 如何实现焊锡锡量和引脚间距检测功能
如何实现焊锡锡量和引脚间距检测功能
应用背景
在电子元器件生产工艺的焊锡检测过程中,焊锡膏的印刷工艺是伴随着SMT行业应时而生的。焊锡膏的印刷工艺质量的好坏,直接影响下一步的贴片及回流加工工艺能否正常运行。而目前的印刷工艺,主要由人工在将焊锡膏涂抹在钢网上后,目视检查焊锡膏锡量的方法。
伴随着电子元器件不断地更新迭代,随之印刷也不断进行,同时钢网上的焊锡膏锡量也不断变化,传统人工的检测方法极易造成漏检或精度不高等问题,而印刷过程中焊锡膏锡量不足也容易造成少锡、桥连等不良的产生。并且电子元器件引脚间距不达标也会导致影响电子元器件整体的加工效率和精度。
针对上述问题,正运动技术特此开发了焊锡锡引脚间距检测的解决方案。此方案具有检测速度快、可靠性好、生产效率高等特点,在自动化生产线中进行机器视觉焊锡锡量和引脚间距检测具有较好的应用性,同时也有着广泛的市场应用场景。
上期课程,我们讲述了在机器视觉方案中自动识别工件缺口方向的应用案例,本期课程我们将和大家一起分享如何去实现焊锡锡量和引脚间距检测的功能。
一、检测原理
(一)检测需求
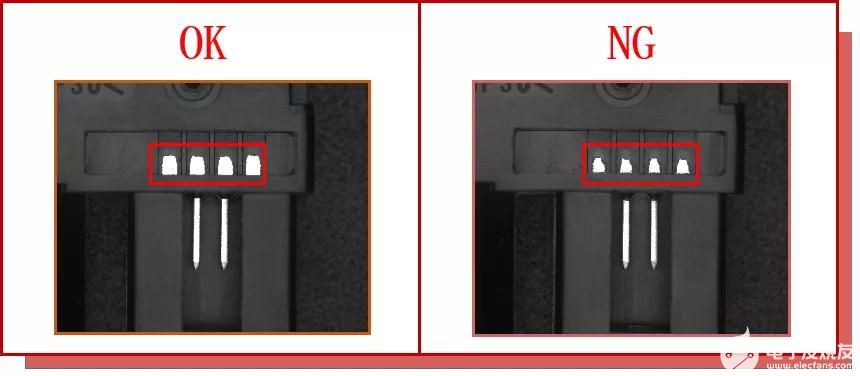
1.检测4个焊锡区域的锡量是否达标。
2.检测两根引脚之间的间距。
3.界面显示引脚间距数据并统计焊锡合格的样品数量,执行机构根据输出的检测结果来执行下一步动作。
(二)软件算法
1.先将图片二值化,计算白色连通区域,遍历每个白色连通区域面积,将合格的焊锡面积作为锡量OK基准,过滤掉不合格的面积,最后计算过滤后的数量是否为实际焊锡数量。
如果数量相同且引脚间距符合标准范围,则输出合格信号并在界面上绘制合格区域,否则输出NG信号并将所有面积重置为-1。
2.检测引脚间距须要用到直线测量器,但是因目标样品位置是随动的,所以需要先经过BLOB分析筛选出引脚区域。
然后遍历所有引脚区域,外接一个最小旋转矩形,得到旋转矩形的中心点,作为测量器位置跟随的基准点来创建变换矩阵,经过测量区域补正来跟随长引脚位置进行直线测量,间距测量。

