 超全的钽电容简介和基本结构(中)
超全的钽电容简介和基本结构(中)
2.4 赋能工序
a)赋能:通过电化学反应,制得五氧化二钽氧化膜,作为钽电容器的介质。
b)氧化膜厚度:电压越高,氧化膜的厚度越厚,所以提高赋能电压,氧化膜的厚度增加,容量就下降
c)氧化膜的颜色:不同的形成电压干涉出的氧化膜的颜色也不同,随着电压的升高,颜色呈周期性化。
d)形成电压:经验公式(该公式只能在小范围内提高电压,如果电压提高的幅度很大,就不是很准确,要加保险系数)。
C1.V1=C2.V2
V2=C1.V1/C2
C1------第一次容量平均值;
V1------第一次形成电压(恒压电压);
C2------要示的容量C2=K CR
(K 根据后道的容量收缩情况而定,可适时修改,一般情况下,容量小,后道容量损失较小,容量大,后道容量损失就大,低比容粉,容量损失较小,比容越高,后道容量损失就越大。通常,CR≤1UF,K=1.0;CR》1UF,K=1.04)
例如:35V105,中间抽测容量为1.08 、1.05 、 1.12 、 1.09 、 1.10 ,形成电压为95V,问需要提高几伏电压才能达到需求的容量?
先求出中间抽测容量的平均值C1=1.09,V1=95
V2=1.09X95/1.0=103.5(V),需提高9V
注意: 提高电压后,需恒压一小时,才可结束赋能。
e) 形成液温度:T1.V1=T2.V2
T1:第一次恒压温度;
V1:第一次恒压电压;
T2:第二次恒压温度;
V2:第二次恒压温度;
V2:T1.V1/T2
注意公式中的温度K是绝对温度,需将摄氏温度加上273;
例如:第一次恒压温度为75度,恒压电压为90V,如果形成液的温度提高到85度,问形成电压要降低几伏?
V2=90×(75+273)/(85+273)=87.5V,需降低3V。
该公式不常用。但能指导为何温度低容量会变大。
形成温度越高,氧化膜质量越好。但是温度太高,水分挥发厉害,就要不停地加水,并且易导致形成液电导率不稳定。一般磷酸稀水溶液的恒压温度控制在70-90℃之间,经过大量的实践证明,如果恒压温度低于70℃,导致氧化膜质量严重不稳定,湿测漏电超差,如果形成液选用乙二醇系列,恒压温度可适当提高。
f) 电流密度:
低比容粉由于它的比表面积小,需要的升压电流密度就小,比容越高,比表面积就越大,需要的升压电流密度就大,一般C级粉,升压电流密度为10毫安/克,B级粉,升压电流密度为20毫安/克,高比容粉35-60毫安/克,视比容高低而定,详见工艺文件。
g)形成液:
电导率高,氧化效果好,但是形成液的闪火电压低;电导率低,氧化效果差,但是形成液的闪火电压高,阳极块不容易晶化、击穿。目前的磷酸稀水溶液只能适合形成电压200V以下,如果要形成200V以上的产品,应改用乙二醇稀水溶液,该溶液闪火电压高,抑制晶化能力强,但是乙二醇不容易煮洗干净,被膜损耗要微增加。一般情况下,CA42形成电压不会超过200V,只要用磷酸稀水溶液就可以了。
h)恒压时间:钽块越小,恒压时间越短,钽块越大,恒压时间越长,详见工艺文件。原则:结束电流要很小,基本上稳定不再下降为止,具体数值要看平时积累数据。
2.5、被膜
