 激光焊接控制系统的简要介绍
激光焊接控制系统的简要介绍
1、激光功率
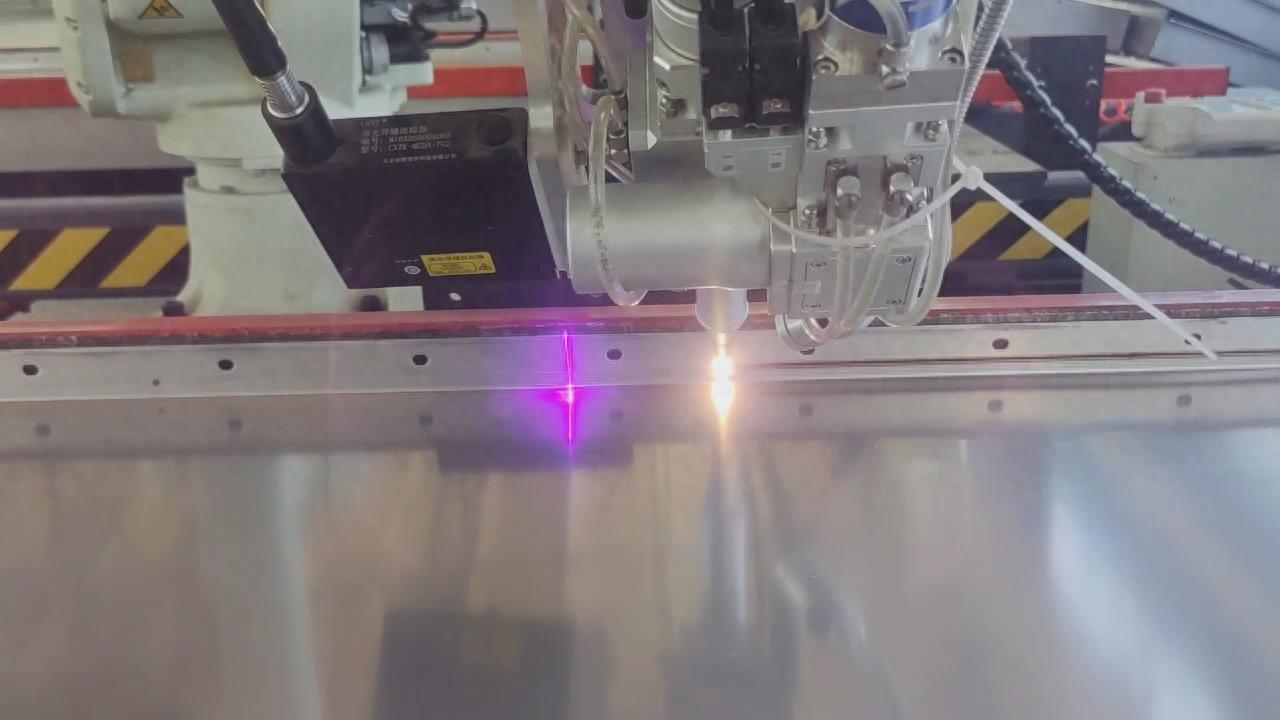
DMC640MH四轴激光焊接系统,采用模拟量对激光功率的大小进行有效控制。如点焊时,开始功率、焊接功率、结束功率,这三段功率可根据用户的需求来设置;如拖焊时,直线时的功率和拐角时的功率,可根据用户的焊接工艺来设置控制。
2、送丝
