 通孔插装元件(THC)再流焊工艺介绍
通孔插装元件(THC)再流焊工艺介绍
摘要:通孔元件再流焊工艺(Pin-In-HoleReflow,PIHR),是把引脚插入填满焊膏的插装孔中,并使用再流焊的工艺方法,可实现对通孔元件和表面贴装元件(SMC/SMD)同时进行回流焊。相对于传统工艺,它在经济性、先进性上都有很大的优势。PIHR工艺是电子组装中的一项革新,可以替代波峰焊、选择性波峰焊、自动焊接机器人、手工焊。
关键词:通孔插装元件、焊膏施加量的计算方法、焊盘设计、通孔元件的模板设计、施加焊膏方法、通孔元件再流焊工艺控制。
由于电子产品越来越重视小型化、多功能,使电路板上的元件密度越来越高,许多单面和双面板都以表面贴装元器件(SMC/SMD)为主。但是,由于连接强度、可靠性和适用性等因素,某些通孔元件仍然无法片式化,特别是周边连接器。在传统SMT混装工艺中,通孔插装元件大多采用波峰焊、选择性波峰焊、自动焊接机器人、手工焊,这些传统方法,尤其是波峰焊和手工焊接的质量远不如再流焊的质量;目前很多电子产品通孔元件的比例只占元件总数的10%~5%甚至以下,采用波峰焊、选择性波峰焊、自动焊接机器人、手工焊及压接等方法的组装费用远远超过该比例,单个焊点的费用很高。因此,通孔元件再流焊技术日渐流行。
通孔插装元件采用再流焊替代波峰焊(即纯再流焊工艺)已成为当前SMT工艺技术发展动态之一。
1.通孔元件再流焊工艺的优、缺点及应用
通孔元件再流焊工艺与波峰焊工艺相比具有工艺简单、焊接质量好、成本低等优点,主要应用于表面贴装元器件(SMC/SMD)与通孔元件的混装工艺中,用2次或3次再流焊工艺替代传统的波峰焊工艺。通孔元件再流焊工艺起源于日本SONY和ALPS公司,最初应用于电视调谐器。我国在20世纪90年代中期从日本引进这种技术,当时国内无锡无线电六厂、上海金陵无线电厂、成都8800厂、重庆测试仪器厂、深圳东莞调谐器厂等几个调谐器生产厂应用了此技术,获得了很好的效益,目前在CD、DVD激光机芯伺服板及DVD-ROM伺服板、笔记本电脑主板等领域都有了广泛的应用。
1.1通孔元件再流焊与波峰焊相比的优点
①可靠性高,焊接质量好,不良比率DPPM可低于20。
②虚焊、桥接等焊接缺陷少,修板的工作量减少。
③PCB板面干净,外观明显比波峰焊好。
④简化了工序。由于省去了点(或印刷)贴片胶工序、波峰焊工序、清洗工序,使操作和管理都简单化。因同一产品中使用的材料和设备越少越容易管理。而且再流焊炉的操作比波峰焊机的操作简便得多,无锡渣的问题,劳动强度低。
⑤降低成本,增加效益。采用此工艺后,免去了波峰焊设备和清洗设备、波峰焊和清洗厂房、波峰焊和清洗工作人员,以及大量的波峰焊材料和清洗剂材料。虽然免清洗焊膏的价格略高于非免清洗焊膏的价格,但总体来看可大大降低成本,增加效益。
1.2通孔元件再流焊与波峰焊相比的缺点
① 在通孔回焊过程中焊膏的用量比较大,助焊剂挥发物质的沉积对设备的污染较大,因而需要加强对回流炉助焊剂的回收管理。
② 许多通孔元件无法承受回流焊温度,要求元件耐高温,因此增加了元件的成本。
③有些产品需要制作专用模板和焊接工装,价格较高。
④ 需要同时兼顾通孔元件和贴片元件,使工艺难度增加。
1.3用再流焊替代波峰焊可以完成的混装方式
⑴ 单面混装(a)
A面印SMC/SMD焊膏 → 贴装SMC/SMD → 再流焊1 → 翻转PCB → B面印刷THC焊膏 → 翻转PCB → A面插装THC → 再流焊2,见图1。