二、软件实现
1.打开ZDevelop软件:新建名称为“焊锡锡量和引脚间距检测.zpj”项目→新建“HMI”文件→新建“main.bas”文件(用于开启HMI自动运行任务,以及用于界面响应函数)→新建“global_variable.bas”文件(用于定义全局变量以及初始化相关参数)→文件添加到项目。
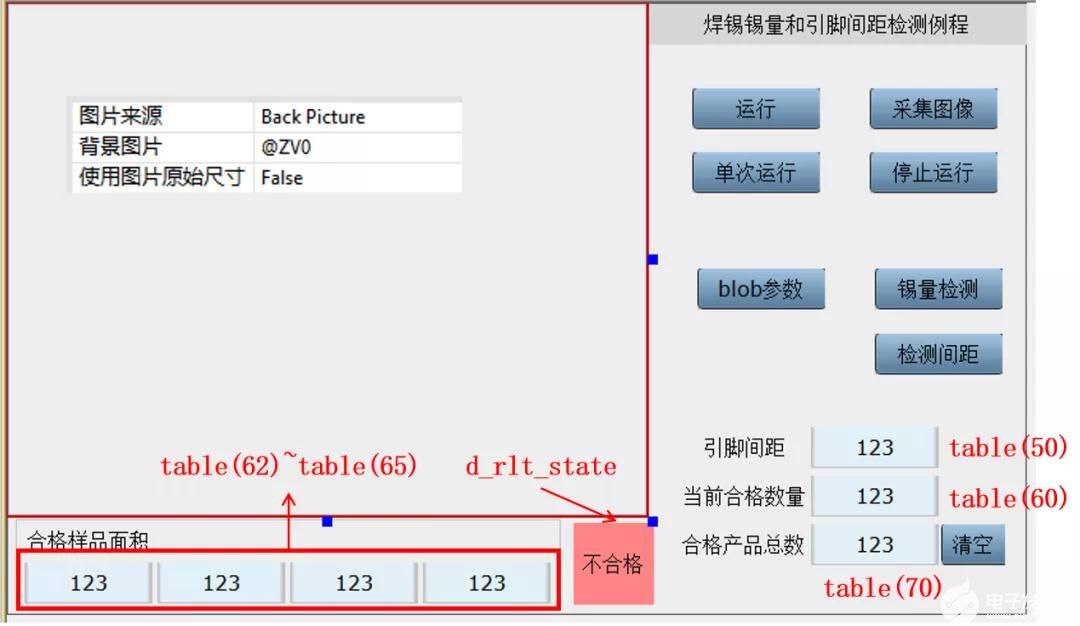
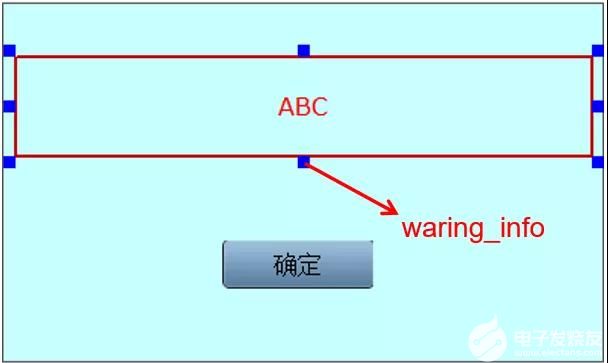
2.设计HMI主界面。

