 面对加工薄壁工件时这家伙变形我们该怎么办?
面对加工薄壁工件时这家伙变形我们该怎么办?
在加工薄壁或者环形工件时 克服工件的变形是首先要面对的难题 选对软爪的类型和合适的卡盘压力是关键
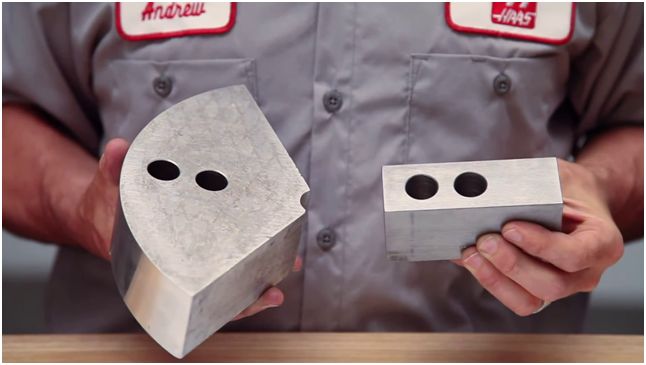
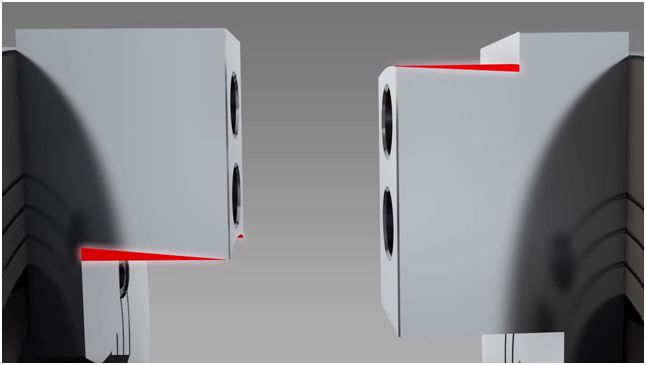
在相同的卡盘压力下,扇形软爪比标准软爪拥有更大的接触面积,这意味着工件所受到的压力更加均匀,而标准软爪则会出现下面的状况:
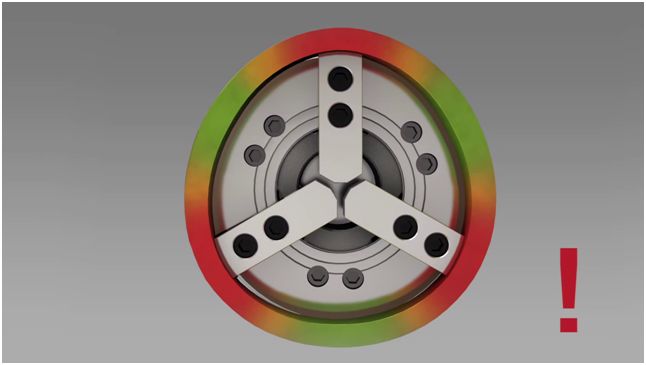
实际的状况可能没有图中的那么明显 但是在底部的视频中你会清楚的看到 在除了软爪类型不一样,其他条件都相同的情况下 工件的变形程度甚至出现了几十倍的差别
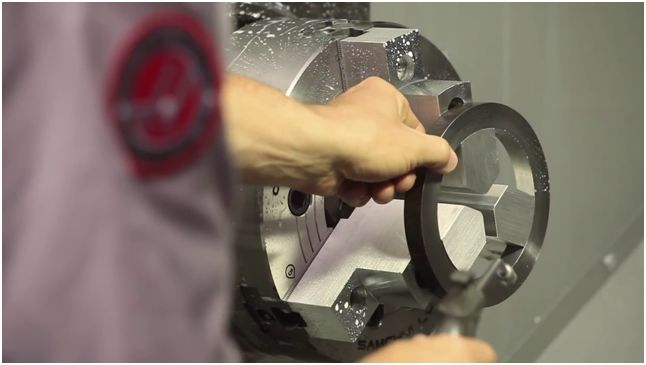
不管是扇形软爪还是标准软爪 都会因为软爪磨损过大而或者加工零件的更换而需要重修 在重修的过程中,首先要给即将拆下来的软爪 刻上标记,打上序号 这样是为了增加软爪的使用次数 更详细的标记也会减少误用的可能性