⑵单面混装(b)
B面印SMC/SMD焊膏 → 贴装SMC/SMD → 再流焊1 → B面用管状印刷机印刷或点膏机施加THC焊膏 → 翻转PCB→ A面插装THC → 再流焊2,见图2。
简单的组装板,可以采用带台阶(两种不同厚度)的模板,对SMC/SMD与THC同时印刷焊膏,先贴,后插,然后同时再流焊。
⑶双面混装
B面印焊膏 → B面贴装SMC/SMD → 再流焊1→翻转PCB→ A面印SMC/SMD焊膏→ 贴装SMC/SMD → 再流焊2 → 管状印刷机印刷或点膏机在B面施加THC焊膏 → A面插装THC → 再流焊3,见图3。
组装密度不大的组装板,也可以先对A面SMC/SMD印焊膏、贴装、再流焊;然后在B面采用带台阶(两种不同厚度)的模板,对SMC/SMD与THC同时印刷焊膏,先贴,后插,然后同时再流焊。

图1 单面混装(a)
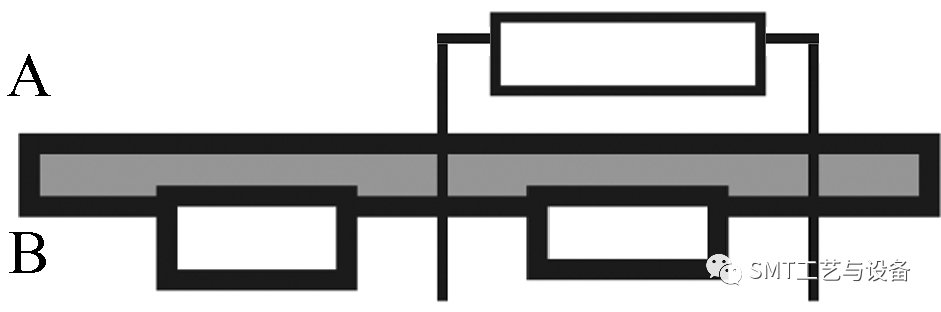
图2 单面混装(b)
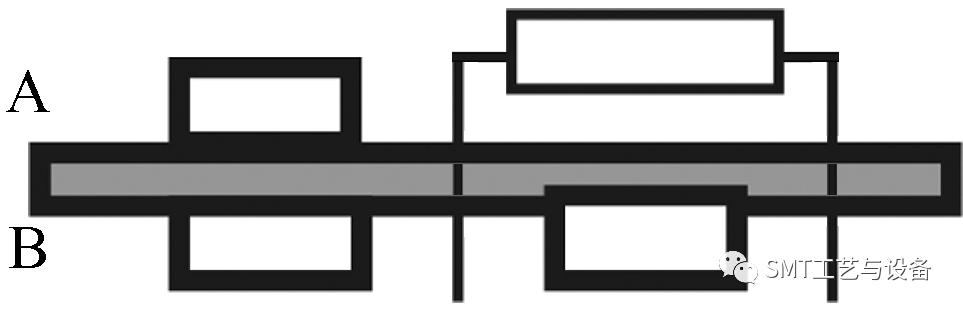
图3 双面混装
1.4 SMT混装时采用再流焊替代波峰焊工艺的适用范围
⑴大部分SMC/SMD,少量THC的产品,特别是一些通孔连接器的场合。
⑵THC的外包封材料要求能经受再流焊炉的热冲击,如线圈、接插件、屏蔽等。
由于THC设计时是按照传统手工焊和波峰焊考虑的,元件面和焊接面在PCB的两面,有一些元件的外封装材料不能经受高温冲击,如铝电解电容、国产的接插件、塑封器件等不适合再流焊工艺。
⑶如果产品上有个别不能经受再流焊炉热冲击的元器件,可以采用后附(后焊)手工焊接、焊接机器人等方法解决。
2.通孔元件再流焊工艺对设备的特殊要求
目前,通孔元件再流焊工艺大多采用印刷焊膏;贴片机贴装SMC/SMD;插装通孔元件(THC)的方法大多为手工插装,国外也有公司采用专用的机械爪吸嘴使用贴片机插装通孔元件;SMC/SMD与THC可以分别、也可以同时进行再流焊。
通孔元件再流焊工艺主要对印刷和再流焊设备有一些要求
2.1印刷设备
双面混装时,因为在THC元件面已经有焊接好的SMC/SMD,因此不能用平面模板印刷焊膏,需要用特殊的立体式管状印刷机或点焊膏机施加焊膏。
2.2再流焊设备
焊接THC时,再流焊炉必须具备整个炉子各温区都能上、下独立控制温度的功能,并且能够使再流焊炉底部温度调高。这是由用再流焊炉焊接THC与焊接SMC/SMD时的不同情况而决定的。
SMC/SMD再流焊时,元件面和焊接面都在上面,由于SMC/SMD设计时已经考虑到元件面和焊接面在同一面,外封装材料都能经受得住再流焊热冲击。双面采用相同的温度曲线即可。
THC再流焊时,元件面在上面,焊接面在下面,因此要求炉温分布情况恰好与SMC/SMD再流焊时相反。THC再流焊要求炉子导轨下面(焊接面)是高温,需要把炉子导轨上面(元件面)的温度调低,因此再流焊炉必须具备整个炉子各温区都能上、下独立控制温度的功能。
由于通孔元件的元件体比较大,焊点的焊锡量比SMC/SMD多,插装元器件的焊接面、元件面,以及插装孔中都必须填满焊料,因此热容量大,要求炉温高一些。必须选择炉温比较高、温度均匀的热风炉或热风+远红外炉。
根据产品的具体情况,通孔元件再流焊工艺的焊接设备可采用以下几种方法来解决
①采用现有的再流焊炉,对温度曲线进行调整。
②现有的再流焊炉,采用反光材料加工专门的屏蔽工装,保护通孔元件的封装体。
