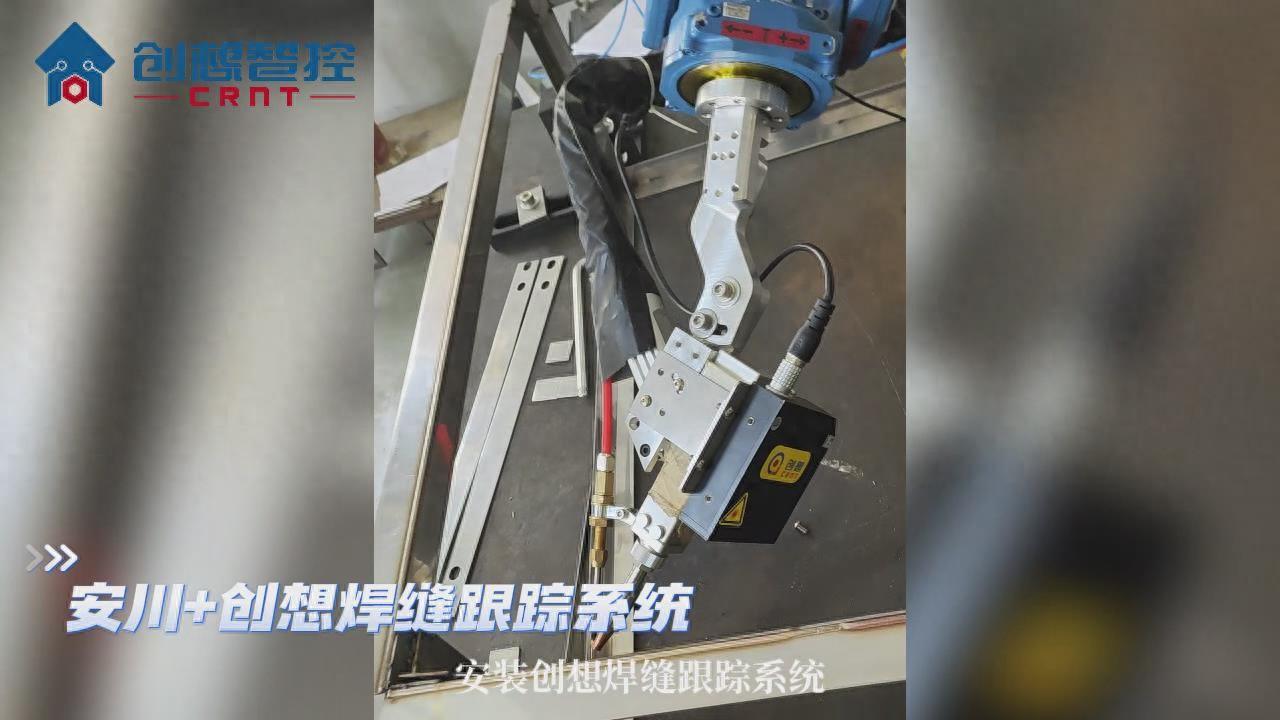
创想智控激光焊缝跟踪系统在电气柜框架自动化焊接的应用
智能焊接生产线操作注意事项有哪些

智能焊接生产线要求标准有哪些

低压电弧与高压电弧的区别是什么
抽出式开关柜操作流程 抽出式开关柜是低压还是高压
低压电容补偿柜加装电抗器的作用
低压成套补偿柜常用投切开关






 工商网监
工商网监
评论