接下来是修爪器的选择: 通常来说,左边的修爪器修内爪,右边的修外爪

以下问题不管在制作或者重修软爪时,都应该注意: T型块不能超过卡盘的最大直径 修爪时的卡盘压力接近加工工件时的压力 卡盘正处在活动范围的中间 修爪时夹持力的方向和工件夹持力的方向一致 注意修爪时的转速 添加退刀槽 去除毛刺和尖角
当两种修爪器都不能满足条件时 我们就需要制作一个特殊的修爪部件 比如像加工出下面的圆环来修外爪
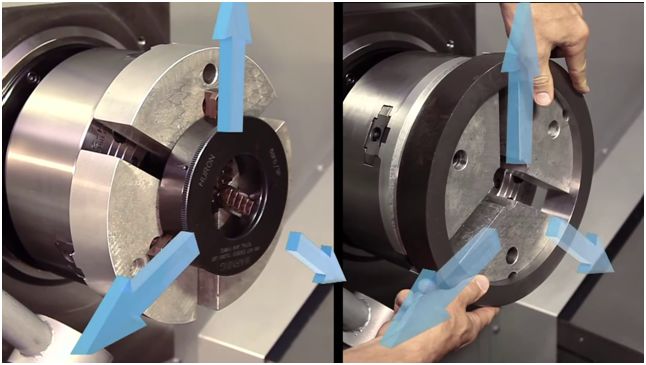
当加工零件需要夹持的部分比较长时 会出现工件和软爪不能完全贴合的状况,俗称“喇叭口” 具体表现为,软爪的顶部与工件之间留有缝隙
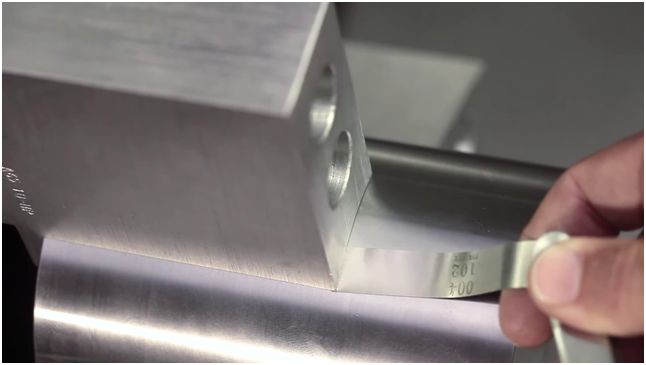
最有效的解决办法是:在软爪上加工出锥度 通过塞尺来测量出缝隙的大小,测量夹持的长度 然后就可以计算出锥度的大小了
编辑:jq
声明:本文内容及配图由入驻作者撰写或者入驻合作网站授权转载。文章观点仅代表作者本人,不代表电子发烧友网立场。文章及其配图仅供工程师学习之用,如有内容侵权或者其他违规问题,请联系本站处理。
举报投诉
-
数控机床
+关注
关注
19文章
780浏览量
46407 -
薄壁结构
+关注
关注
0文章
2浏览量
6355 -
环形
+关注
关注
0文章
6浏览量
7668
原文标题:加工薄壁工件时这家伙变形怎么办?
文章出处:【微信号:AMTBBS,微信公众号:世界先进制造技术论坛】欢迎添加关注!文章转载请注明出处。
发布评论请先 登录
相关推荐
盛显科技:投影融合处理器连接出现超时,该怎么办?
了连接尝试的失败。这样的情形无疑会给我们的使用带来诸多不便与困扰。那么您知道投影融合处理器连接出现超时,该怎么办吗?下面盛显科技小编为您介绍: 投影融合处理器连接出现超时,可采取以下处理措施: 1、检查网络连接

盛显科技:投影融合处理器兼容性出现问题,该怎么办?
,解决这些兼容性问题显得尤为重要。那么您知道投影融合处理器兼容性出现问题,该怎么办吗?下面盛显科技小编为您介绍: 当投影融合处理器出现兼容性问题时,可以采取以下措施来解决: 一、检查与确认 (1)确认设备兼容性: 需要确

「TOF光电」焊接加工件有无检测
在自动焊接生产线中,准确、快速地检测焊接加工件上是否安装有销柱是至关重要的。这不仅能提高生产效率,还能避免因误操作导致的焊接质量问题。因此,需要一种高效、准确的检测方法来判断焊接加工件上是否安装有销

盛显科技:投影融合处理器画面出现闪烁或抖动,该怎么办?
采取一系列专业而周密的处理措施来解决问题。那么您知道投影融合处理器画面出现闪烁或抖动,该怎么办吗?下面盛显科技科技小编为您介绍: 投影融合处理器画面出现闪烁或抖动,可采取以下措施进行处理: 一、检查电源与连接
微型丝杆弯曲:工件精度下降的隐形杀手!
微型丝杆作为精密机械部件,其弯曲或变形会对使用它进行加工的工件产生直接影响。在机械加工中,微型丝杆弯曲是一个不容忽视的问题,它会对工件造成

盛显科技:投影融合处理器出现颜色失真或偏色,该怎么办?
我们在使用投影融合处理器的过程中,因种种原因,有时候会遇到出现颜色失真或偏色的情况。此种情况的出现,会对视觉效果、信息传递和设备性能产生负面影响。因此,需要我们及时采取措施解决问题,以确保投影设备的正常运行和良好的展示效果表现。那么您知道投影融合处理器出现颜色失真或偏色,
工控主板发生故障该怎么办?
工控主板发生故障该怎么办?前几天有个客户问了我这个问题,大部分情况下出现的故障并不可怕,主要是用户粗心大意造成的。那今天小编就来讲解一下工控主板一般会出现故障的主要原因及判断方法:
电容负极熔断怎么办
在现代科技发展的时代,电容器在各个领域都扮演着重要的角色。然而,由于各种原因,电容器的负极可能会发生熔断的情况。那么,当电容器的负极熔断时,我们应该怎么办呢?
信号发生器输出电压功率不够怎么办?
信号发生器输出电压功率不够怎么办? 当使用信号发生器时,可能会遇到输出电压功率不够的问题。这种情况可能会引起一系列的问题,如信号失真、无法满足设备的要求等。在面对这种情况时,我们可以采取以下
wifi无互联网连接怎么办?解决wifi无法访问互联网怎么办的方法
wifi无互联网连接怎么办?解决wifi无法访问互联网怎么办的方法 在现代社会中,WiFi已经成为了我们生活中必不可少的一部分。然而,有时我们可能会遇到WiFi无法访问互联网的问题,






 工商网监
工商网监
评论