焊接THC时,设备的顶部(元件面)可采用一些白色、光亮(反光)材料,或采用白色、光亮(如锡箔、铝箔)材料加工专门的焊接工装。
③采用专用设备,如SONY公司采用“点焊回流炉”。
3.通孔元件再流焊工艺对元件的要求
通孔元件再流焊工艺要求通孔元件的封装体能耐受回流炉的高温和时间的考验,另外,对引脚的成形也有一定的要求。具体要求如下。
⑴ 元件封装体能耐受的温度和时间:>230℃/65s(锡铅工艺);>260℃/65s(无铅工艺)。
以下是能够承受回流焊温度的树脂材料
l 液晶聚合物(LCP)。这种材料相对较昂贵,在薄壁铸模中能保持紧密公差,并具有很好的薄壁硬度。
l 聚亚苯基硫化物(PPS)。这种材料具有很好的流动性。
l 聚二甲基环化己烯对苯二酸酯(PCT)。
l Polyphthalamide(PPA)。
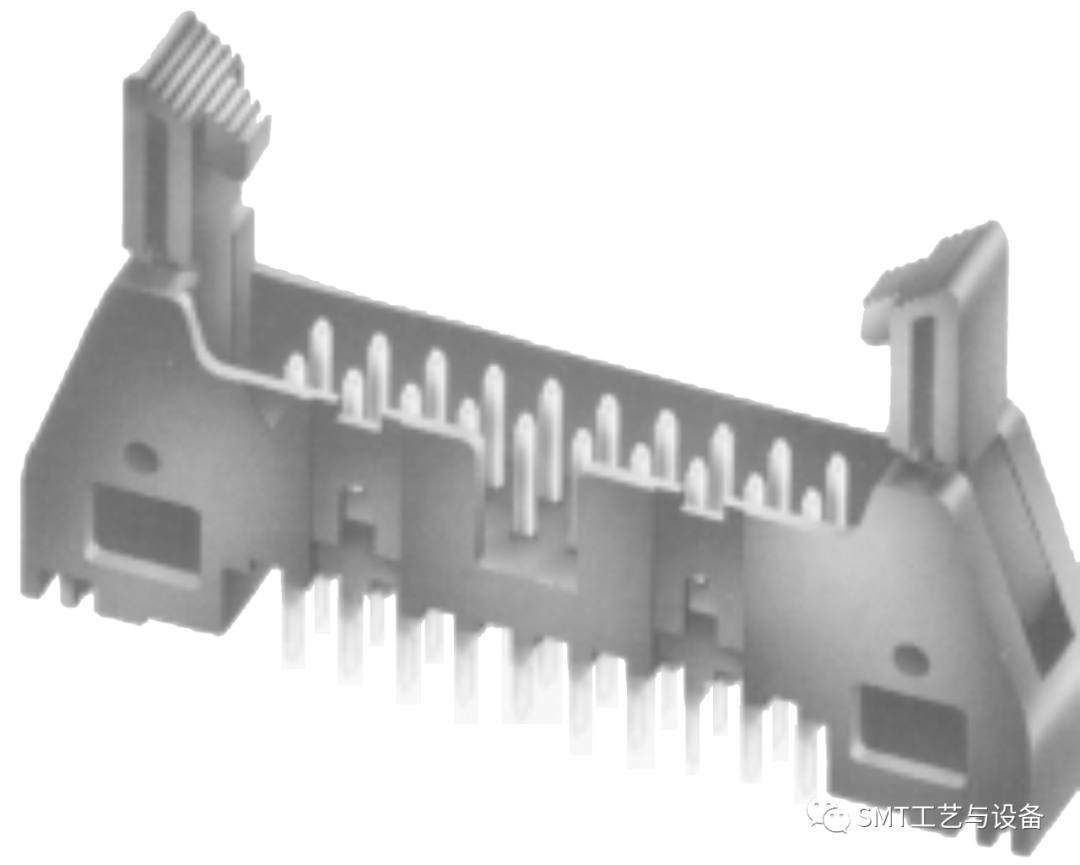
图4 可用于通孔再流焊的连接器
⑵ 元件的引脚长度应和板厚相当,插装后使其有一个正方形或U形截面(长方形为好)。
为了避免元件引脚带走焊膏,造成锡量不足,元件引脚的末端应设计成尖头形状。同时,引脚有一个正确的长度非常重要,插装之前预先成形、把引脚剪短,引脚长度应达到比PCB板厚长1.5mm或更短的条件。如果引脚过长,会顶走焊膏,造成焊点锡量不足。
⑶如果有铝电解电容、国产塑封器件,应采用后附手工焊接的方法解决。
4.通孔元件焊膏量的计算
通孔元件(THC)再流焊工艺主要对焊膏的施加量有特殊的要求,因为通孔元件不仅焊接面、元件面需要焊膏,插装孔中也需要填充焊膏,因此PIHR工艺成功的关键是精确计算印刷所需要的焊膏量。
通孔插装元件的焊膏施加量计算方法为:首先根据理想固态金属焊点的结构计算出固态金属焊点的体积,然后再计算焊膏体积。
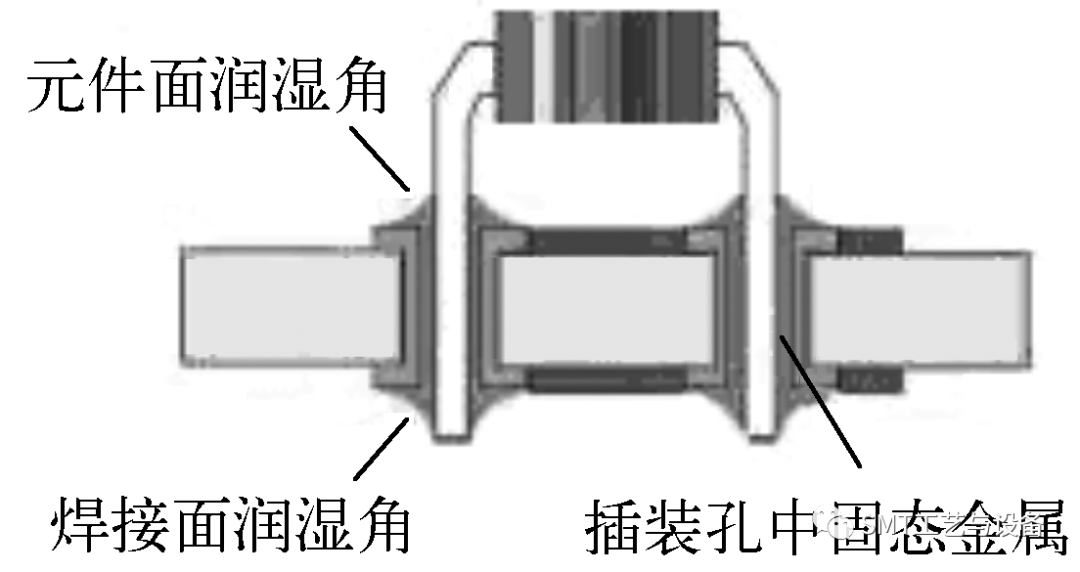
图5是理想的固态金属焊点示意图。从图中可以看出,理想的固态金属焊点要求固态金属完全覆盖(润湿)焊接面(底面)和元件面(顶面)的焊盘,形成半月形的焊点,同时要求固态金属100%填充插装孔。因此需要的焊膏量比表面组装的SMC/SMD要多许多。根据经验,大约是SMC/SMD的3~4倍左右(焊膏量与PCB插孔直径和插孔的焊盘大小有关——成正比关系)。
由于不同的焊料合金组分、引脚条件、回流特点等因素的变化,很难准确地计算焊接润湿角的形状和体积,因此可以采用较简易的近似方法来确定固态焊点的体积。
从图5中可以看出:
理想固态金属焊点体积=焊接面和元件面润湿角固态金属体积+插装孔中固态金属体积
(插装孔中固态金属体积=电镀后的通孔总体积-元件引脚的体积)
当计算出焊点的固态金属体积后,再计算所需焊膏的体积,这是合金类型、流量密度及焊膏中金属质量百分比的函数。
由于印刷用焊膏中焊料合金只占大约50%的体积,另外50%的体积是助焊剂、溶剂和其他添加剂,它们在焊接温度下会挥发、消失在空气中。所以,理想的焊膏体积≈固态金属体积×2。
如果采用点胶机滴涂焊膏工艺,焊料合金与助焊剂的体积比更低,焊膏的体积还需增加,大约是:理想的焊膏体积=固态金属体积×2.5。因此,采用点焊膏工艺时,也要掌握好适当的焊膏量。
根据以上分析,通孔元件的焊膏印刷量可以用下面的简易计算方法进行计算:
通孔中的焊膏量=(VpthVpin)×2
式中 2——补偿焊膏在回流焊中的收缩因子;
Vpth——通孔圆柱体的体积,=R²h(R为通孔圆柱体的半径);
Vpin——引脚圆柱体的体积,=r²h(r为引脚圆柱体的半径);