3.关联HMI主界面的控件变量。
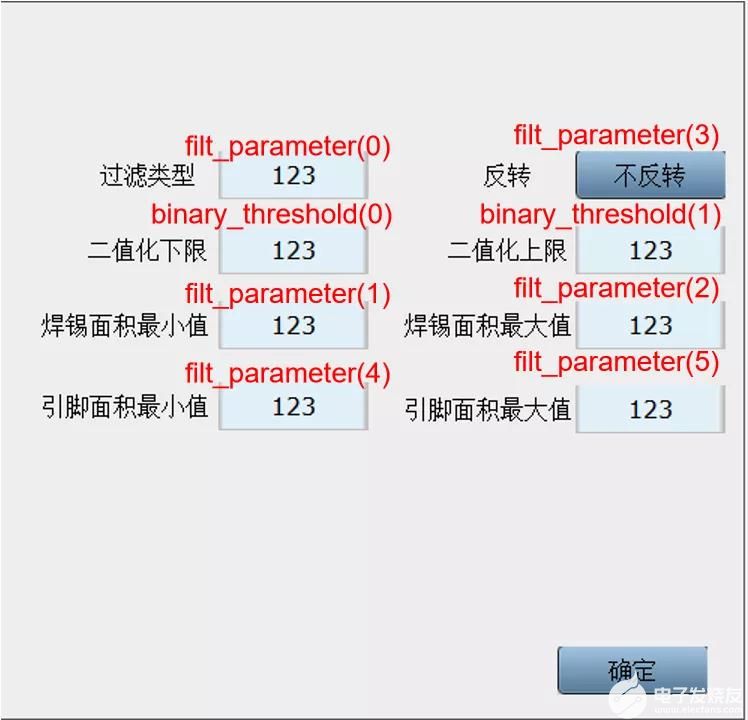
4.关联blob参数设置界面的控件变量。
5.关联弹跳出报警提示信息界面的控件变量。
6.本期课程的代码实现的功能主要使用到的指令是基于形态学的BLOB分析、区域特征运算、测量器的ROI位置补正后再进行测量等相关指令。
(1)二值化
ZV_RETHRESH(参数1:输入图像,参数2:掩膜区域,参数3:二值化得到的区域,输出参数,参数4:设置低阈值,参数5:设置高阈值)
(2)计算连通区域
ZV_RECONNECT(参数1:输入区域,参数2:列表,输出参数)
(3)过滤筛选出需要的区域
ZV_REFILTER(参数1:待过滤的区域列表,列表类型,参数2:区域特征类型,参数3:特征值的下限,参数4:特征值的上限,参数5:是否反向选择)
(4)计算连通区域的面积
ZV_REDIFF(参数1:输入区域,参数2:TABLE 索引,输出参数,依次为 area、cx、cy,即区域的 面积与中心位置 )
(5)计算区域最小外接矩
ZV_RERECT2(参数1:输入区域,参数2:TABLE 索引,输出参数,依次为 矩形中心X坐标、矩形中心Y坐标、矩形宽、矩形高、矩形角度 )
(6)计算刚性变换矩阵
ZV_GETRIGIDVECTOR(参数1:ZVOBJECT类型,矩阵类型,计算的刚性变换矩阵。参数2:变换前向量的x坐标。参数3:变换前向量的y坐标。参数4:变换前向量1的方向。参数5:变换后向量2的x坐标。参数6:变换后向量2的y坐标。参数7:变换后向量2的方向)
(7)直线测量的旋转矩形区域位置补正
ZV_MRGENLINE(参数1:输入测量区域,参数2:补正的变换矩阵。参数3:变换后的测量区域)
(8)测量直线
ZV_MRLINE(参数1:直线测量区域,参数2:测量的目标图像。参数3:测量的结果点,矩阵类型,每行一个点。参数4:TABLE索引,依次为x1、y1、x2、y2,即直线端点坐标)
三、操作演示
(一)操作步骤
查看运行效果:将项目下载到控制器中→点击采集图像→点击blob参数(设置blob分析时的输入参数)→点击锡量检测(检测焊锡的锡量)→点击检测间距(进行引脚间距测量)→点击单次运行(查看当前样品检测结果)→点击运行(查看连续运行效果)→结束。
(二)效果演示
本次,正运动技术机器视觉运动控制一体机应用例程丨焊锡锡量和引脚间距检测,就分享到这里。
审核编辑:汤梓红
-
电子元器件
+关注
关注
133文章
3375浏览量
106351 -
机器视觉
+关注
关注
162文章
4417浏览量
120853 -
自动化
+关注
关注
29文章
5654浏览量
79796
发布评论请先 登录
相关推荐
焊锡机厂家大研智造:引领锡球焊锡机和全自动焊锡机发展的“领航者”
怎么检测锡膏的好坏?
激光焊锡和激光焊接的原理区别

大研智造 探秘激光锡球全自动焊锡机在耳机端子制造中的应用方案

不同锡丝的激光焊锡使用
LED锡膏在性能上相较于普通锡膏有什么区别?

PCBA加工中如何控制好锡膏印刷?
SMT贴片加工中,焊锡膏、锡膏与助焊膏有什么区别?

影响激光焊锡膏的最佳工作温度和时间的因素?
smt锡膏上锡不饱满的原因有哪些?

连接器引脚连锡原因有哪些
STM8S 207S8T6C供电焊锡融化怎么解决?
为什么说“AOI检测”是SMT焊接质量的把关者?
什么是SPI锡膏检测仪?

揭秘:PCB电子激光焊锡技术的检测方法与应用范围





 工商网监
工商网监
评论