A轴送丝,在焊接开始前,可以精准设置预送丝或延时送丝;在焊接结束时,可以精准设置提前收丝。预送丝速度和收丝速度及送丝量的大小,同时可以设置分段送丝,可根据用户的需求设置。

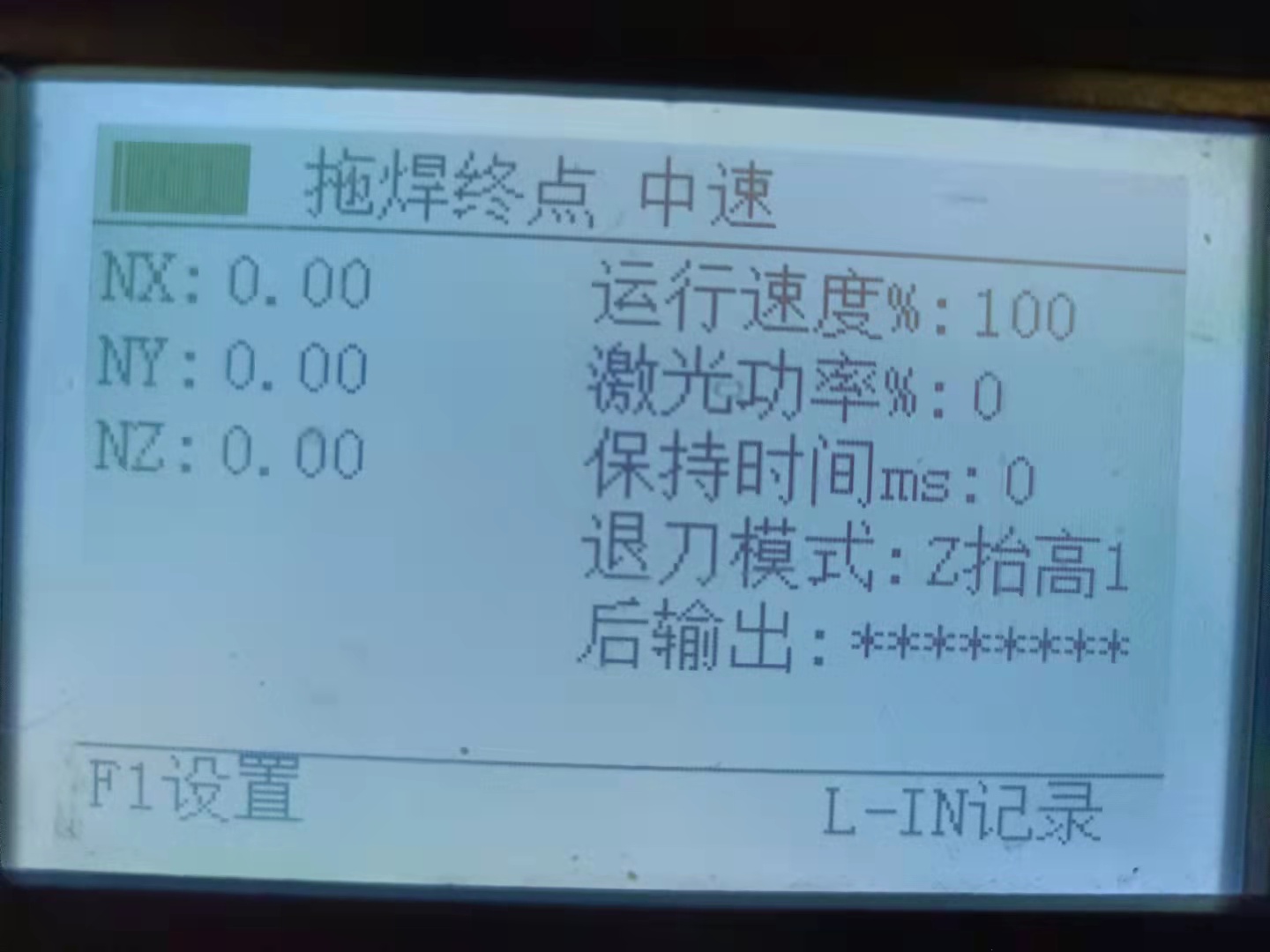
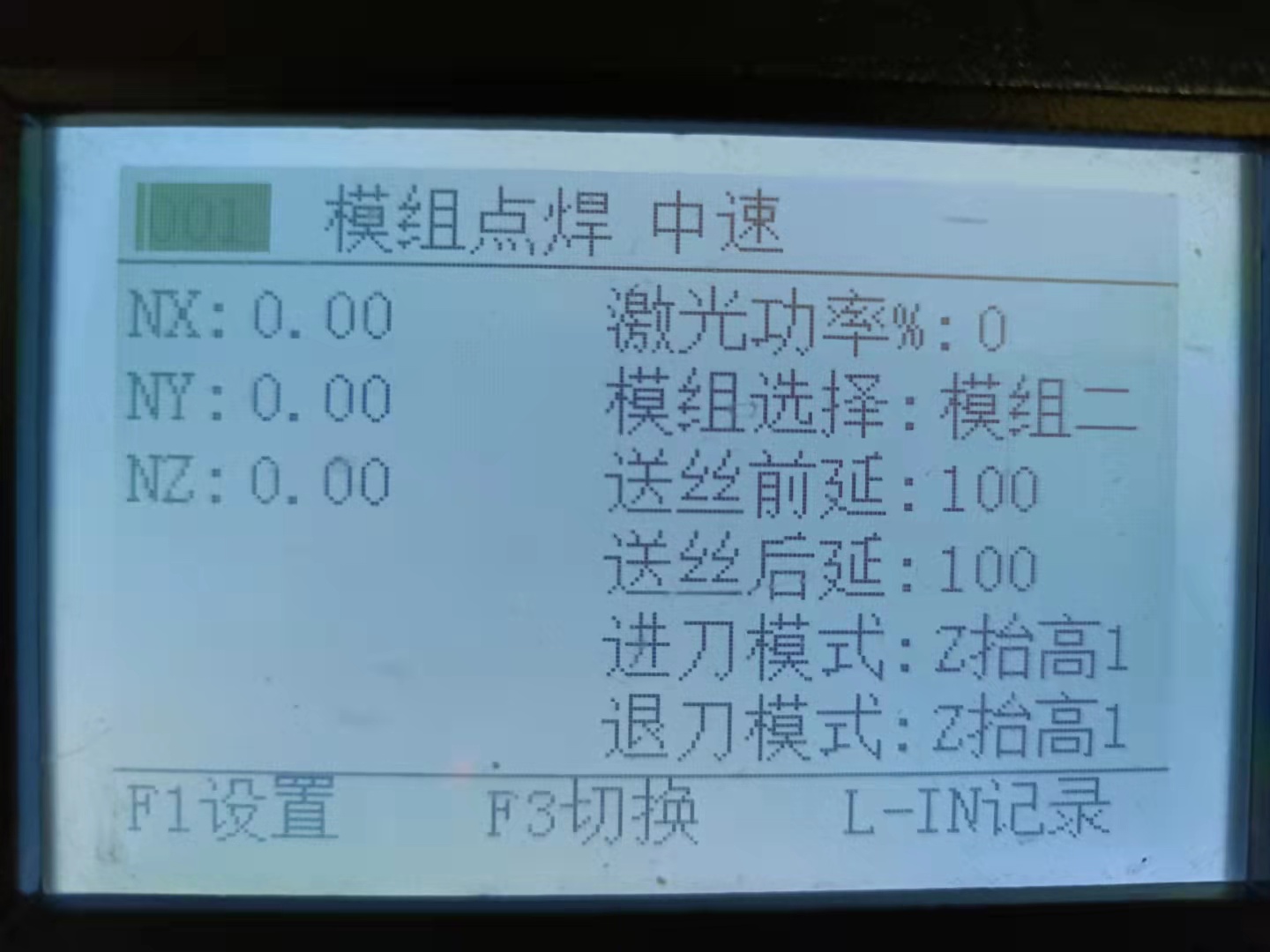
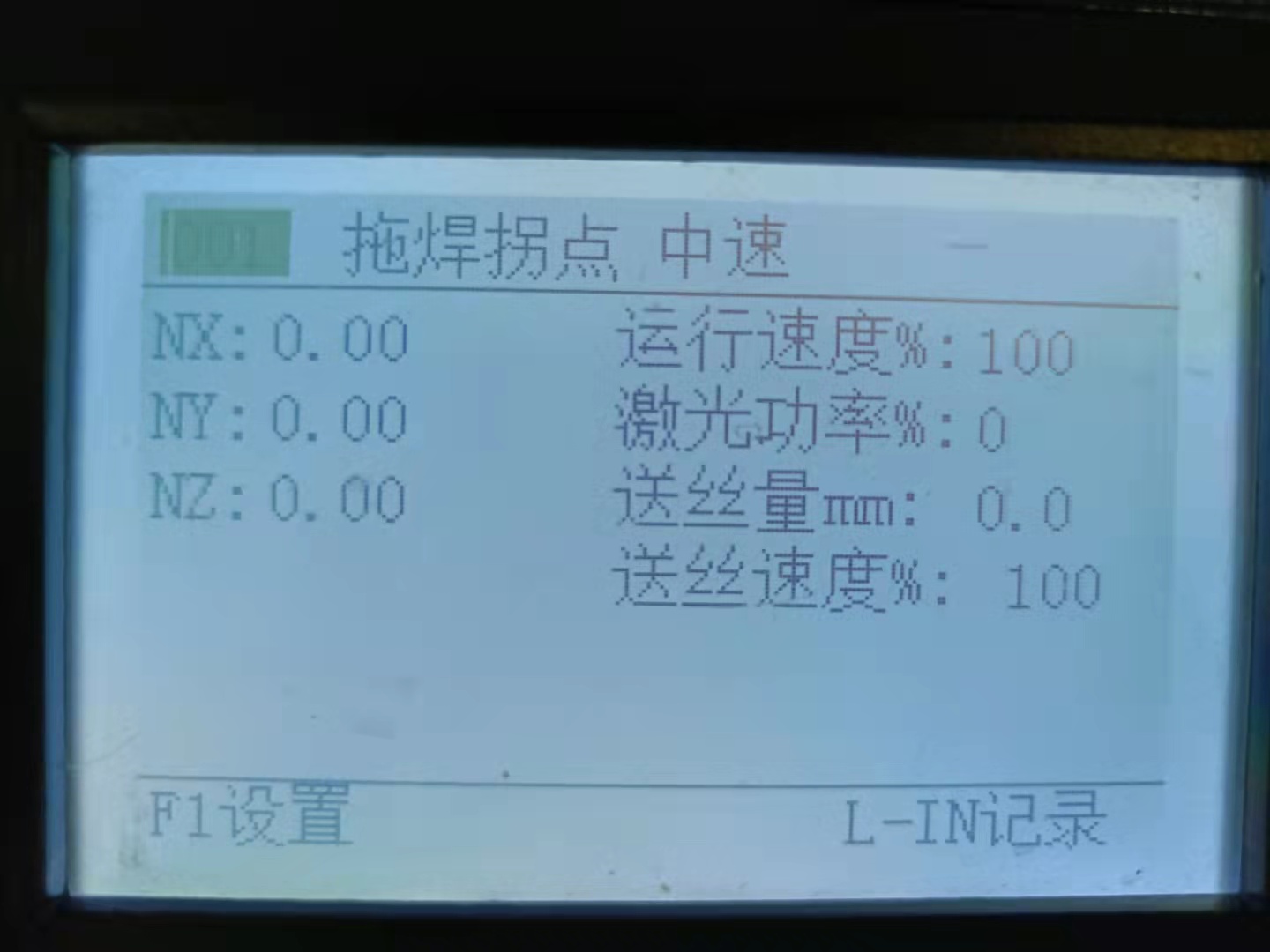
示教参数设置界面
