 基于UN223模块和CPU224CN实现实验热压机控制系统的设计
基于UN223模块和CPU224CN实现实验热压机控制系统的设计

我国是世界上缺材少林国家之一,据专家预测,到2010年我国的木材消费需求将达到2.1亿立方米,而缺口达6000万立方米,其中人造板工业占相当大的消费比例,因此提高人造板生产效率意义重大。热压机作为人造板生产的关键设备,直接决定了生产效率及产品质量,而热压机性能的好坏又在很大程度上取决于其控制系统的优劣。针对现有热压机采用继电接触控制,使压机的控制线路较为复杂、触点太多而故障率高的问题,提出在热压机控制系统中采用PLC控制,可省去部分继电器和闭锁触点,简化控制线路,提高设备可靠性。PLC选CPU224CN,后面带上一个UniMAT的UN223模块。
一、基本工作原理
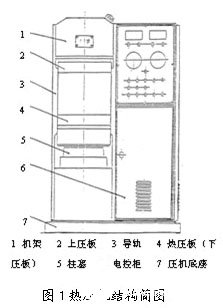
实验热压机是木材加工工业、科研单位、高等院校等的实验室设备之一,可作纤维板、刨花板、胶合板、表面装饰板、塑料板等的热压实验之用。除了加热系统外,其工作特征和结构与生产型热压机基本相同。图1为本文所研究的热压机结构简图。热压机上压板2固定,正常工作时通过控制位于压机底部的柱塞缸,使得柱塞5带动下压板4向上移动,将板坯压实;经过热压处理后,柱塞5带动下压板4向下移动,到位后为下一次工作做准备。根据人造板生产工艺的要求,在压机工作过程中,关键是位置控制和压力控制,系统是通过比例流量阀来进行速度调节,进而实现位置控制。
二、PLC控制系统的设计思路
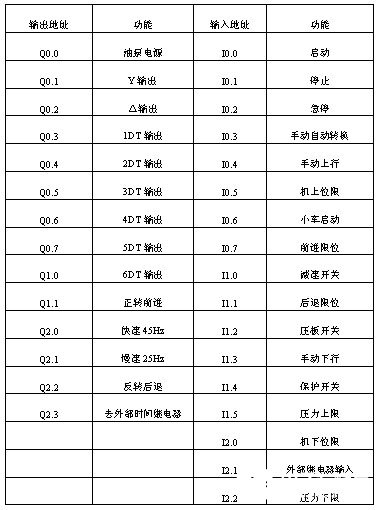
首先要满足设备在生产中的可靠性。因原设备控制部分元件多,控制线复杂,排查故障非常困难,为此,可以考虑热压机油缸升降的控制部分采用PLC控制,在满足要求的情况下,尽量减少输入点和输出点,使得整体设备可靠性提高;另外,考虑到设备检修、保养和对新的板种的试生产,需要在控制线路中加入手动、自动转换开关;在检修时,为防止升起的压板因误操作发生位移,加装了保护开关,当开关置于保护状态,即使发生误操作,因有电气互锁,也不至于使压板发生下移。基于以上设计思路,根据压机工作流程,确定了17个输入点和14个输出点,共31个点,采用CPU224产品(该产品有10个输入点,10个输出点)连接UN223(该产品有16个输入点,16个输出点)。结合该系列热压机特点,设计了控制线路,并编制了控制程序;输入和输出量编址见表1。
表1 胶合板热压机各输入输出编址
三、工作原理与控制过程
以快速贴面压机为例。该系列热压机共装有4个油缸,油缸顶置,液压油路需用6只电磁阀控制,因设计的热压机规格不同,油泵电机的功率从10~22 kW不等,为减小电机起动电流,设计为Y/△起动。胶合板板坯采用小车载入,小车承载部分可单方向运动,小车退出时板坯自动滑落在压板上。小车驱动电机由变频器控制,可实现小车快进、慢出。