a) 被膜:通过多次浸渍硝酸锰,分解制得二氧化锰的过程。
b)目的:通过高温热分解硝酸锰制得一层致密的二氧化锰层,作为钽电容器的阴极。
c)分解温度:分解温度要适中,一般取200-270℃(指实际的分解温度),在这个温度下制得的二氧化锰的晶形结构是β型的,它的电导率最大。如果分解温度过高(大于300℃)或过低生成的是a型的二氧化锰或三氧化锰,它们的电阻率很大,导电性能没有β型的好,电阻率大,就是接触电阻大,在电性能上就反映损耗大。
d)分解时间:产品刚进入分解炉时,能看到有一股浓烟冒出,那是硝酸锰剧烈反应生成的二氧化氮气体,过了2-3分钟,基本上看不到有烟雾冒出,说明反应已基本结束。分解时间过过短,反应还没有完全结束,补形成时会有锰离子溶出,这时补形成电流会很大,遇到这种情况,应立即关闭电源,重新分解一次,并将补形成液换掉;如果分解时间过长,会对氧化膜造成破坏,同样也会造成漏电流大。分解时间要灵活掌握,小产品时间短,大产品时间长,如果分解温度很高,要适当缩短分解时间,如果分解温度很低,要适当延长分解时间。
e) 硝酸锰浓度:
被膜时先做稀液,目的是稀硝酸锰容易渗透至钽粉颗粒的细微孔隙中,让里面被透,如果被不透,阴极面积缩小,被膜容量和赋能容量就会相差很多,这种情况也会反映在损耗上,损耗大。要求在做浓液之前,可解剖一个钽芯观察里面有无被透,如果没有被透,要增加一次稀液,低比容粉颗粒大,硝酸锰容易渗入,高比容粉颗粒小,不太容易渗入,小钽芯稀液次数少,大钽芯稀液次数要适当增加。
做浓液、强化液是为了增加二氧化锰膜层厚度,如果膜层没有一定的厚度,加电压时,在上下端面轮廓处等到地方容易产生类端放电,该处的氧化膜造成击穿,所以做强化液的时候,尽量要避免上小下大,或上大下小,膜层厚度要均匀。稀酸锰的酸度很重要,它会直接影响到硝酸锰的渗透性和分解质量,一般每做时要用试纸测试,达不到工艺要求,要加硝酸调配。滴入硝酸后要搅拌均匀。稀硝酸锰一个星期换一次,浓硝酸锰一个月换一次(也视产量和硝酸锰清洁程度)。
f) 中间形成液:
纯水修补的效果要差一点,它的导电离子很少,但是它的电阻大,对产品起到保护作用,钽芯不容易被击穿、烧焦,并且用它做补形成液,形成后没有残留物,不会造成损耗大。冰乙酸稀水溶液(0.04%),形成效果较好,形成后没有残留物,不会造成损耗大,但是它的闪火电压低,只适合做6.3V 10V 16V 的产品,冰乙酸很容易挥发,造成电导率不太稳定,
所以用的话,要经常测电导率。磷酸稀水溶液(0.01%),形成效果好,闪为电压较高,可适合做25V 35V的产品,但是形成后有磷酸根离子残留在钽芯内,造成损耗要增加0.5左右。乙二醇溶液,形成效果不是很好,闪火电压很高,形成后不会造成损耗大,适合做40V50V的大规格产品,该形成液成本很高,并且有毒,不宜多用,用后的形成液不要倒掉,可重复使用,但是用前要测试电导率在合格范围内,一般CA42用不到该形成液。
i) 发现问题的应急措施:
(1)如果浸了强化液烘干后,还没有做最后的稀液、浓液,出来发现外观不符合要求,此时的强化层是很轻松的,只要将其浸泡在去离子水中,强化层会自动脱落。取出分解补形成后,可继续往下做。