编辑:fqj
声明:本文内容及配图由入驻作者撰写或者入驻合作网站授权转载。文章观点仅代表作者本人,不代表电子发烧友网立场。文章及其配图仅供工程师学习之用,如有内容侵权或者其他违规问题,请联系本站处理。
举报投诉
-
控制系统
+关注
关注
41文章
6603浏览量
110571 -
激光焊接
+关注
关注
3文章
486浏览量
21026
发布评论请先 登录
相关推荐
数字化焊接控制系统的革新应用与深度探索
随着科技的日新月异,数字化焊接控制系统正在工业生产领域内崭露头角,以其精准、高效的特性引领着焊接工艺的创新与发展。本文将深度探讨数字化焊接控制系统

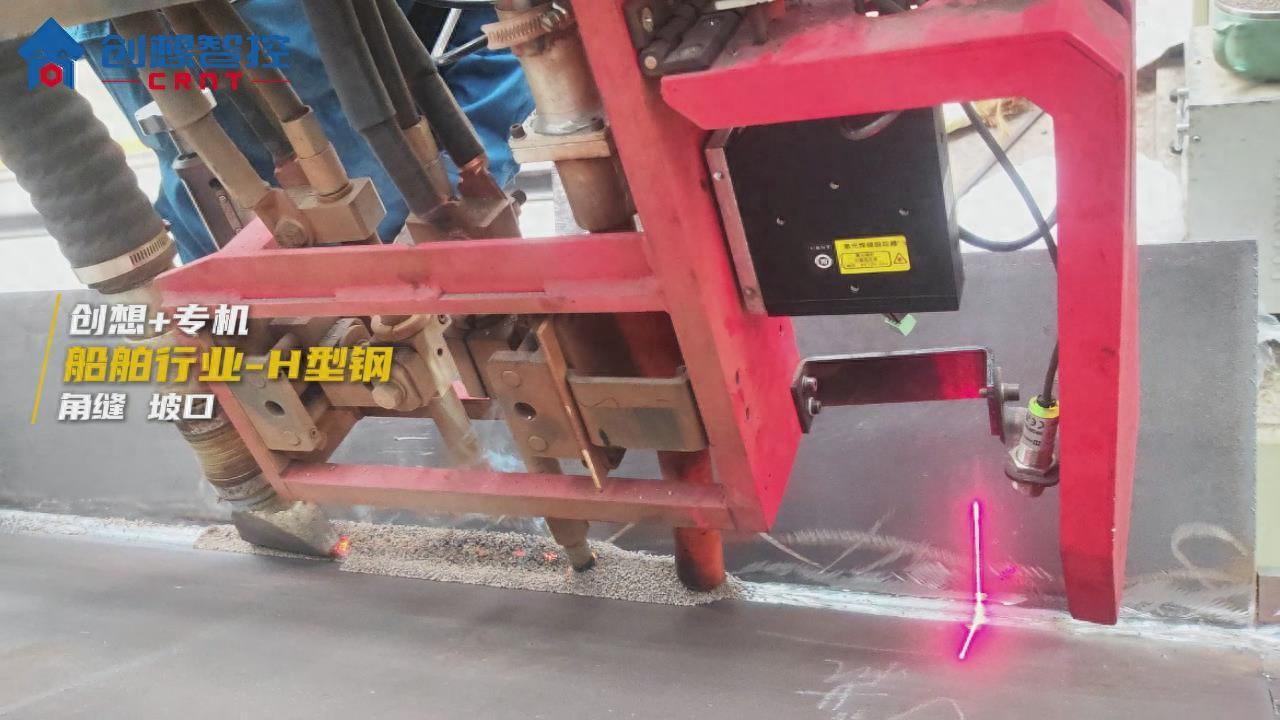
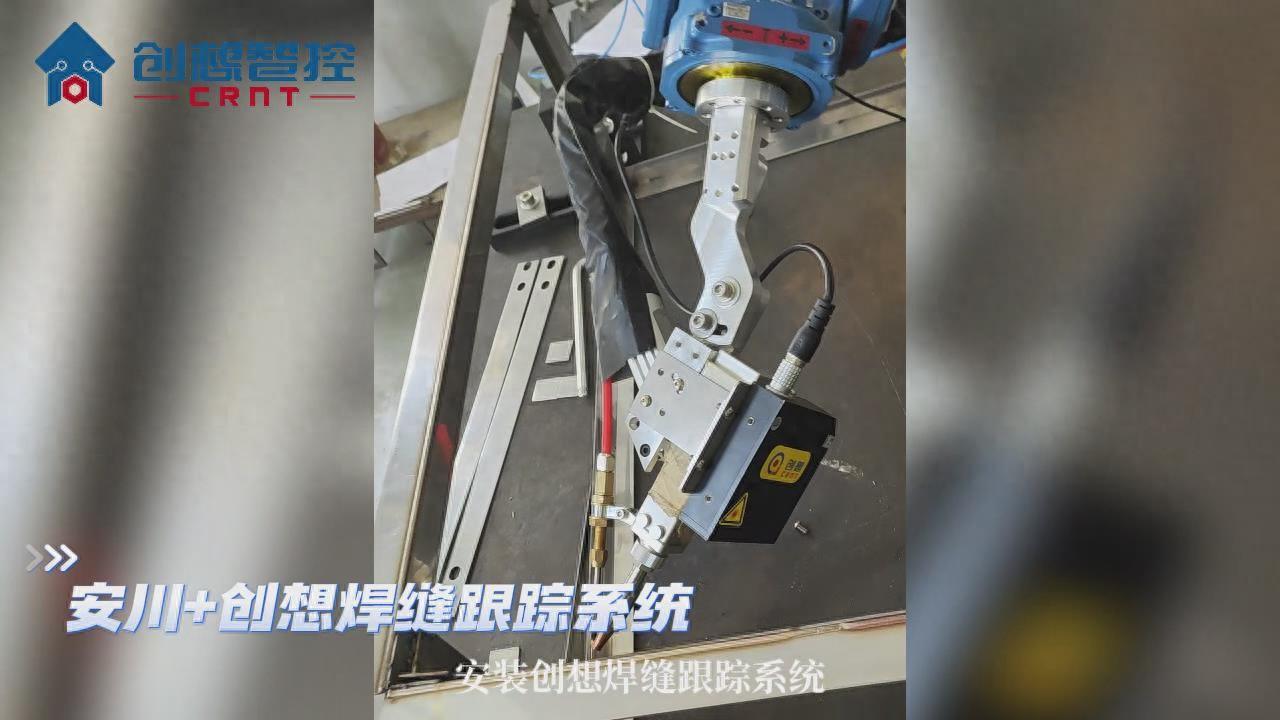
创想智控激光焊缝跟踪系统在H型钢多层多道焊接自动化的应用
问题。今天一起了解创想智控激光焊缝跟踪系统在H型钢多层多道焊接自动化的应用。 激光焊缝跟踪系统原理

创想智控激光焊缝跟踪系统在电气柜框架自动化焊接的应用
随着工业自动化和智能化的不断推进,制造业对高效、精准的自动化焊接需求日益增加。电气柜作为各种工业控制系统的核心组件,电气柜框架的焊接质量直接关系到其整体的稳定性和耐用性。今天一起了解创想智控

激光焊缝跟踪系统:提升焊接效率,确保焊接质量
随着工业技术的不断发展,焊接技术作为连接材料的重要手段,其应用范围日益广泛。而在现代工业生产中,对焊接质量和效率的要求也日益提高。为了解决这一难题,激光焊缝跟踪系统应运而生,它不仅提升

LabVIEW开发二维激光振镜扫描控制系统
LabVIEW的框架下,项目的实现流程可以分为三个主要部分:
系统设计与原理分析:本部分围绕二维激光振镜扫描控制系统的整体架构和功能进行详细介绍。首先阐述了
发表于 12-22 11:00





 工商网监
工商网监
评论