 全极耳成数量级的降低电池内阻和产热速率
全极耳成数量级的降低电池内阻和产热速率
全极耳(无极耳)技术能够成数量级的降低电池内阻和发热速率,在解决高能量密度电芯的散热问题上具有绝对的优势,特斯拉将其视为突破百万英里续航和TWh自建产能的关键技术,“远比看起来更加重要”。但是,特斯拉4680全极耳电池至今仍难量产,松下、LG等电池巨头纷纷抢跑参与竞备。
2020年9月22日,特斯拉“电池日”发布4680“无极耳电池”,新电池能量提升5倍,功率提升6倍,同时成本降低14%、续航里程提高16%。
“无极耳电池”更准确的翻译应该是“全极耳电池”,就是把整个正/负极集流体都变成极耳,通过集流体与电池壳体或集流盘的全面积连接,大幅降低电池内阻和发热量,解决高能量密度电芯的发热问题,并提高充放电峰值功率,帮助突破圆柱电池做大的瓶颈,正式拉开特斯拉TWH时代的大幕。
01
全极耳成数量级的降低电池内阻和产热速率
为什么是全极耳?
电芯尺寸越大活性物质占比越高,系统集成效率也更高,有助于提高系统能量密度,降低系统成本,无论是特斯拉4680还是比亚迪刀片电池实质都是基于这一原理的设计。但是,电池放电过程中电流通过铜箔、铝箔汇集,并通过极耳导出到外电路,由于电阻的存在,电池在充放电的过程中,特别是大电流充放电的过程中会产生显著的欧姆热,引起电池温度的升高,越粗越大的电芯发热越多、散热越难,因此,如何解决电芯尺寸做大和发热减少的悖论成为其中关键。
可见,4680全极耳电池并不仅仅是变大变粗那么简单。据专业人士分析:
传统的圆柱体电池都是卷绕方式,分为正负极铜箔、铝箔隔膜叠加起来卷绕,为了引出电极会在铜箔和铝箔两端分别焊接一个引出线叫极耳。传统的1860电池卷绕长度是800mm,以导电性更好的铜箔为例,极耳从铜箔上把电导出来长度最长就是800mm,相当于电流要通过800mm长的导线。通过计算得到电阻大约是20mΩ,2170电池更粗一些卷绕长度大约是1000mm长电阻约23mΩ,这么长的铜箔为保证低的电阻,对铜箔厚度和一致性都会有极高的要求。
特斯拉4680电池为例,全极耳电池把整个集流体都变成极耳,导电路径不再依赖极耳,电流从沿极耳到集流盘横向传输变为集流体纵向传输,整个导电长度由1860或者2170铜箔长度的800~1000mm变成了80mm(电池高度)。将导电长度,代入铜电阻计算公式后电阻一下子就降到2mΩ,根据欧姆定理计算,电池内阻消耗由2瓦特一下子降到0.2瓦特,直接降低一个数量级。
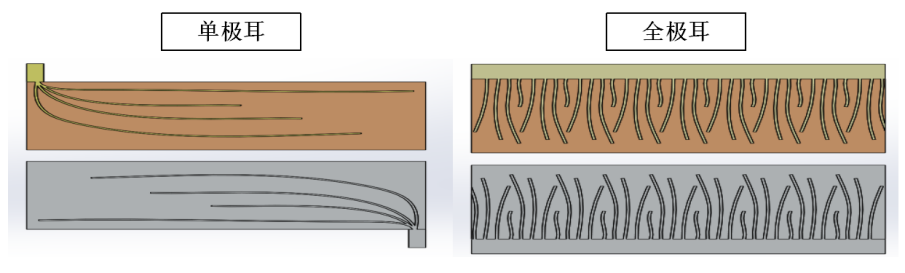
为研究极耳对于锂电池充放电是发热和内部温升的影响,英国帝国理工大学的Shen Li等人以模拟仿真的方法,研究了单极耳1(正负极极耳均在电极的头部)、单极耳2(负极极耳在电极的头部,正极极耳在电极的1/3处)、三极耳(极耳均匀的分布在电极上)、全极耳(22个极耳均匀的分布在电极上)三种结构进行充放电发热对比。
从研究结果来看极耳数量越多电池内部温升越不明显,且靠近极耳的位置电池的电流密度更大,因此极耳处产热速率也更快,从而造成局部温度升高更大;全极耳设计能够有效的降低局部的电流密度,从而减轻温度-电流的正反馈,使得全极耳电池的产热速率要比单极耳电池低两个数量级。研究证明,全极耳电池在降低发热量,解决高能量密度电芯的散热问题上具有绝对的优势。(引自新能源Leader)
02
特斯拉4680电池量产难
LG/松下抢跑参与竟备
全极耳电池优势如此明显,特斯拉为什么没有第一时间量产4680全极耳电池?