(2)如果强化后,已经做了稀液或浓液,发现漏电大,非要处理不可,可采用10毫升冰乙酸+30毫升双氧水+1000毫升去离子水浸泡12小时以上,此种处理方法对氧化膜的损伤较小,取出冲洗干净,再煮洗,赋能恒压2小时,顺序流人后道各工序。
j)被膜最难掌握的是被膜炉的分解气氛(温度、风速、氧含量、蒸汽大小),另外进气孔、出气孔、回流孔及下面的分流板的调整也非常关键。现在只能通过试验来确认调整到较合适的位置。要保证有好的损耗更要保证有好的漏电流。一般氧含量控制在9——12%。
2.6石墨银浆切割
石墨银浆也叫辅助阴极,起到二氧化锰与焊锡连接的桥梁作用。原瓶石墨浓度在10%左右,实际使用时调制到4 。 5%左右为宜,如果太稀的话,因为石墨的渗透性很好,很容易往上爬,爬到上端面如果与钽丝接触,就会造成短路、漏电流大等情况,这种情况在当时还检测不出来,在点焊后钽丝跟部受力,点焊检测漏电流时合格率就相当低,老化时击穿非常严重。如果石墨太浓,石墨层和二氧化锰在做猛石墨时易分层,在后道包封、固化受到热引力作用,石墨层和二氧化锰层之间产生层间剥离,造成损耗增加。
要注意石墨的PH值必须大于9。
银浆也是同样的道理,太稀的话,浸渍的时候很好浸,但是在浸焊的时候,银层很容易被焊锡吞蚀掉,如果过浓,银层和石墨的接触不是太好,易造成接触电阻大,并且浸渍时产生拉丝。有采用浸两次银浆的厂家银浆和石墨使用前一定要按工艺要求滚匀。
切割的质量往往被人们忽略。刀口的锋利程度、间隙、冲下来时的速度都会对漏电有影响。我们有因为切割质量不好导致10%的漏电大的试验结果。
2.7 点焊
焊点离根部越远越好,这样对根部氧化膜的破坏就越小。点焊位置、手势要正确,点焊浸焊的位置决定与包封后的外观关系很大。
点焊后抽测漏电流合格率的信息很重要,作为工艺技术员一定要去经常关心检测信息,如果发现不正,一定要追查原因,不然后面的质量无法控制,虽然该批产品已无法挽回了,但是,被膜流过的一段时间内会出现同样的问题。
经常有可能出现的问题:
a)钽丝切割太短?焊点太靠近根部?点焊电压开得太高,钽丝过融了?
b)是否钽丝脏?是硅胶没涂好?上端面有硅胶?上端面强化层太薄?组架尺寸不符合要求?钢片变形?模具磨损?
c)石墨爬到端面上去了?强化层疏散导致石墨很容易往上爬?
d)切刀有问题?
问题要一查到底,只有查清了问题,才能制定纠正和预防措施。
2.8 浸焊
温度控制在210℃(+10/-5℃)为宜:温度低,粘锡厚,底部有锡尖;温度高,粘锡少,温度太高,银层易被焊锡吞噬掉,时间控制在2秒左右,时间太长,银层易剥离。最好一次浸焊能成功,如果反复浸的话,银层、石墨都有可能剥离。
负极脚紧靠钽芯,不能短路或开路。负极起码达到钽芯的1/2以上,但不能伸出钽芯底部,不然包封后易外观废品。
控制助焊剂浓度,浓度太稀,上锡太慢,浓度浓,上锡快,但粘锡厚,容易导致石墨和二氧化锰层之间脱离。
2.9 老化
老化的目的是修补氧化膜和剔除早期失效产品。老化电源串联电阻的大小与老化的效果关系很大。如过大,达不到剔除早期失效产品的目的。如过小修补氧化膜的效果达不到,因产品上稍有次点就被击穿。老化后产品要放电24小时后再测量,否则会导致漏电测试不准。
容量:注意频率是100HZ.
