 超全的钽电容简介和基本结构(上)
超全的钽电容简介和基本结构(上)
一、钽电容简介和基本结构
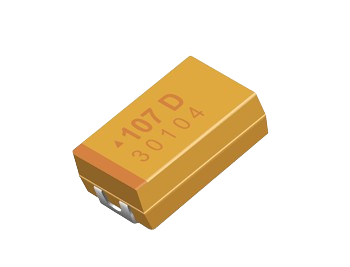
固体钽电容是将钽粉压制成型,在高温炉中烧结成阳极体,其电介质是将阳极体放入酸中赋能,形成多孔性非晶型Ta2O5介质膜,其工作电解质为硝酸锰溶液经高温分解形成MnO2 ,通过石墨层作为引出连接用。
钽电容性能优越,能够实现较大容量的同时可以使体积相对较小,易于加工成小型和片状元件,适宜目前电子器件装配自动化,小型化发展,得到了广泛的应用,钽电容的主要特点有寿命长,耐高温,准确度高,但耐电压和电流能力相对较弱,一般应用于电路大容量滤波部分。
1.基本结构
下图为MnO2为负极的钽电容
下图为聚合物(Polymer)为负极的钽电容
二、生产工艺
按照电解液的形态,钽电解电容有液体和固体钽电解电容之分,液体钽电解用量已经很少,本文仅介绍固体钽电解的生产工艺。
固体钽电解电容其介质材料是五氧化二钽;阳极是烧结形成的金属钽块,由钽丝引出,传统的负极是固态MnO2,目前最新的是采用聚合物作为负极材料,性能优于MnO2。
钽电解电容有引线式和贴片两种安装方式,其制造工艺大致相同,现在以片钽生产工艺为例介绍如下。
1、生产工艺流程图
成型→烧结→试容检验→组架→赋能→涂四氟→被膜→石墨银浆→上片点胶固化→点焊→模压固化→切筋→喷砂→电镀→打标志→切边→漏电预测→老化→测试→检验→编带→入库
2、主要生产工序说明
2.1 成型工序:
该工序目的是将钽粉与钽丝模压在一起并具有一定的形状,在成型过程中要给钽粉中加入一定比例的粘接剂。
a)什么要加粘接剂?
为了改善钽粉的流动性和成型性,避免粉重误差太大,另外避免钽粉堵塞模腔。低比容粉流动性好可适当多加点粘接剂,高比容粉流动性差可适当少加点粘接剂。
b)加了太多或太少有什么影响?
如果太多:脱樟时,樟脑大量挥发,易导致钽坯开裂、断裂,瘦小的钽坯易导致弯曲。如果太少:起不到改善钽粉流动性的作用。拌好后的钽粉如果使用时间较长,因为樟脑是易挥发物品,可适量再加入一点粘和剂。樟脑的加入会导致钽粉中杂质含量增加,影响漏电。每天使用完毕,需将钽粉装入聚四氟乙烯瓶或真空袋内密封保存,以防樟脑挥发、钽粉中混入杂质、钽粉中吸附空气中的气体。
c)3、成型后不进行脱樟,可否直接放入烧结炉内进行烧结?
不行,因为樟脑是低温挥发物,如果直接放入烧结炉内进行烧结,挥发物会冷凝在炉膛、机械泵、扩散泵等排出管道内。
d)丝埋入深度太浅会有什么影响?
钽丝易拔出,或者钽丝易松动,后道工序在钽丝受到引力后,易导致钽丝跟部漏电流大。所以强调钽丝起码要埋入三分之二的钽坯高度以上,在成型时经常要检查。
e)粉重误差太大分有什么影响?
粉重误码差太大,导致容量严重分散,K(±10%)档的命中率会很低。成型时经常要称取粉重,误差要合格范围内(±3%)。如果有轻有重都是偏重或都是偏轻,可调整赋能电压或烧结温度。如果有轻有重,超过误差范围,要调整成型机,并将已压钽坯隔离,作好标识,单独放一个坩埚烧结。
f)密要均匀
不能有上松下紧,或下紧上松的现象。否则会导致松的地方耐压降低。钽坯高度要在允许差范围内,详细见工艺文件。
g)成型注意事项:
(1)粉重
(2)压密
(3)高度
(4)钽丝埋入深度
(5)换粉时一定要将原来的粉彻底从机器内清理干净。
(6)不能徒手接触钽粉、钽坯,谨防钽粉、钽坯受到污染。杜绝在可能有钽粉的部位加油。
(7)成型后的钽坯要放在干燥器皿内密封保存,并要尽快烧结,一般不超过24小时。
(8)每个坩埚要有伴同小卡,写明操作者、日期、规格、粉重等情况,此卡跟随工单一起流转,要在赋能后把数据记在工单上才能扔掉,以防在烧结、赋能、被膜出了质量问题可以倒追溯。
2.2烧结工序
a)烧结:在高温高真空条件下将钽坯烧成具有一定机械强度的高纯钽块。
b)目的:一是提纯,二是增加机械强度。
c)烧结温度对钽粉比容有什么影响?