h——PCB的厚度。
PCB上、下表面焊盘的焊膏量也可根据焊盘尺寸采用较简易的近似方法来计算。
5.通孔元件的焊盘设计
通孔元件(THC)再流焊工艺的焊盘设计主要有以下要求。
①需要根据引脚的直径设计插孔直径,孔径不能太大,大孔径会增加焊膏的需求量。
PCB金属化孔后的直径应比圆形引脚的直径大0.3~0.4mm,比方形引脚的对角线大0.1~0.15mm,见图6。PCB钻孔的尺寸应再大0.15mm,这是电镀补偿的要求。一般建议手工插装孔直径比引脚直径大20%,机器自动插装孔直径比针直径大20%~50%,较少端子时插装孔直径可小一些。
② 插孔底面和顶面的焊盘也不能太大,大焊盘会增加焊膏的需求量。
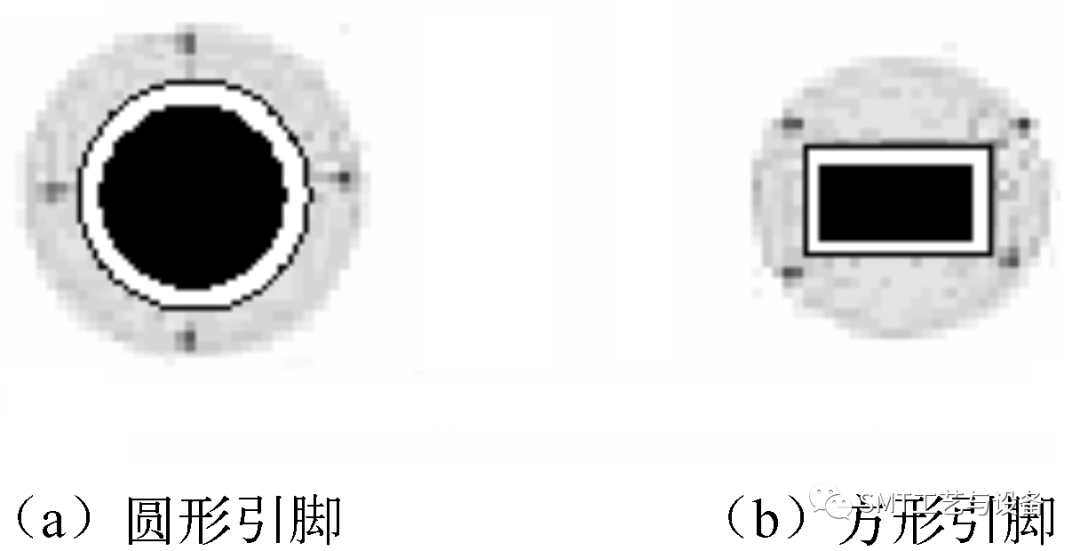
图6 圆形引脚与方形引脚焊盘设计
6. 通孔元件的模板设计
THC的模板设计要根据通孔元件的孔径、焊盘尺寸及焊膏量的计算精确完成。
对于简单产品的单面组装板采用印刷工艺时,可以加工0.2~0.3mm厚的模板。贴片元器件的开口尺寸可以缩小,通孔元件的开口尺寸可以放大,并设计成方形开口,因为方形开口的漏印量比圆形开口大。印刷时还可以根据情况,通过增加印刷次数等措施适当增加焊膏的漏印量。
对于复杂产品的双面组装板采用印刷工艺时,一般采用两次印刷的套印工艺,即采用两块模板,分两次印刷。一块薄模板是印刷SMC/SMD用的,一块厚模板是印刷通孔元件(THC)用的。二次印刷的模板加工时需要将SMC/SMD焊膏图形处的模板底部减薄(掏空),不开口,作为掩膜用,只对THC元件的焊盘开出窗口。这种方法比较复杂,而且需要2台印刷机,但能够精确控制焊膏量。
模板的设计方法和要求如下
⑴ 模板厚度
选择模板厚度必须经过仔细的考虑,一般使用0.15~0.20mm的厚度。
⑵ 开孔形状
模板开孔形状设计成方形开口。因为在圆形直径与正方形的边长相同的情况下,方形开口的焊膏漏印量比圆形开口大。例如计算:长、宽、高均为1mm的正方体与直径和高度均为1mm的圆柱体的体积,因为正方体的体积=长×宽×高,圆柱体的体积=R²h,计算结果为:正方体的体积=1mm3,圆柱体的体积≈0.785mm3,正方体的体积比圆柱体的体积大,见图7。
对于PCB上特别大的开孔,应使用“分解饼形”,将圆形区域分割成4个部分,避免印刷时刮刀嵌入开口中,造成印刷量减少,见图8。
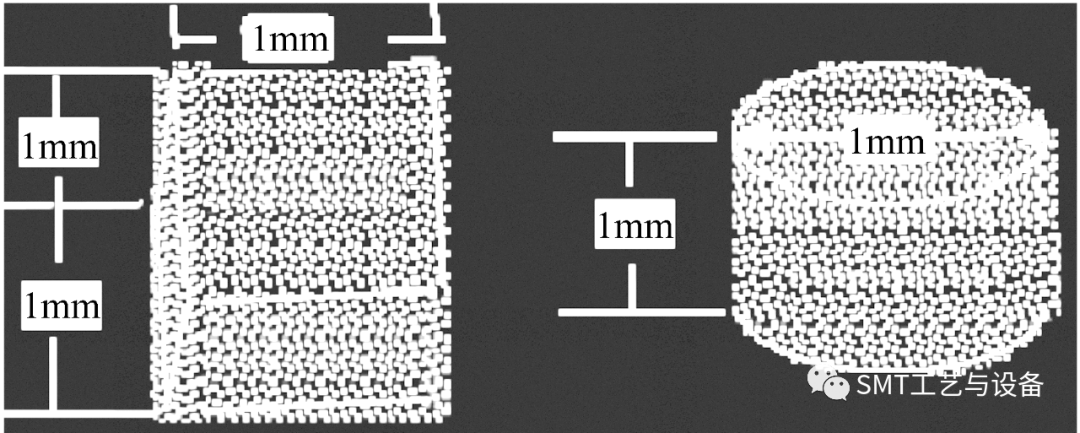
图7 正方体的体积比圆柱体的体积大
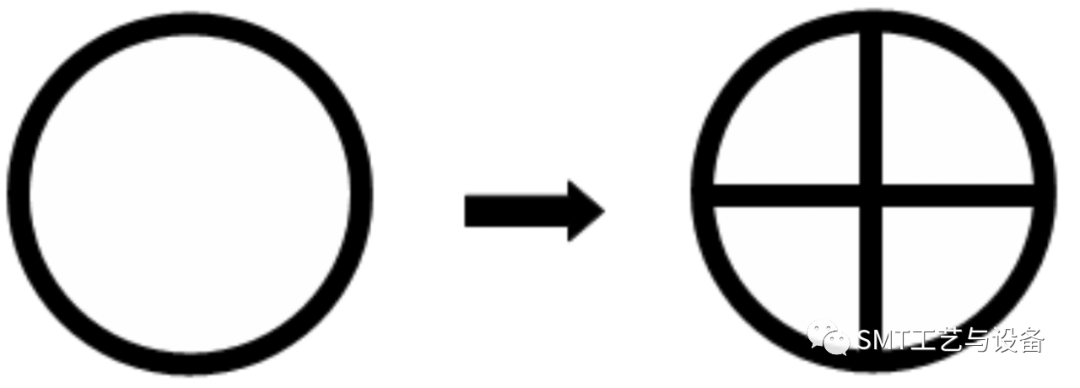
图8 特大孔的模板开口设计
⑶ 开孔尺寸
为了使焊膏很好地充填PCB通孔,模板开孔尺寸应比焊盘放大一些,放大的量要根据对THC焊膏量的精确计算来确定。确定涂敷的焊料体积和PCB通孔充填之间的关系非常重要,需要通过反复试验,可以绘制出焊料体积和PCB通孔充填程度之间的关系曲线。
由于模板开孔尺寸比焊盘大,故部分焊膏将涂在阻焊层上,故还需要通过试验确认回流焊后不会出现锡珠。
⑷ 印锡间距
焊膏加热时,黏度随温度的升高而降低,焊膏图形有坍塌或溢散的趋势,使相邻焊盘间焊膏坍塌粘连的可能性增大。焊膏坍塌的程度与焊膏图形的尺寸、高度(厚度)、焊膏本身的性能(热坍塌性)、升温斜率等因素有关,因此相邻的开口之间需要适当的间隙,回流时可以避免最热点从相邻焊盘吸收焊料,导致相邻焊盘的锡量不足。一般情况下,相邻开口之间大致需要有0.2mm的间隙,但要将开口尺寸、高度及焊膏配方与相邻焊盘印锡间距联系起来,进行反复试验后确定最佳的相邻焊盘印锡间距设计。