损耗:注意频率是100HZ。
漏电流:IL判定标准为0.02CU(C为标称容量,U为测试电压)。
2.11 几个专业词语解释:
成型后的为钽坯---------烧结后的称为钽块--------赋能后的称为阳极块-------石墨银浆后的称为钽芯-------点焊浸焊后的称为芯组--------包封后的称为电容器
品的质量将不能满足用户的基本要求。这样的产品因为抗浪涌能力较差,因此,使用在存在大的脉冲电流的电路将非常容易出现击穿现象。
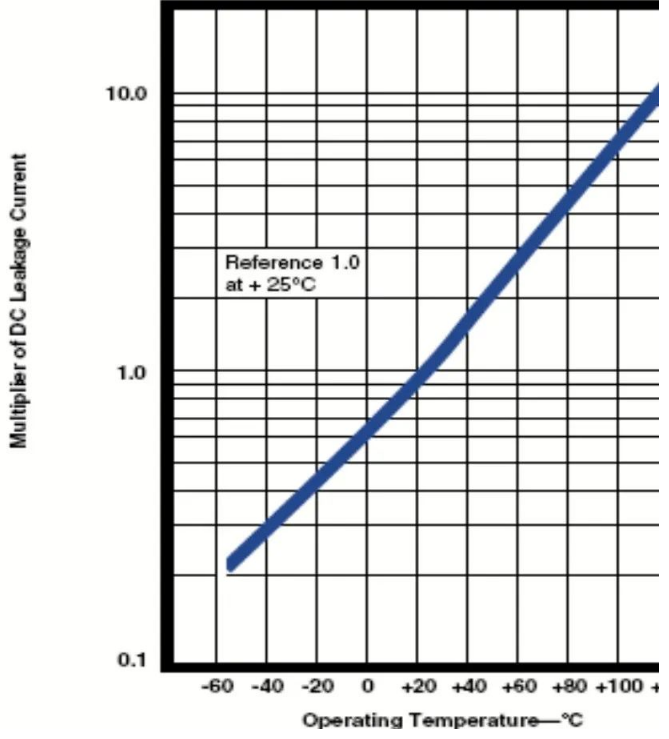
三、参数和选型钽电容器的漏电流和工作温度之间的关系
钽电容器的漏电流会随使用温度的增加而增加,此曲线称作漏电流温度曲线。但不同厂家生产的相同规格的产品,常常由于生产工艺和使用的原材料及设备精度不同而高温漏电流变化存在非常大的差别。高温漏电流变化大的产品在高温状态会由于自己产生的热量的不断累积而最终出现击穿现象。高温漏电流变化小的产品在高温下长时间工作,产品的稳定性和可靠性将较高。因此高温时产品漏电流变化率的大小可以决定钽电容器的可靠性。 对于片式钽电容器,高温性能高低对可靠性有决定性的影响。
3.1 漏电流VS温度:
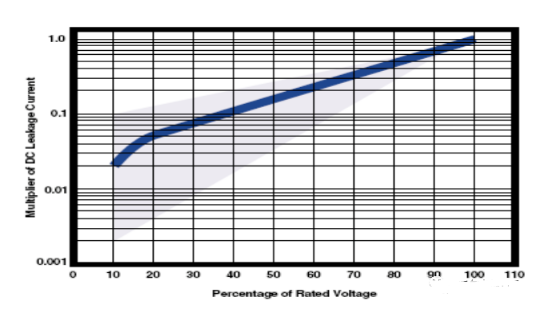
3.2 漏电流VS电压:
漏电流的测试一般是在20℃时施加额定电压进行测试,在测量电路中与电容串接一1000 OHM保护电阻,充电一到五分钟(KEMET、VISHAY、AVX为两分钟、SANYO为五分钟),然后测出漏电流。
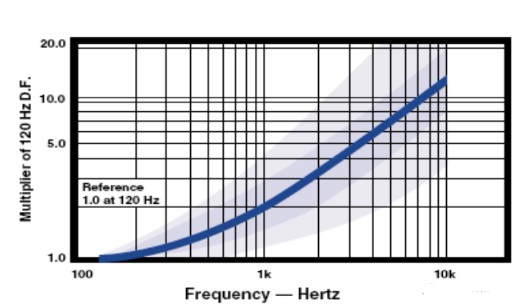
3.3耗散因子(DF值)
耗散因子是决定电容内部功率耗散的一个物理量,越小越好,一般DF值随频率增加而增加。
损耗大小对产品使用影响及可靠性影响说明:损耗(DF值)是表征钽电容器本身电阻能够造成的无效功耗比例的一个参数,损耗较小的产品ESR也将较小。但损耗大小的微小差别不会对使用造成明显影响,对工作状态的产品的可靠性影响与容量偏差的影响相比较大,但与产品漏电流大小和ESR大小对使用时的可靠性的影响相比仍然较小(漏电流大小和ESR大小影响》 损耗大小影响 》 容量偏差的影响),滤波时如果产品的损耗较大,滤波效果差一些。同时,损耗较大的产品的抗浪涌能力也较差。
3. 4 阻抗,等效串联阻抗(ESR)&感抗
