 采用FX2N-48MR可编程序控制器实现混合液体物料控制系统的设计
采用FX2N-48MR可编程序控制器实现混合液体物料控制系统的设计
在一些混合液体物料生产加工过程中,除了正常生产过程的控制外,还需要对物料温度进行检测与控制,使得生产过程的控制要求更加严格;若控制不当,将产生大量的废料,造成严重的经济损失。而采用继电器-接触器控制系统,存在使用大量的中间继电器,控制动作迟缓,精确度差,稳定性差。故障率高,操作复杂等缺点,易产生废料,导致加工成本提高,严重影响了企业的经济效益;若采用FX2N-48MR可编程序控制器进行控制,可达到预期的控制效果。
1 某一加工控制过程
下面叙述某一加工控制过程,工艺流程图如图1所示。

若将控制开关置于自动状态,按下启动按钮SB3即打开煮料进料阀门,向煮料器内加入生产所需的原料(进料);当液位传感器检测到进入煮料器中的液位到达规定位置时,其开关信号X25(SL)输入可编程序控制器控制关闭进料阀门,同时起动搅拌电机,对原料进行搅拌,并打开热气阀门Y4,通入热气对原料进行加热(煮料),由温度传感器X24(STl)检测原料的温度,当原料温度达到90℃时,停止加热;此时打开冷却水阀门Y5,加快冷却水的循环速度,实现快速降温(冷却),当原料的温度冷却到60℃时,温度传感器开关X26(ST2)动作信号输入可编程序控制器,控制冷却停止(完成煮料过程)。接着打开输料均质阀门,使煮料锅中的原料进入均质器中搅拌,设定均质时间10 min,时间达到后,打开老化工艺阀门Y3,原料进入老化器中,在老化器中再次进行温度冷却(老化)。在老化器内,由温度传感器检测原料的温度,当原料温度冷却到40℃时,开关X27(ST3)动作信号输入可编程序控制器控制冷却停止,此时加工完成,输出成品灌装。
当手动/自动开关K置于手动位置时,可分别对各控制过程单独进行独立起动和停止控制。
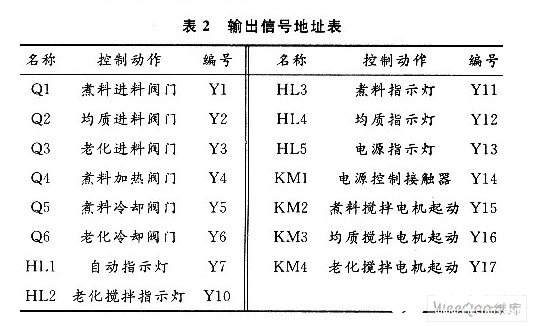
2 编制输入/输出信号地址表
根据控制过程和要求,编制输入/输出信号地址表。输入信号地址表如表1所示,输出信号地址表如表2所示。

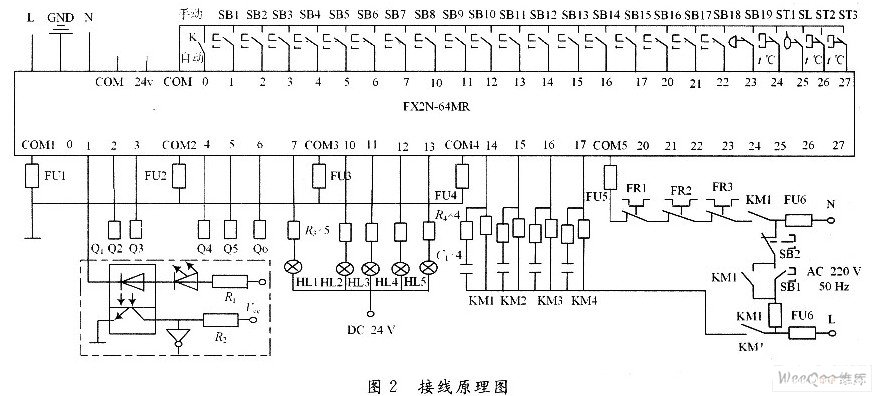
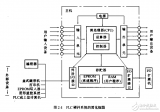
3 控制接线原理图设计
根据输入/输出信号地址表,可编程控制器的控制原理,设计出可编程序控制器控制接线原理图,如图2所示。
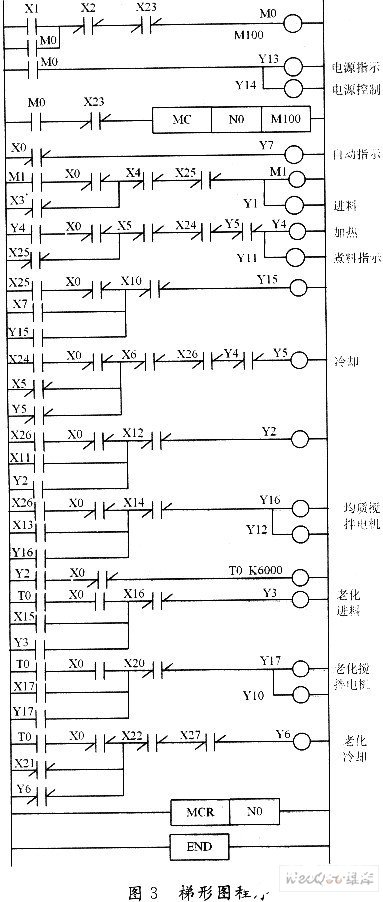
4 梯形图设计
根据控制接线原理图,工艺控制流程及FX2N-48MR可编程序控制器的编程规则,设计出梯形图程序,如图3所示。
程序说明:
(1)Y1~Y6输出开关信号分别控制驱动电路Q1~Q6的输出,用于驱动相应阀门电动执行器,当输出为高电平“1”时,控制相应阀门打开,输出为低电平“0”时,控制相应阀门关闭。
(2)阀门的打开和关闭是否到位的检测及控制,由电动执行器内部电路来完成。
(3)光电耦合器TLP521-4用于将PLC与阀门电动执行器电路隔离开,以避免阀门电动执行器和PLC在电路上的相互干扰。
(4)紧急停止按钮SBl9(X23)采用红色蘑菇型自锁按钮,同时它也是总停按钮。
5 结语
FX2N-48MR可编程序控制器,体积小,重量轻,性能稳定可靠,价格便宜,控制稳定性高,编程方便,特别是应用于阀类控制系统,节约了大量的中间继电器,提高了整个控制系统的响应速度,系统实时性好。该生产过程采用可编程序控制器控制后,生产过程工作稳定,操作方便,经过运行工作可靠,提高了加工产品的自动化技术。既减少了废料的产生,降低了成本,也提高了生产效率,可谓“一次投资,终身受益”。
责任编辑:gt
-
控制器
+关注
关注
112文章
16334浏览量
177814 -
plc
+关注
关注
5010文章
13275浏览量
463073 -
可编程
+关注
关注
2文章
860浏览量
39811
发布评论请先 登录
相关推荐
可编程序控制器(plc)有哪些应用
FX2N可编程控制器温度检测与控制系统的设计
可编程序控制器产品详解
可编程序控制器的功能指令在电气系统中的应用技巧
FX2N可编程序控制器
对可编程序控制器控制系统的可靠性探讨





 工商网监
工商网监
评论