⑸ 刮刀的印刷方向
在设计模板时,还要考虑刮刀的印刷方向。对于较小直径引脚尤为重要,如果刮印方向与两列开孔垂直,会造成焊膏充填不足而且一致性差;如果刮印方向与两列开孔平行,焊膏充填量充足并且一致性好。
7.施加焊膏工艺
由于通孔元件再流焊的焊膏量比较多,因此施加焊膏的难度较大。能否施加足够的焊膏量是通孔元件再流焊工艺的关键。通孔元件再流焊工艺施加焊膏有4种方法:管状印刷机印刷、点膏机滴涂、模板印刷、印刷或滴涂后加焊料预制片。
7.1点膏机滴涂
点膏机滴涂的方法需要配置点胶机。工艺过程是:滴涂焊膏→插装通孔元件→回流焊,见图9。
需要注意的问题有:
①滴涂用的焊膏黏度应比印刷的低一些;
②滴涂的焊膏量应比印刷的多一些;
③点膏工艺要通过针孔直径的选择、时间、压力、温度等控制来保证焊膏量的一致性。
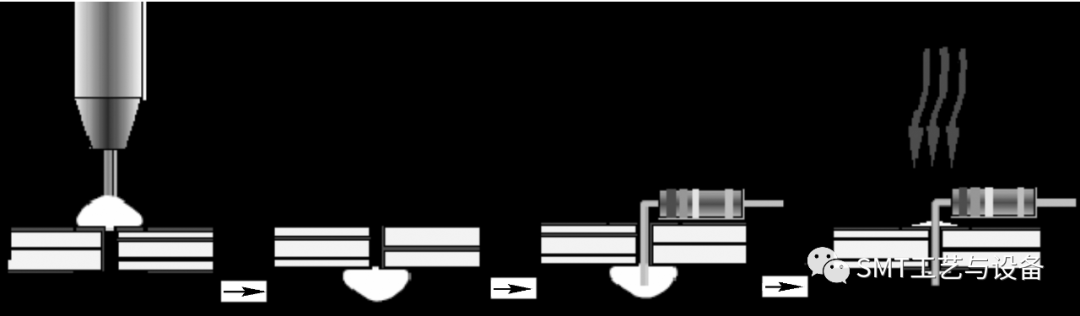
图9 点膏机滴涂工艺示意图
7.2 管状印刷机印刷
双面混装时,因为在THC焊接面已经有焊接好的SMC/SMD,因此不能用平面模板印刷焊膏,需要用特殊的立体式管状印刷机或点焊膏机施加焊膏。我国上海现代科技开发公司仿造了SONY公司的SS-MD立体针管式焊膏印刷机,已经应用于国内调谐器生产厂。这种印刷机需要用特制的模板配合使用。图10是管状印刷机印刷原理示意图。
管状印刷机使用的焊膏要求流动性好,黏度比印刷用的焊膏低一些,大约为240±30 Pa.s。
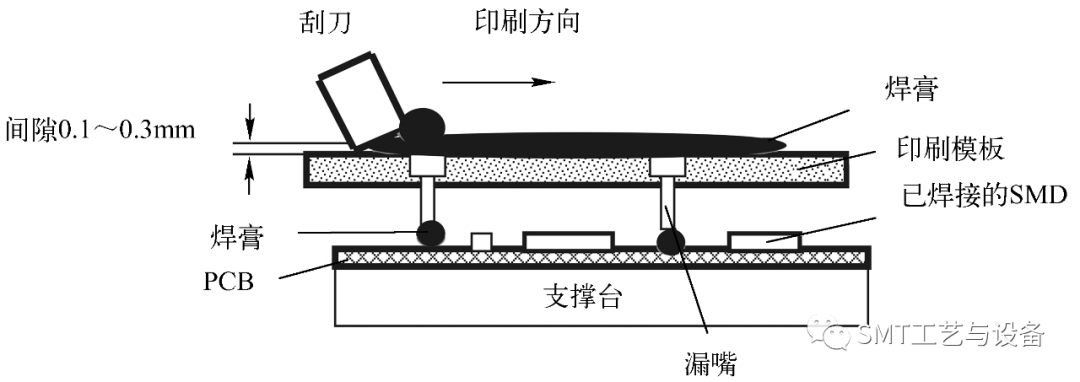
图10 管状印刷机印刷原理示意图
图中:
印刷模板——厚度为3mm,主要由铝板及许多漏嘴组成,要求平面度好,无变形。
漏嘴——漏嘴的作用是使焊膏通过其漏到PCB板上。漏嘴的数量与元件脚的数量相同;漏嘴的位置与元件脚的位置相对应,以保证焊膏正好漏在需要焊接的元件插装孔位置;漏嘴的尺寸可以选择,以满足不同焊锡量的要求,即漏嘴的大小合适,太大引起焊膏过多而短路,太小引起焊膏过少而少锡;漏嘴下端与PCB之间的间距为0.3mm,目的是保证焊膏可以容易地漏印在PCB上。
刮刀——采用不锈钢材料,无特别的要求。刮刀与模板之间间距为0.1~0.3mm,角度为9°。
印刷速度:在机器设置完成后,印刷速度可调节,印刷速度的快慢对焊膏的漏印量有较大的影响。
7.3模板印刷
模板印刷是应用最广泛,也是最简单、一致性最好的工艺。
根据组装板的复杂程度,模板印刷有3种方法:单面一次印刷;台阶式模板,单面一次印刷;套印,单面二次印刷。
① 单面一次印刷
这种方法是SMC/SMD与THC同时印刷,一次完成,适用于简单的单面板。
此方法的模板厚度优先考虑适合板上的SMC/SMD。通孔元件需要扩大开口,因此一部分焊膏量被印进通孔中,其余印在 PCB 表面。这样做虽然简便,但是很容易造成锡量不足,见图11。
为了增加焊膏量,可以采取双向印刷(图12)、增加通孔直径(图13)、减小焊膏黏度(图14)、减小刮刀角度(图15)等措施。
(a) 增加焊膏量措施1:双向印刷,见图12。这种方法是往返印刷2次。
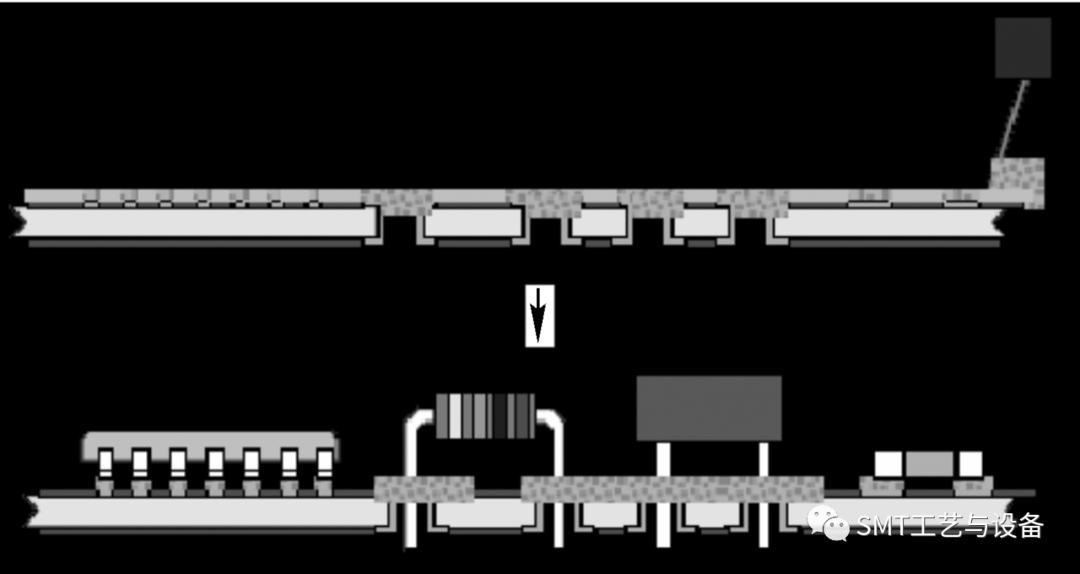
图11 单面一次印刷示意图
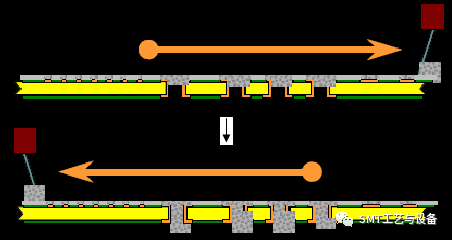
图12 双向印刷示意图