随着烧结温度的提高,比容是越来越小,并不完全呈直线状。
因为随着温度的提高,钽粉颗粒之间收缩得越来越紧密,以至于有些孔径被烧死、堵塞,钽块是由多孔状的钽粉颗粒组成的,随着温度的提高,颗粒的比表面积越来越小,这样就导致钽粉的比容缩小。
d)烧结温度对钽粉的击穿电压有什么影响?
烧结温度越高,杂质去除得越干净,所以击穿电压随着烧结温度的提高而提高,并不是完全呈直线状。
e)烧结温度太高太低,对电性能有什么影响?
烧结温度太低一方面钽块的强度不够,钽丝与钽块结合不牢,钽丝易拔出,或者在后道加工时,钽丝跟部受到引力作用,导致跟部氧化膜受到损伤,出现漏电流大。烧结温度太高,比容与设计的比容相差甚多,达不到预期的容量,温度高对漏电流有好处,温度太高会导致有效孔径缩小,被膜硝酸锰渗透不到细微孔径中,导致补膜不透,损耗增加。
f)如果烧结后,试容出来容量小了怎么办?
(1) 算一下如果容量控制在-5%-----10%左右,计算出的赋能电压能否达到最低赋能电压。。
额定电压 6.3、10、16、25、35、40、50,
最低赋能电压18、30、50、80、110、140、170。
(2) 如不行,只能改规格,如16V10UF,可改16V6.8UF,只要提高赋能电压,但是要看提高后的赋能电压是否会达到它的闪火电压,如果接近的话,那就会很危险。也可以改25V6.8UF,但是计算出的赋能电压要达到所改规格的最低赋能电压。
g)如果烧结后,试容出来容量大了怎么办?
算一下如果容量控制在+5%-----+10%,计算出的赋能电压是否接近闪火电压?如果接近就不能流入后道;
如接近闪火电压,可改规格,如16V10U,可改16V15U,10V15U,但是计算出的赋能电压不能低于最低赋能电压,不能往高电压改规格。
实在不行只能返烧结,返烧结时要根据比容控制烧结温度。
h)高温时真空度不好,怎么处理?
高温时真空度如果突然不好,说明炉膛已漏气。应立即降温。因为氧气进入炉膛后,钽块、钽丝、坩埚隔热层、隔热罩都是钽制品,会跟氧发生氧化,出现发脆。
i)空烧
正常烧结一个月,需进行一次空烧,空烧温度应高于正常烧结温度100度以上;如果一直是烧的低温,突然要烧高温,应先进行空烧。
因为低温杂质吸附在炉膛和坩埚上,如果不空烧,突然烧高温,低温杂质会挥发到钽块上去,造成钽块漏电流大(有一批35V106 335 225估计就是因为空烧,装炉量太大,压制密度偏小所致)。
2.3 组架
a) 尺寸
钽块上端面到钢钢条边缘的距离5.0±0.2mm,如果偏差太大,会导致钽块上端面涂上硅胶或钽丝。
b) 注意要垂直。
c) 注意直径小于Φ2.0,放60条,大于Φ2.5,放行30条
d)在拌同小卡上作好记录,每个架子都应该附有小卡,将成型、将成型、烧结的数据搬到小卡上,并在小卡上标注试容后的电压。随架子流传。
e)烧结不同层次的,虽然电压一样,最好不要放在一个钢架上,以防容量整条整条分散
f)钢架钢片一定要使用清洗后的,不要让钢架钢片受到太大的力,以防变形弯曲。
编辑:jq
-
钽电容
+关注
关注
7文章
227浏览量
36698
发布评论请先 登录
相关推荐
钽电容电路设计注意事项
如何正确使用钽电容
钽电容的规格与选择技巧
常见钽电容故障及解决办法
钽电容寿命测试方法
钽电容器在自动化设备中的应用
高温钽电容器的特性 钽电容器的储存注意事项
钽电容器的工作原理 如何选择钽电容器
浅谈钽电容和陶瓷电容的区别
钽电容替代电解电容的误区在哪
钽电容对音质的影响有哪些
钽电容可以用普通电容代替吗
钽电容和电解电容可以互换吗
贴片钽电容正负极怎么分 贴片钽电容的核心参数有哪些





 工商网监
工商网监
评论