 VASS标准PLC工位时序控制要点
VASS标准PLC工位时序控制要点
VASS标准PLC工位时序控制要点
1.顺序块 顺序控制
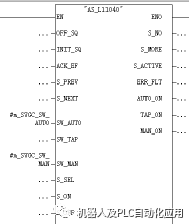
2.功能块FB 夹具控制功能块,先导阀控制功能块,机器人功能块.变频器控制.
3.功能FC 工位的主调用块,主要调用夹具功能块,先导阀功能块,模式控制转换块,调用顺序块.
4.顺序块的前提条件FC
控制程序编写条件: FC11,FC12,FC13都已编写完成,硬件组态已经完成.
1.共享DB块中建立各夹具和机器人及变频器的控制区域.
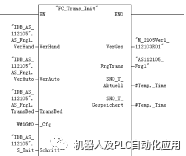
控制焊接机器人在DB块中需要调用 UDT400"ST_PG"/UDT381"STB_PG"/UDT 380"ST_PG"
控制夹具在DB块中需要调用UDT580"STB_Ventil"
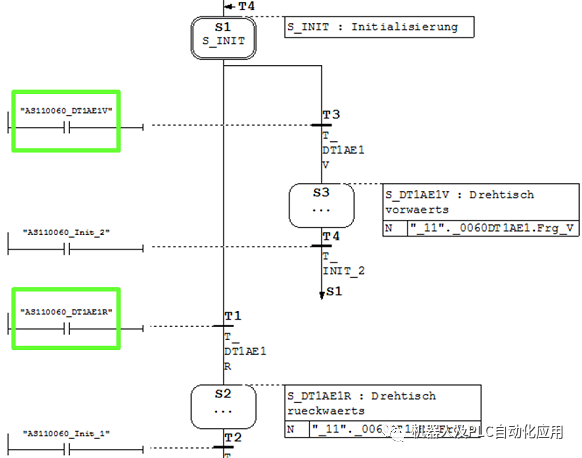
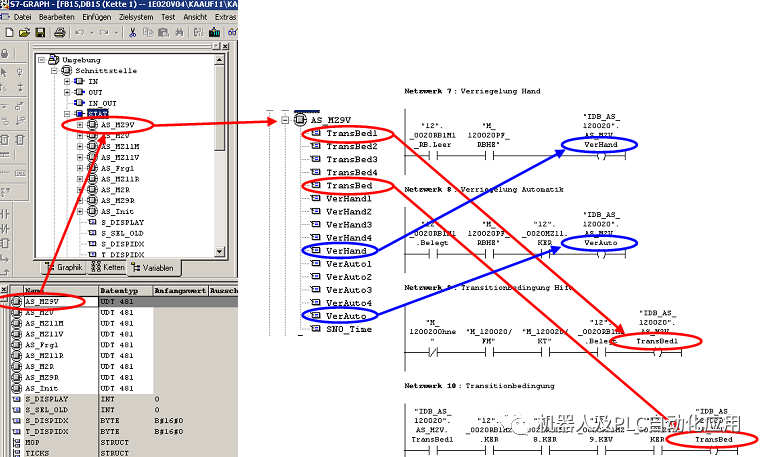
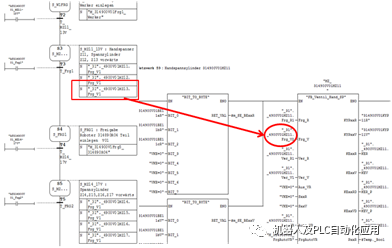
2.编写顺序块的要求:
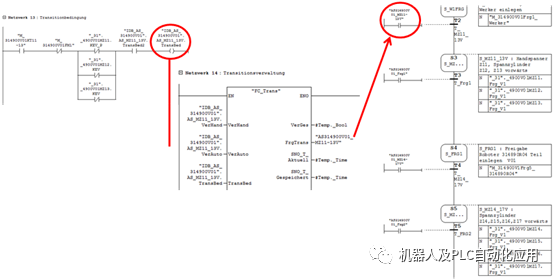
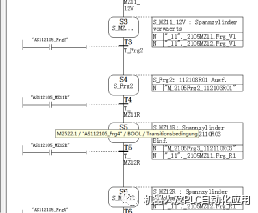
T条件只有一个激活信号。在对应的FC里编写T的条件控制。
通过FC641和FC640控制顺序块的跳步前提。
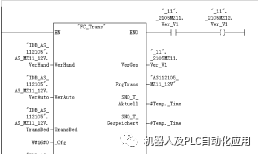
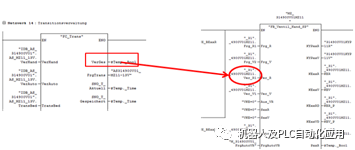
FC641
“FC_Trans”不在内部通过组态位分析其是否是排除步。如果选择了该访问请求,则对于排除步执行停止 (MOP_HALT = True),条件是该步处于激活状态,且满足转换条件。
如果出于任何原因或由于故障而不满足转换条件,则对于组态的延时 (TUe_S) 之后的访问请求执行停止。(MOP_Halt = True)
该块根据输入变量 "VerAuto" 和 "VerHand"(具体视已经选择的模式(手动或自动))生成输出 "VerGes"。在自动模式中,如果存在同步错误,输出 "VerGes" 将被阻塞。
收到来自"SK_Verwaltung" 的同步请求后,先将全部步设置成 FALSE ,再设置其转换条件已被满足的步。
转换条件由联锁条件“自动”(Automatic) 和输入 "FrgTrans"的转换条件组成。
顺序错误将会禁用顺序检索。在自动模式中时,若存在同步错误,也会禁用输出 "VerGes" 。
如果在同步中发现了多个步,将对第一个步进行同步。此时输出可以适用于多个步的某条错误消息。
输入 "Cfg" 用于设置特殊功能:
- "Cfg Bit 00" 用于将某个步定义成等待步,也就是说, "Halt" 或 "Freigabe" [enable] 立即访问反馈信号。
- "Cfg Bit 01" 用于定义在内部不允许“停止”(Halt) 的某个步,也就是说,顺序在满足某个转换条件的情况下收到访问请求或停机请求后也不停止执行。
FC640
该模块根据输入变量 "VerAuto" 和 "VerHand"(具体视选择的运行模式(手动或自动)而定)产生输出 "Verges"。在自动模式中,如果碰到同步错误,输出 "Verges' 将被锁定
收到来自 "SK_Verwaltung" 的同步请求时,先将步全部设置成 FALSE ,再设置其转换条件已被满足的步。
转换条件由联锁条件“自动”(Automatic) 和输入 "FrgTrans" 的转换条件组成。
出现顺序错误时,将禁止继续执行该顺序。此外,还将输出 "Verges" 锁定到自动模式的某个同步错误中。
如果在同步中发现了多个步,将对第一个步进行同步。发出能够适用于多个步的某个错误消息。
输入"Cfg" 有助于设置某些特殊功能:
"Cfg Bit 00" 可将某个步定义为等待步,即,立即访问“ 停止”(stop) 或“释放”(release)等响应。
"Cfg Bit 01" 定义不允许“停止”的某个步,即,对于某个访问请求或维护请求,即使已经满足转换条件也不停止该顺序。
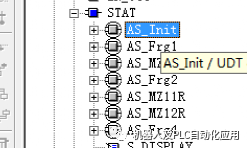
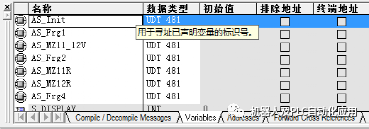
在顺序块的静态变量里建立每一个步的状态控制变量格式是UDT481
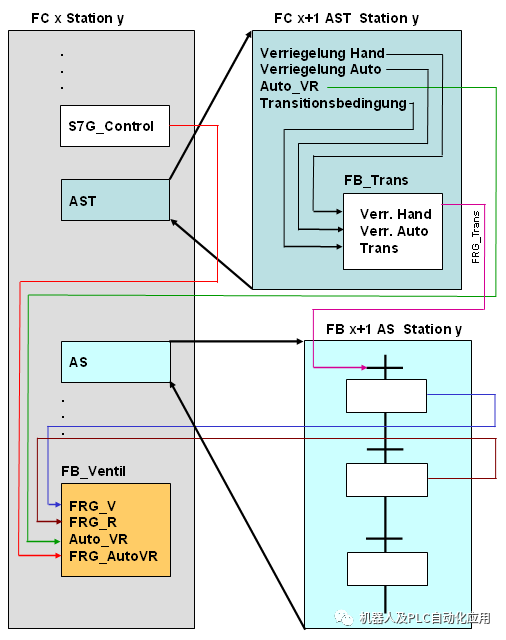
在FC_ST功能的作为工位设备主控制块.
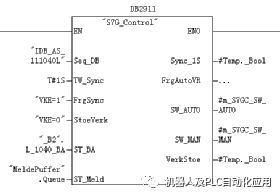
调用顺序监控块:FB642
“S7G_Control”块负责基于顺序控制的步序控制器管理。
对于每种顺序控制,必须调用此块一次。
此块负责执行以下功能:
在将操作系统模式从自动切换为手动时,此块用于同步步序控制器。如果它不在唯一定义的状态,则此块设置属于该顺控器的系统组件的自动回撤权限。
在激活的“自动”(Automatic) 操作模式下,将会输出所定义的步序控制器保持权限,除非这是一个排除步骤。
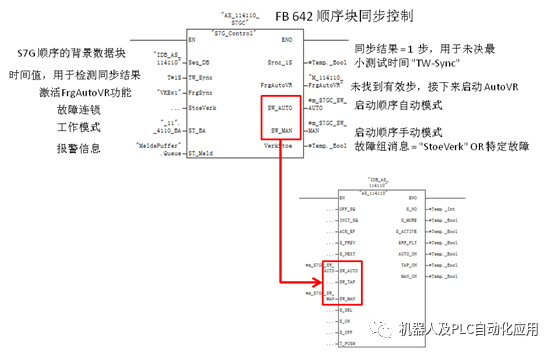
该函数块 (FB) 用于:
在手动模式中对顺序进行自动跟踪。
这用于对控制程序进行同步。
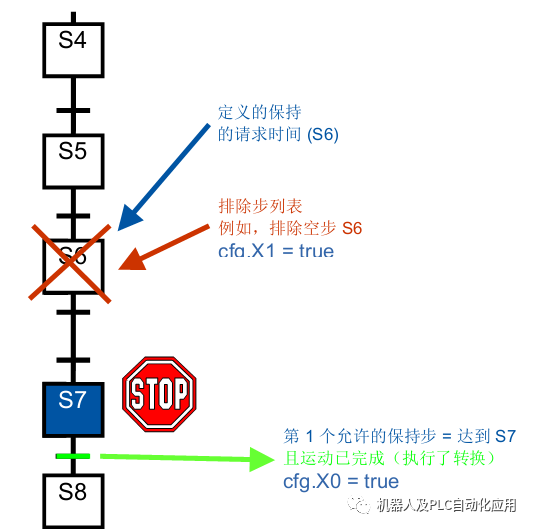
在步 x (Sx) 针对性地暂停顺序块。
仅当自动模式 = “ 已激活”(active) 且 Sx = “ 非排除步”(No exclusion step) 时。
如果到达了停机步, S7-GRAPH 顺序将停止执行 (MOP.HALT)。
该块通常采用专用背景数据块进行访问。
调用FC _AST 用于顺序块条件块