ESR是决定电容滤波性能的一个重要指标,钽电容的ESR主要是由引脚和内部电极阻抗引起,是电容在高频上表现的一个很重要的参数,一般来讲,同容量,同电压值的钽电容的ESR要低于电解电容,但要高于多层陶瓷电容,ESR随着频率和温度的增加而减少,ESR=DF/WC。在谐振频率以下,电容的阻抗是电容的容抗和ESR的矢量和,在电容产生谐振以后,电容的阻抗是电容的感抗和ESR矢量和。
下图出示了电容的等效组成图:
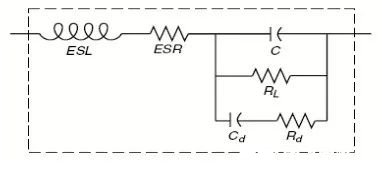
其中:ESL:描叙的是引脚和内部结构的电感
RL:电容的漏电阻
Rd:由电介质吸收和内部分子极化引起的介电损耗
ESR与频率特性曲线:
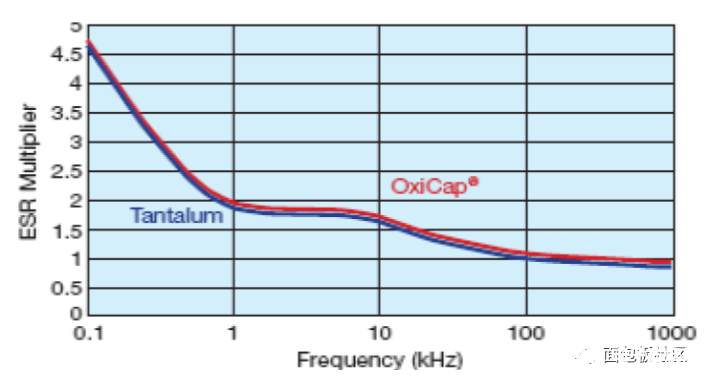
电容阻抗Z与频率特性曲线
在脉冲充放电电路,钽电容器会不断承受峰值功率可能达到几十安培的浪涌电流冲击,而且有时候充放电的频率也可能达到几百甚至几千HZ;在此类电压基本稳定,浪涌电流不断的电路,钽电容器的可靠性不光取决于产品耐压高低及伏安特性和高低温性能,还取决于产品的等效串联电阻ESR的高低,因为ESR值较大的产品在高浪涌时瞬间就会产生更多的热量积累,非常容易导致产品出现击穿。因此,钽电容器ESR值的高低直接可以决定产品的抗直流浪涌能力。
另外; 不同ESR值的产品在存在交流纹波的电路里, 一定时间内产生的热量也与其ESR值高低成比例,ESR越高的产品在一定的时间内产生的热量也越高,因此,不同规格的产品由于阻抗ESR值不一样,具有不同的耐纹波电流能力。 ESR低的产品不光在高频使用时容量衰减较少,滤波效果较好而且可以使用在更高频率的电路,同时因为它具有更大的抗浪涌能力,也符合可靠性要求较高的不断通过瞬时大电流的脉冲充放电电路的基本要求。
编辑:jq
-
钽电容
+关注
关注
7文章
215浏览量
36597
发布评论请先 登录
相关推荐
如何测试钽电容器的性能 钽电容器在电源管理中的应用
钽电容器的常见故障排除方法
钽电容器在自动化设备中的应用
高温钽电容器的特性 钽电容器的储存注意事项
钽电容器的工作原理 如何选择钽电容器
钽电容器的应用领域 钽电容器与铝电容器的比较

浅谈钽电容和陶瓷电容的区别
钽电容对音质的影响有哪些
钽电容和电解电容可以互换吗
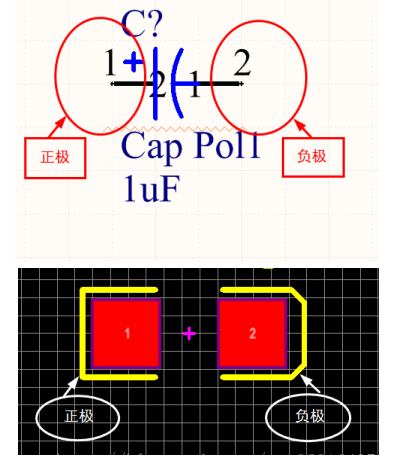
贴片钽电容正负极怎么分 贴片钽电容的核心参数有哪些






 工商网监
工商网监
评论