马斯克在电池日发布会上曾表示,特斯拉正在美国加州的弗里蒙特电动车工厂内部建设4680电池的试验性生产线,已“接近完工”,争取一年的时间内达到1千兆瓦的产能,三年内全面量产。但特斯拉未能展示4680电池实物,电池日当天特斯拉股价重挫7%!
特斯拉4680全极耳电池发布后,全球多家汽车巨头跟进并调整电池路线,韩国LG与日本松下等多家全球巨头纷纷抢跑,展开全极耳电池全球竞备赛。
据外媒报道称,LG已经开始为特斯拉4680电池建造一条试验性生产线。目前正在其Ochang工厂改造部分生产线,装配和电镀设备已经安装完毕,最早有望在年内开始运营;同时,LG计划为特斯拉公司配套建设先进的锂电池工厂,工厂地点位于美国和欧洲,并计划在2023年为特斯拉生产全新4680电池。
松下总裁津贺一宏则表示:“我们已经开始在美国为特斯拉开发全新车用电池4680”。据悉,松下在日本大阪Suminoe工厂为特斯拉准备的一条4680电池试验性生产线,预计从2021年4月1日开始启用,并宣布将于下半年在开始美国超级电池工厂量产4680电池。
03
最难的不是制造电芯,而是规模化生产
电芯组装设备尤其关键
3电池材料制造商Sila Nanotechnologies的CEO及联合创始人、前特斯拉电池系统架构师吉恩·贝尔蒂切夫斯基(Gene Berdichevsky)曾表示:“全极耳是最具体、最可见,可能也是最有影响力的全新电芯设计。这是个非常好的设计,降低了电芯层面的制造成本。但最困难的不是制造电芯,而是能否规模化生产。”
特斯拉电池日发布会前,马斯克也曾表示:新电池技术的量产应用很难,而制造制造电池的设备更难!尤其是在全极耳电池在组装方面,马斯克表示最大愿景是实现连续性的组装生产,实现生产效率成倍增长。
从全极耳电池制造工艺流程来看,前端极片制作和后端检测激活与传统电池并无实质变化,变化的关键是全极耳制作、连接等电芯组装段,需要新增全极耳成型、全极耳与集流盘或壳体连接、检测及连续组装等工艺和设备。从特斯拉展示的生产视频来看,特斯拉发布的设备包括涂布、卷绕、灌装、封装、注液、干燥、分成化容以及各种高速传输装置等,恰恰未公布其最核心的电芯组装设备设备。
(特斯拉产线视频)
04
产业协同
助力圆柱全极耳电池创新智造
圆柱全极耳电池在国内并非新兴事物,2009年开始就有部分企业开始推出大圆柱电池,其中部分是以全极耳工艺进行连接。目前,国内Top10的圆柱企业多数在全极耳方面有技术储备/探索性研究,更有不少企业已经有了商业化应用产品(尤其在功率性场合)。
但是,在全球巨头竞相参与全极耳电池竞备赛中,圆柱全极耳电池创新与智造需要电池企业、材料企业、设备企业更好的协同,才能加快全极耳电池开发效率、提升电池水平,以确保4680等全极耳电池竞备中占据优势。