(b) 增加焊膏量措施2:增加通孔的开口直径,见图13。

图13 增加通孔的开口直径示意图
(c) 增加焊膏量措施3:减小焊膏黏度,见图14。

图14 减小焊膏黏度示意图
(d) 增加焊膏量措施4:减小刮刀角度,见图15。
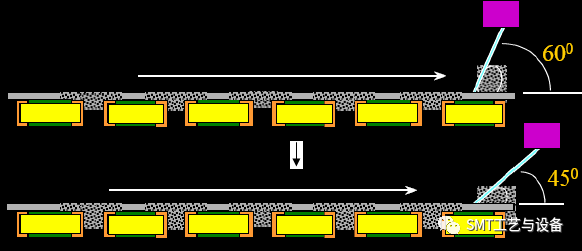
图15 减小刮刀角度示意图
② 台阶式模板,单面一次印刷
台阶式模板(见图16)是通过对SMC/SMD处钢板减薄工艺实现的,其中较厚的区域专为通孔元件而设计。这种方法焊膏量控制比较精确,操作成本较低。
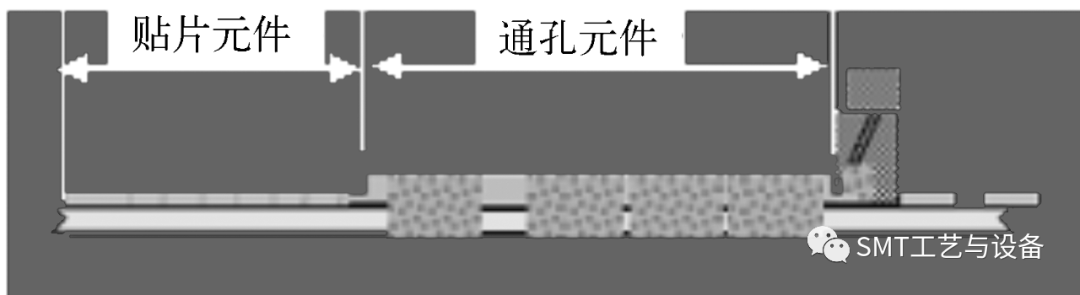
图16 台阶式模板示意图
③ 套印,单面二次印刷
套印工艺,即采用两块模板,分两次印刷。这种方法适用于既有需要较薄模板的SMC/SMD,又有对焊锡膏量要求大的多列异形、通孔元件的复杂情况。
这种方法需要两块模板,一块薄模板是印刷SMC/SMD用的,一块厚模板是印刷通孔元件(THC)用的。二次印刷的模板加工时需要将SMC/SMD焊膏图形处的模板底部减薄(掏空),不开口,作为掩模用,只对THC元件的焊盘开出窗口,见图17。
另外,套印工艺必须使用两台排成一列的模板印刷机。第一台印刷机用薄模板,将焊膏印刷在表面贴装元件SMC/SMD焊盘上;第二台印刷机用厚模板,只对THC焊盘印刷,由于SMC/SMD的焊膏图形处有掩模,因此不影响前次印好的焊锡膏图形。套印的工艺方法比较复杂,但能够精确控制焊膏量。
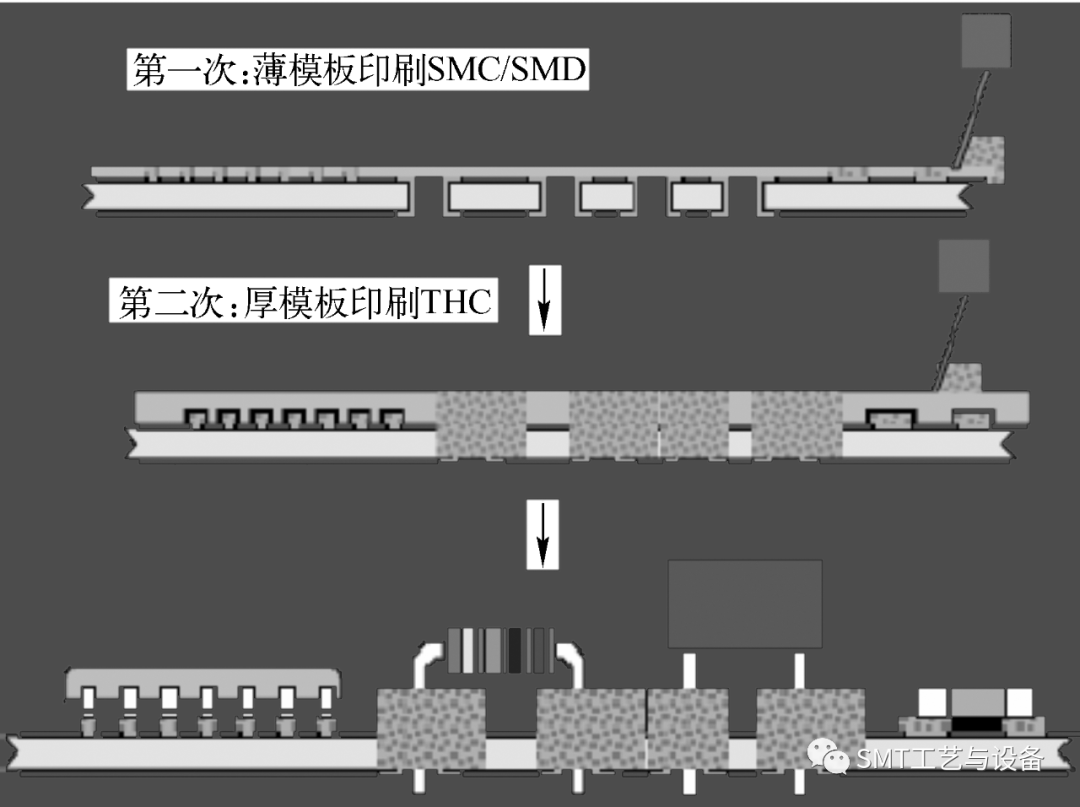
图17 套印工艺示意图
⑷ 预置焊料预制片法
焊料预制片,也称预成形焊片。预制片是100%焊料合金冲压出来的。目前已经有公司可以提供敷有助焊剂的预成形焊片,如同片式元件一样进行编带包装,见图18。可以使用贴片机进行高速取/放。回流焊时,附加的预成形焊片与焊膏一起熔化,以获得精确的焊料体积。预成形焊片是提供形成高质量互连所需焊料体积的另一种方法。
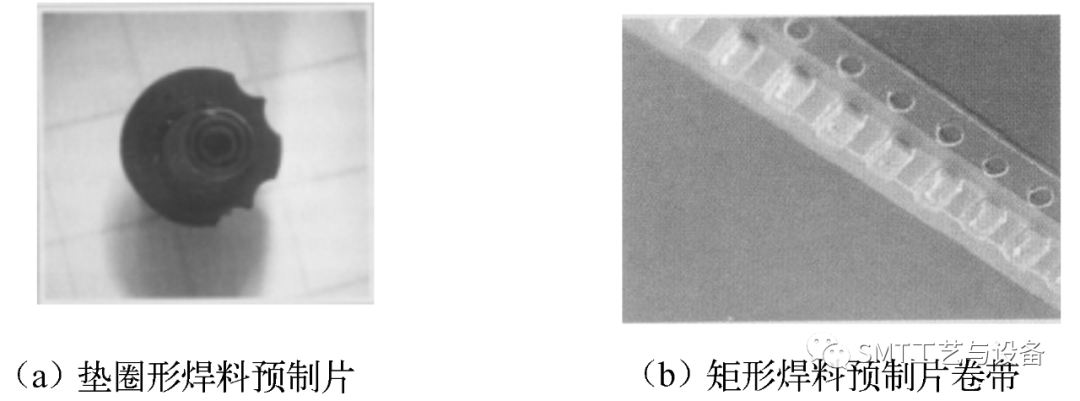
图18 焊料预制片
焊料预制片的应用与优点为:由于THC的焊膏量比SMC/SMD的焊膏量多许多(约3~4倍),当THC引出端子较少时,可采用增加模板厚度和开口尺寸的措施解决;点焊膏工艺时,可通过增加焊膏量的滴涂量来解决。但是,当THC引出端子较多时,如PGA矩阵连接器的端子(针)很多,如果增加模板厚度,会影响印刷质量;如果增大开口尺寸,受到引脚间距的限制会引起焊膏粘连,导致产生大量的锡珠。采用先印刷或滴涂焊膏后,再在焊膏图形旁边(末端)增加焊料预制片的方法,由于预制片是100%焊料合金,不会增加助焊剂的量。因此,当焊膏量不能满足要求时,采用焊料预制片能实现既增加了形成理想焊点的合金量,同时又避免焊膏粘连和锡珠的产生。
焊料预制片有以下几种放置方法
① 加工适当的吸嘴,用贴片机将垫圈形焊料预制片贴装在通孔元件的焊盘上。
② 通过模具将垫圈形焊料预制片预先套在引脚上。
这种方法需要根据垫圈形焊料预制片的外径、内径和厚度,加工一个与连接器引脚(针)相匹配的矩阵模具,见图19。
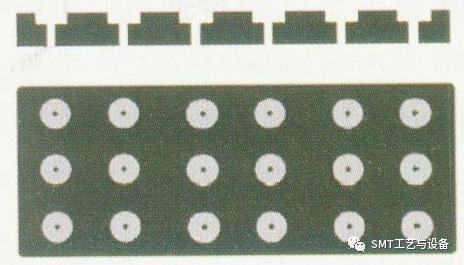
图19 与连接器引脚(针)相匹配的矩阵模具
