 基于LabVIEW开发软件和PXI总线实现自动化测试系统的设计
基于LabVIEW开发软件和PXI总线实现自动化测试系统的设计
发动机管理模块作为汽车传动力控制的核心部件,其生产质量检测是保证整个产品生产过程完整的重要步骤。为了模拟发动机特定的实际工作状况,需要在同一系统实现多输入输出信号的集成控制和采集。由于输入输出信号繁多,使用传统的仪器很难实现很好的系统集成和通信。随着测试过程的日趋复杂化和生产过程越来越高的自动化要求,设计开发一个界面友好简单、性能稳定、高度集成化和自动化的测试系统的需求也日渐迫切。
本文介绍了基于PXI总线及其部件的硬件平台,配以用LabVIEW开发的软件控制系统,设计的一套高度集成、稳定可靠的自动化测试系统。该测试系统由PXI测试仪、配线板、信号调理及通信板、电源、负载箱和测试夹具组成。测试时操作人员将模块放入夹具,扫描条码后开始自动测试。根据不同的车型编写配置文件,完成对康佳AE06 ECM模块生产质量的全面判定并生成可追溯性数据库记录。该测试系统解决了ECM模块在生产线上全自动快速测试的难题,突破了手动测试的局限,并避免了人工判定的不可靠性。
系统硬件设计
此台测试仪为生产线设计,分别在不同的工位配合不同的夹具使用,其架构如图1所示。
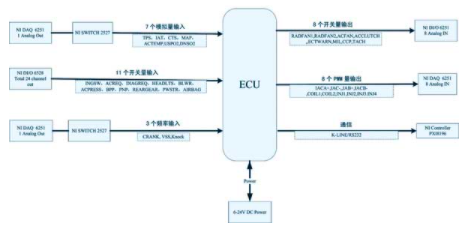
图1 测试原理示意图
1 总体架构
由于业界主导的PXI架构采用PC技术,保持了PCI总线的优点,同时,NI公司的PXI平台坚固耐用。因此,在本系统中,选用了基于PXI总线结构的虚拟仪器系统,其中PXI系统由嵌入式PXI控制器PXI8196和PXI机箱组成,起到控制中心的重要作用。
2 模拟量输入部分
使用M系列NI PXI-6251数据采集板卡的一个模拟输出通道模拟8个车载传感器(此模块为KONKA AE06 0III系统)状态,对 ECM 模块 A/D 部分的悬空、对地短路、高电平和中电平进行测试。将模拟输出值与ECM通过K-Line通信值比较,如误差在标定的许可范围内,则判定此部分电路质量合格。测试结果存入数据库,以文字方式显示在屏幕上,方便操作人员识别;同时,在后台显示测量数据,方便现场工程师调阅。
3 开关量输入部分
使用NI PXI-6528工业数字I/O板卡模拟0/12V开关信号,用输入值与ECM通信后的读取值判定模块硬件功能是否符合质量要求。PXI-6528的各通道间隔离特性完全可以承受高频干扰和尖峰高电压的冲击,避免了因设备或人为误动作造成的不必要的损失。
4 频率输入部分
使用M系列NI PXI-6251数据采集板卡的另一个模拟输出通道模拟不同转速下的发动机曲轴(60-2齿)转速信号,测量ECM模块转速调理电路是否正常工作。
5 开关量输出部分
为确保该部分驱动IC具有足够的驱动能力,使用NI PXI-6251板卡的8个AI通道测量驱动IC内MOSFET钳位与导通电压。
6 PWM量输出部分
这部分的8个输出量为模块重要输出信号,方便驱动点火线圈、喷油器和怠速空气调整马达。对于怠速马达IAC,使用负载箱的步进马达,测量线圈驱动电流是否达到要求。对于点火和喷油共6个感性负载,喷油器flyback电压达70V左右,点火线圈flyback尖峰值电压高达380V,使用调理电路衰减后用NI PXI-6251的模拟输入通道进行采集测量。
7 通信部分
采用RS232与K-Line两种方式与ECM测试模块进行通信,在生产测试的时候可以通过一个硬件切换开关任选一种切换方式。通过正常的问答式通信判断此部分电路是否合格。
软件设计
本系统使用的是LabVIEW 7.1开发环境,软件主要设计思想为建立良好直观地交互式人机界面,使整个测试的操作工作变的简单、易行,减少错误操作率。为了使操作人员和现场工程师都可以方便快速判定目前的测试状况,把整个交互界面分为文字界面与数字界面。测试系统软件流程如图2所示。

图2 测试软件流程图
操作人员或工程师输入相应的ID和密码认证后,将所测试的产品放置在夹具上,界面上相应的限位指示灯电点亮。配置相应的XML格式的Config文件之后,扫描产品条形码,即开始测试。
开始测试时系统先检查ECM模块是否在夹具上放置到位,如未放置好将无法进行下一步测试,系统产生提示。随后软件开始工厂测试模式步骤。
ECM模块各个部分的测试结果显示在主操作界面上,如图3所示,以向下滚动方式出现在文字档内,提示目前的测试进度。同时测试灯会以2Hz的频率开始闪烁提示目前正在进行测试。

图3 软件主界面
单个循环测试速度可以在20s内完成。整个测试设计为顺序步骤测试,但是为使整个模块功能测试全部完成,前一步测试结果只存入数据库,软件继续进行下一步测试,测试完成后所有模块测试数据显示在测试结果界面,如图4所示,同时将测试数据与最终质量判定结果存入数据库。
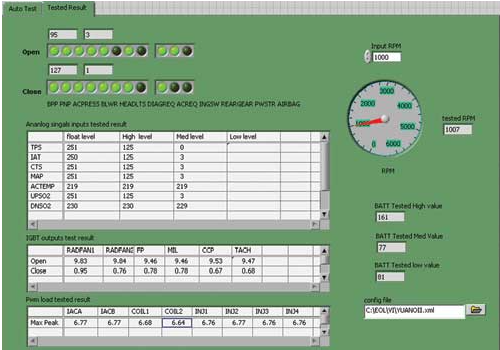
图4 测试数据显示界面
存档数据库设计项目包括测试时间、测试人、S/N码、单项测试数据和测试结果等,每个产品的测试记录生成一行记录,同列数据记录可以用来分析此批产品的质量稳定性,以方便质量控制工程师做出进一步的零部件质量管控。
测试完成后,使所测试的产品退出工厂测试模式,在FQC工位的测试仪器将清除模块故障码。软件断开点火钥匙,停止发动机,控制继电器切断ECM模块电源供应,这样就完成了一个发动机管理系统模块在汽车上的停机步骤。
结论
本系统是为国内第一款完全自主研发的发动机管理系统而设计开发的。尽管应用于存在着大量线束并伴有高压电磁干扰的环境中,整个测试系统的质量缺陷误报率和漏报率都很低。
基于PXI总线的虚拟仪器系统以及功能强大的硬件及其硬件驱动库,配以LabVIEW所提供的简便的编程环境、强大的数据显示、数据存储和数据处理能力,整个测试系统从系统硬件设计调试,到软件设计调试、验收的开发周期大大缩短,提高了系统测试的效率和生产线产能。
责任编辑:gt
-
LabVIEW
+关注
关注
1971文章
3654浏览量
323797 -
测试系统
+关注
关注
6文章
823浏览量
62138 -
总线
+关注
关注
10文章
2887浏览量
88108
发布评论请先 登录
相关推荐







 工商网监
工商网监
评论