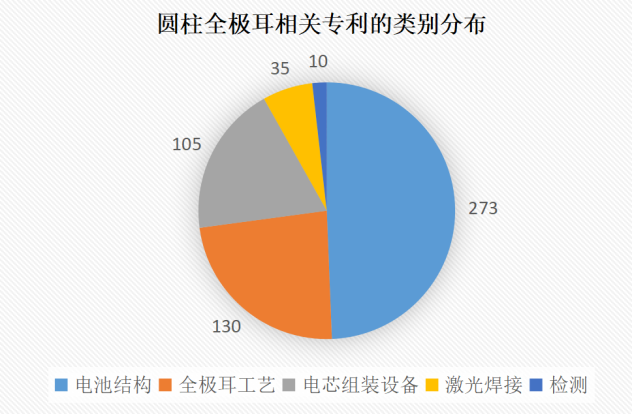
截止目前,中国已有140余家企业和机构投入全极耳电池相关研究,已公开全极耳专利共计553项,自特斯拉电池日以来增长340项,增幅达160%。从专利类型来看,圆柱全极耳专利主要涉及电池结构、全极耳工艺、电芯组装设备、激光焊接及检测等相关方向。
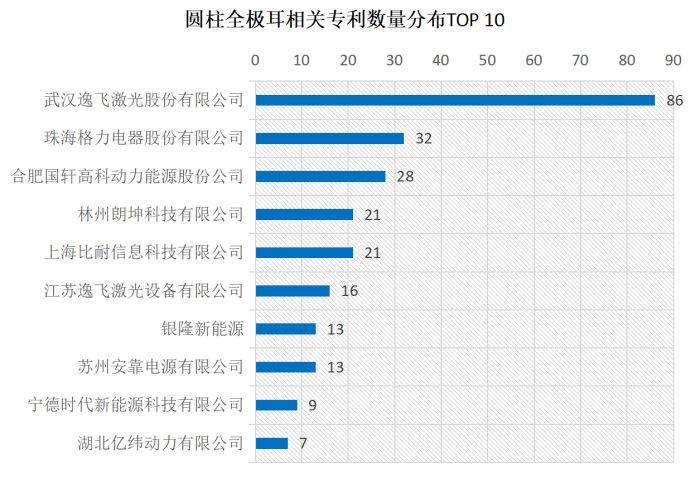
从企业专利数量分布来看,国内多家TOP10的圆柱电池企业确已全面开始全极耳专利布局。逸飞激光(含武汉逸飞与江苏逸飞)是所有企业中技术和专利布局最突出的,圆柱全极耳专利共计102项,其中发明专利52项,涉及全极耳极片制作、揉平/端面处理工艺、集流盘结构与焊接工艺、电芯组装/焊接/检测设备等多个领域。
逸飞激光位于武汉·中国光谷,成立于2005年,是一家专业从事精密激光焊接设备与智能化生产线研发、设计与制造的国家级高新技术企业。逸飞激光从脉冲激光器研发起步,专注锂电池激光焊接与组装设备15年,具备方形/圆柱/软包电池激光焊接机、全自动激光焊接站、全自动组装焊接产线和数字化车间等全系列解决方案。公司在新能源汽车动力电池领域拥有众多世界先进的关键工艺技术,产品覆盖动力电池结构件、电芯、模组、PACK等领域,服务众多国际一流的动力电池企业。
据悉,逸飞激光从2009年开始投入全极耳技术、工艺与设备研发,目前已经完成从全极耳极片成型、揉平/端面处理、集流盘焊接、激光封焊/滚槽/镦封/拼焊封口、检测等全过程技术储备与设备开发,具备完整的全极耳电池组装技术;推出试验单机、半自动工作站、半自动产线、全自动产线与数字化车间等圆柱全极耳全系列“智造”解决方案,完成百余套圆柱全极耳设备交付,获得众多头部电池企业认可;应用产品包括单端全极耳和两端全极耳等5种全极耳电池结构,产品尺寸全面覆盖4680在内的直径18-80mm、长度65-300mm等各个范围段。
原文标题:【逸飞激光•设备专栏】4680全极耳电池量产之路在何方?
文章出处:【微信公众号:高工锂电】欢迎添加关注!文章转载请注明出处。
责任编辑:haq
-
特斯拉
+关注
关注
66文章
6311浏览量
126551 -
电池
+关注
关注
84文章
10564浏览量
129515
原文标题:【逸飞激光•设备专栏】4680全极耳电池量产之路在何方?
文章出处:【微信号:weixin-gg-lb,微信公众号:高工锂电】欢迎添加关注!文章转载请注明出处。
发布评论请先 登录
相关推荐






 工商网监
工商网监
评论