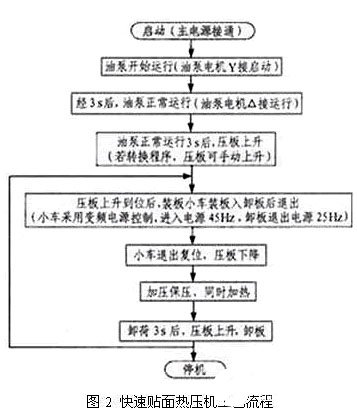
图2为快速贴面胶合板热压机工艺流程
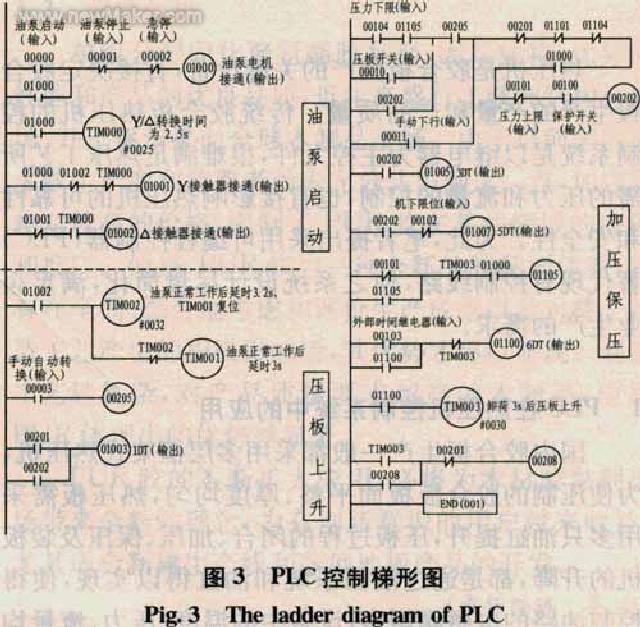
控制油缸的电磁阀有6只,其中1只1DT为总进油阀;每2个油缸上部、下部油路各自并联,分2组,每组各有1只上部进油阀3DT、5DT和1只下部进油阀2DT、4DT,还有一只总回油阀6DT。
油缸下部进油,柱塞上移;其上部进油,柱塞下移。即当1DT、2DT、4DT工作时,压板上升,1DT、3DT、5DT工作,压板下降并加压;6DT工作时,油缸卸荷。液压油泵用三相交流异步电动机驱动,为降低起动电流需要降压,采用Y/△方式起动,转换时间为2~5 s。油泵工作正常3 s时,压板上升到位(设上限位开关)后,压板停止上升;此时装板小车载板坯快速进入,到达设定位置后,小车卸板坯并开始后退,碰到后退限位开关后停止后退。
在小车卸板后退的同时,压板开始下降,当碰到下限位开关后,停止下降,开始保压并计时,随着油压的升高,动、定压板之间压力增大,当达到设定上限压力时,电接点压力表上限开关断开,停止加压。由各组电磁阀自动控制热压时所需压力,实现保压直到热压结束,开始卸荷,3 s后压板上升。由人工完成卸板。
为了安全起见,在控制线路中加装转换开关,在压机上升控制电路中要加入保护装置,当压板上升到位时,手动合上此开关,检修设备时不会因误动作而使动压板下降伤人。同时,在加压保压控制电路中,加入了超压保护开关,目的是防止油压达到压力上限后继续加压。若超压,此开关自动断开,电磁阀失电关闭,停止加压。当压力下降到许可值时,此开关重新闭合,系统控制恢复正常。
责任编辑:gt
-
控制系统
+关注
关注
41文章
6997浏览量
114517 -
plc
+关注
关注
5052文章
14879浏览量
489086 -
变频器
+关注
关注
256文章
7505浏览量
156055
发布评论请先 登录
PCB工艺 热压熔锡焊接介绍 原理及制程控制
求购高价回收西门子S7-200系列主机包括CPU224CN模块回收 新旧不限
萍乡西门子CPU模块回收厂家
最小拍控制系统及直流电机闭环调速控制系统设计和实现
PLC在胶合板热压机电气控制中的应用
UniMAT的UN223模块在热压机控制系统中的应用

脉冲焊机有什么特点?
T core一体成型电感制造:电感热压机

热压机PLC数据采集远程监控物联网解决方案
热压机PLC数据采集远程监控物联网解决方案

热压机PLC数据采集远程监控物联网解决方案



评论