放置焊料预制片的过程是:先将预制片撒在模具上振动,筛入模具的每个钻孔内,并将多余的预制片清除掉;再将连接器的引脚压入模具的孔中;最后收回(拔出)连接器,收回连接器时由于焊片比较软,模具中的预制片便分别套在每个引脚上,见图20。然后,再进行插装元件和再流焊。
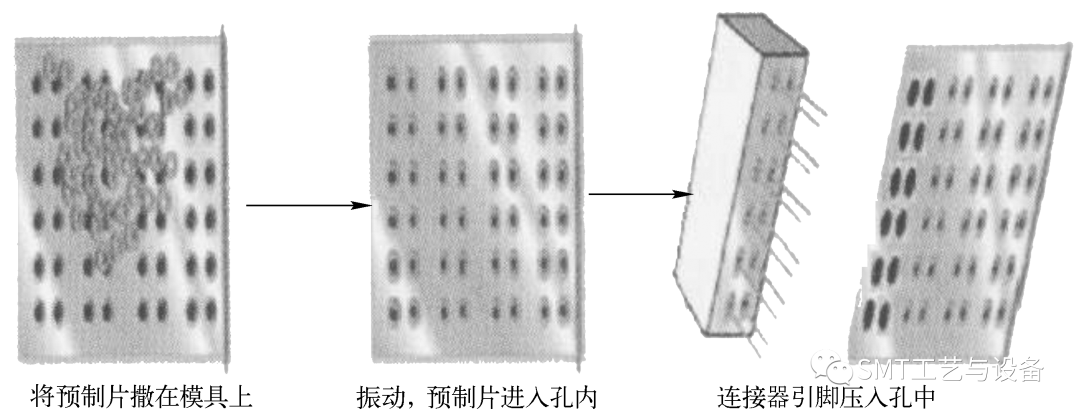
图20 通过模具将垫圈形焊料预制片预先套在引脚上
③ 用贴装机将矩形焊料预制片放置在通孔焊盘末端的焊膏上。
这种方法是先在通孔焊盘上印刷焊膏,然后如同贴装片式元件一样,使用贴片机高速取/放矩形焊料预制片,见图21。回流焊时,附加的预成形焊片与焊膏一起熔化,以获得精确的焊料体积。
图21 焊料预制片放置在通孔焊盘末端的焊膏上
8. 插装工艺
目前大多采用人工方法插装通孔元件。插装时使用辅助定位夹具将有助于元件对位,提高手工插装效率。手工贴装的缺点是速度低,并且精度不稳定。
现在有一些自动贴片机(如环球和松下某些型号的贴片机),采用特殊的、为每种通孔元件的封装专门设计的吸嘴,能够贴装异形和通孔元件;元件可采用管式、卷轴式、盘式等包装,送料器直接安装在贴装机上。自动贴装具有精确、可靠和高速的优点。目前可以进行自动贴装的通孔元件也越来越多。
插装元件的要求如下。
①必须采用短插,元件的引脚不能过长。
元件的引脚不能过长,长引脚也会吸收焊膏量,其针长要与PCB的厚度和应用类型相匹配,插装后在PCB焊接面的针长应控制在1.5mm以下。
②控制元件插装高度,元件封装体距PCB板面的距离应为0.5mm。元件体,特别是连接器的外壳不能和焊膏接触。
③紧固件不能有太大的咬接力,因为贴装设备通常只支持10~20N的压接力。
9.再流焊工艺
通孔元件再流焊,当达到焊料的熔点温度时,通常在引脚底部(针尖)处的焊料熔化并浸润引脚(针),由于毛细作用,使液体焊料填满通孔。通孔元件再流焊要保证焊点处的最佳热流。
9.1 通孔元件再流焊工艺控制
与SMC/SMD相比较,通孔元件的封装尺寸比较大;还有一些异形元件,其焊点的焊锡量比SMC/SMD多;插装元器件的焊接面、元件面及插装孔中都必须填满焊料,热容量大,回流炉必须能够为所有引脚位置提供足够的热量。大风量强制热风对流,回流炉更适合在PIHR工艺中使用,它具有较高的热量传导率,可以保证通孔内的焊锡膏充分熔化并调整正确的温度曲线。另外,热风+红外炉也是很好的选择,日本的公司比较流行热风+红外炉。
由于通孔元件的元件体在PCB的顶面,为了预防损坏元件,要求顶面温度不能太高;通孔元件的主焊点在PCB的底部,要求底部温度高一些。解决这个问题的方法是增加底部温度并降低顶部温度,焊料液相线之上的时间应该足够长,从而使助焊剂从通孔中挥发,因此通孔元件再流焊比标准再流焊的温度曲线长一些。
总之,通孔元件再流焊温度曲线要根据产品的具体情况进行调整,找出既能保证SMC/SMD和THC全部焊点质量、又能保证PCB上面的通孔元器件不被损坏的最佳温度和速度。如果现有的再流焊炉无法满足温度曲线要求,可采用用反光材料加工专门的屏蔽工装机等措施,保护元件封装体。
9.2专用设备“点焊回流炉”工艺介绍
下面以日本SONY公司型号为MSR-M201的再流焊炉为例,介绍采用专用设备“点焊回流炉”的通孔元件再流焊工艺。
MSR-M201“点焊回流炉”是SONY公司专门为通孔元件再流焊设计的。该设备共有4个温区:两个预热区,一个回流区,一个冷却区。只有下部才有加热区,上方没有加热区,这样的设计可以最大限度减少温度对元件封装体的损坏。两个预热区和一个回流区的温度可以独立进行控制,冷却区则为风冷。回流区为最关键的温区,它需要特制的回流模板(或称工装、治具)配合使用。图22是日本SONY公司MSR-M201点焊炉的回流区、回流模板与热风喷嘴的结构。
