 电子分立元器件的焊接方法
电子分立元器件的焊接方法
(1)清除元器件焊脚表面的氧化层,并对焊脚搪镀锡层。锡缸内的锡液温度宜保持在350摄氏度左右,不宜过高或过低。过高时,锡液表面因氧化过剧而悬浮的氧化物大量增加,容易玷污镀层;过低时,容易造成镀层锡结晶粗糙。
(2)安装元器件的印制电路板(或空心锚定板),如果表面没有镀过银或虽镀过银但已经发黑的,应清除表面氧化层后,涂上一层松香酒精溶液,以防继续氧化。
(3)有的元器件必须检查其引出线头的极性,在焊脚的位置确认无误时,方可下焊。每次下焊时间,一般不超过2S。
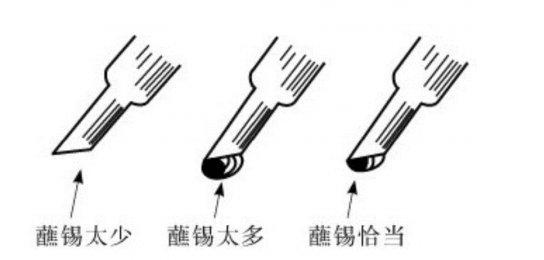
(4)使用的电烙铁以25W较为适宜,焊头要稍尖。焊接时,焊头含锡量要适当,每次以满足一个焊点需要为度,不可太多,否则会造成落锡过多而焊点粗大的情况,如下图所示。要注意,在焊点较密集的印制电路板上,焊点过大就容易造成搭焊短路。
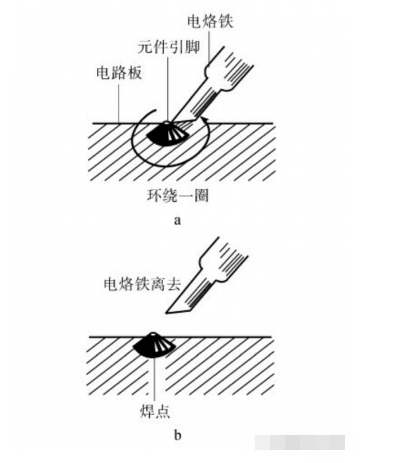
(5)焊接时,焊头先蘸附一些焊剂,接着将蘸了锡的的烙铁头沿元器件引脚环绕一圈,使焊锡与元器件引脚和铜箔线条充分接触,如下图所示,烙铁头在焊点出再稍停留一下,待锡液在焊点四周充分溶开后,快速收起焊头(要垂直向上提起焊头),使留在焊点上的锡液自然收缩成半圆粒状,如下图所示。焊接完毕,要用砂布蘸适量纯乙醇后揩擦焊接处,把残留的焊剂清除干净。
(6)焊接电子元器件时,要避免受热时间过长,并切忌采用酸性焊剂,以防降低其介质性能和加剧腐蚀。
责任编辑人:CC
声明:本文内容及配图由入驻作者撰写或者入驻合作网站授权转载。文章观点仅代表作者本人,不代表电子发烧友网立场。文章及其配图仅供工程师学习之用,如有内容侵权或者其他违规问题,请联系本站处理。
举报投诉
-
电子元器件
+关注
关注
133文章
3391浏览量
106536 -
焊接方法
+关注
关注
2文章
68浏览量
12394 -
分立元器件
+关注
关注
0文章
8浏览量
7866
发布评论请先 登录
相关推荐
焊接技术-贴片元器件(密引脚IC)焊接教程
焊接技术-贴片元器件(密引脚IC)焊接教程随着科技的发展,芯片集成度越来越高,封装也变得越来越小,这也造成了许多初学者“望贴片IC”兴叹了。拿着烙铁对着引脚间距不超过0.5mm 的IC,你是否觉得
发表于 10-26 15:56
如何焊接贴片元器件的方法和步骤
,商标为"神焊",另一种是由锡膏和调和剂调兑而成的焊锡 膏,商标为"大眼牌"。 焊接的方法是:把贴片元器件放在焊盘上,然后在元件引脚和焊盘接触处涂抹上调好的贴片
发表于 12-11 11:18


电子元器件引脚共面性对焊接的影响
在SMT(表面贴装技术)中,焊点是连接电子元器件与PCB(印制电路板)的重要介质,而焊接失效则是最常见的电子元器件故障之一。因此,确保





 工商网监
工商网监
评论