调用顺序块
实现工位顺序控制.实现夹具或电机及机器人的启动条件.
设备控制的连锁条件:
责任编辑:lq
-
机器人
+关注
关注
210文章
28205浏览量
206528 -
plc
+关注
关注
5008文章
13151浏览量
462074 -
变量
+关注
关注
0文章
613浏览量
28329
原文标题:VASS的PLC顺序控制程序的使用
文章出处:【微信号:gh_a8b121171b08,微信公众号:机器人及PLC自动化应用】欢迎添加关注!文章转载请注明出处。
发布评论请先 登录
相关推荐
不需要点表的 PLC 工业网关 在印刷 / 包装行业的实施案例

基于“不需要点表的工业网关”上PLC、CNC、SCADA 数据采集解决方案
“不需要点表的工业网关”的 PLC 数据采集解决方案

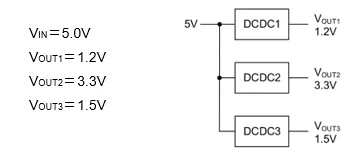
轻松实现复杂的电源时序控制

气密性检测仪:单工位与多工位之间的区别

PLC控制柜系统的制造工艺和选择要点
工业PLC控制柜系统的制造工艺和选择要点
PLC三大量的计算(熟练三大量,玩转PLC)

怎样选择双工位气密性检测仪
选择PLC系统的步骤和要点
精通PLC的常见标准是什么?






 工商网监
工商网监
评论