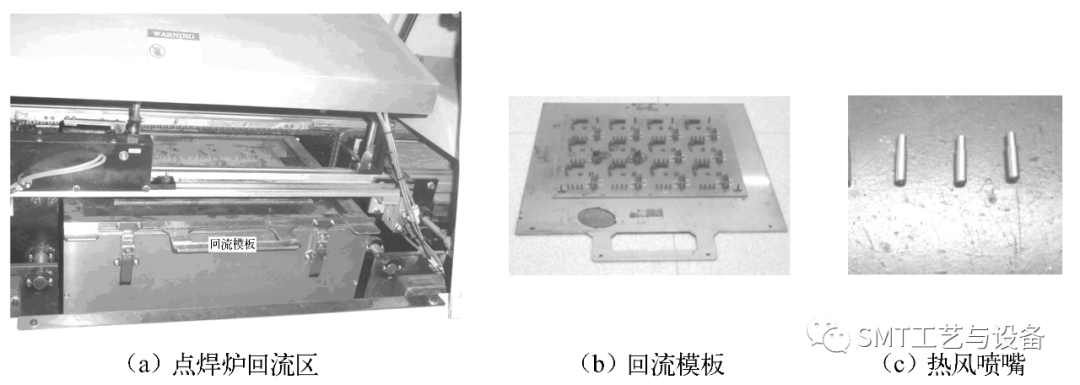
图22 日本SONY公司MSR-M201点焊炉回流区与回流模板
这个特制的回流模板是根据每一种产品(组装板)专门设计的,在每个通孔元件引脚的相应位置都安装一个热风喷嘴,回流模板安装在回流区底部主加热器上方,再流焊时热风气流通过喷嘴直接吹到每个引脚上。
点焊回流炉的工艺过程与焊接原理如下所述
PCB经过印刷焊膏、贴片,自动传送到回流炉的传送带上;经过两个预热区,使PCB充分预热到140℃;然后进入回流区,恰好停留在回流模板的上方,每个喷嘴对准相应的引脚,喷嘴上端与PCB之间的间距为3mm,喷嘴的尺寸可以根据不同元件、不同位置的热量需求进行选择。
点焊回流炉在回流区可以设置停留时间,根据不同产品组装板的尺寸、厚度、元件大小、组装密度等情况,一般需要在回流区停留20~30s。
在回流区,热气流通过热风喷嘴直接吹到每个引脚上,使通孔上的焊膏熔化,经过润湿、扩散,使焊料合金与引脚和焊盘之间形成结合层(图23是点焊回流炉回流区工作原理示意图)。
进入冷却区,冷却、凝固,形成焊点。
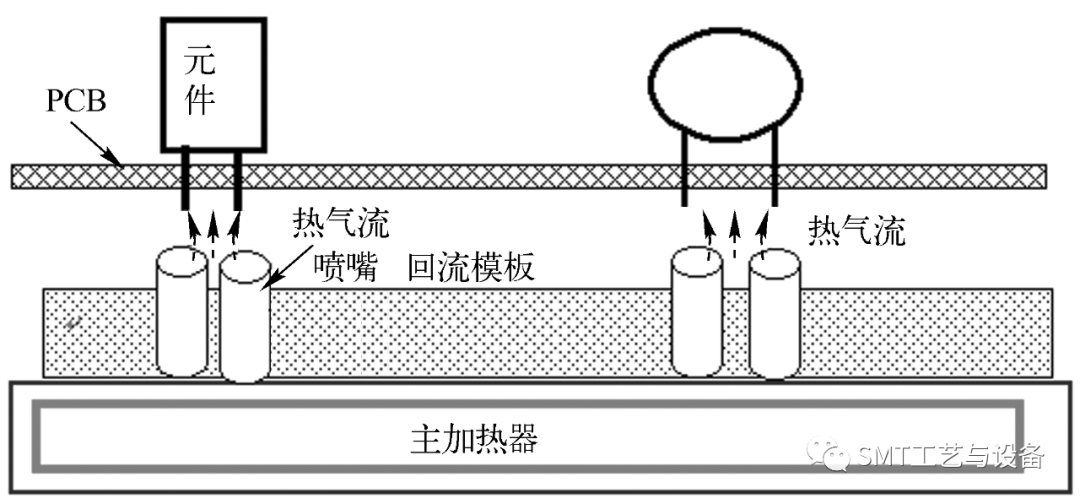
图23 点焊回流炉回流区工作原理示意图
CD、DVD等产品采用点焊回流工艺中,使用含Bi焊膏,成分为46Sn/46Pb/8Bi。由于含有Bi,熔点为178℃,比63Sn/37Pb低5℃,目的是降低回流温度,避免SMT元件再熔而跌落。SMT采用的是63Sn/37Pb。
含Bi焊膏的成分及主要参数见表1。
表1 含Bi焊膏的成分及主要参数
| 金属组成部分 | Sn:46%±1% | Bi:8%±1% | Pb:剩余部分 |
| 松香含量(重量) | 9.5%±0.5% | ||
| 黏度 | 240%±30 Pa·s | ||
| 粉末尺寸 | 25m以下,<10% | 25~50m,> 89% | 50m以上,<1% |
| 熔点 | 163℃固相线,178℃液相线 |
10.焊点检测
通孔回流焊点的要求与IPC-A-610通孔元件的标准相同。通孔中,理想的焊料填充率应达到100%或至少为75%以上;焊盘的浸润角接近360°,或在270°以上,见图24。
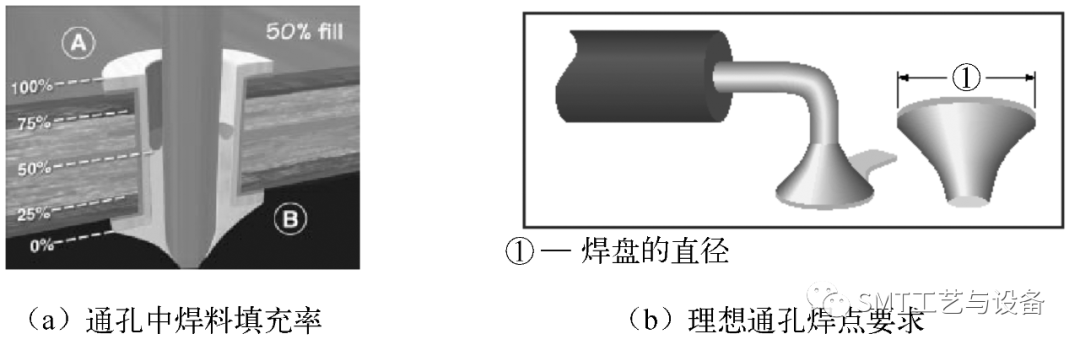
图24 通孔回流焊点要求
审核编辑 :李倩
-
机器人
+关注
关注
211文章
28526浏览量
207583 -
工艺
+关注
关注
4文章
596浏览量
28838 -
流焊
+关注
关注
1文章
6浏览量
6569
原文标题:通孔插装元件(THC)再流焊工艺介绍
文章出处:【微信号:smt668_1997,微信公众号:SMT工艺与设备】欢迎添加关注!文章转载请注明出处。
发布评论请先 登录
相关推荐
TGV技术中成孔和填孔工艺新进展
HDI盲埋孔工艺及制程能力你了解多少?
再流焊接时间对QFN虚焊的影响

激光锡焊工艺在汽车制造行业中的应用
高速点焊工艺中先进控制电源的关键技术探究与应用
接触孔工艺的制造流程

常见手插元件识别

pcb板回流焊工艺详解
HDI线路板盘中孔处理工艺
SMT贴装元件指南丨不同类型表面安装器件大全
详解表面贴装技术和通孔插装技术






 工商网监
工商网监
评论