 冲压技术在电机叠片制造过程有哪些技术要求?
冲压技术在电机叠片制造过程有哪些技术要求?
什么是电机叠片?
构成直流电机的两个主要机构:定子和转子,环形铁芯与支撑绕组和线圈一起构成转子,铁芯在磁场中旋转使线圈产生电压,从而产生涡流。涡流是一种磁损耗,当直流电机因涡流流动而失去功率时,称为涡流损耗。多种因素影响归因于涡流流动的功率损耗量,包括磁性材料的厚度、感应电动势的频率和磁通量的密度。流动的电流在材料的电阻会影响涡流的形成方式。例如,当金属的横截面积减小时,这会导致涡流减小。因此,必须保持材料更薄以最小化横截面积来降低涡流和损耗量。
减少涡流量是电枢铁芯采用几个薄铁片或铁片的主要原因,较薄的片材用于产生更高的电阻,结果会出现更少的涡流,这确保发生的涡流损失量更小,每个单独的铁片称为叠片。电机叠片的材料使用电工钢,硅钢,也叫电工钢,是添加了硅的钢,添加硅可以缓解磁场的穿透,增加其电阻,并降低钢的磁滞损耗,硅钢用于电磁场必不可少的电气应用中,例如电机定子/转子和变压器。
硅钢中的硅有助于减少腐蚀,但添加硅的主要原因是减少钢的磁滞,磁滞是磁场首次产生或连接到钢与磁场之间的时间延迟。添加的硅使钢更有效、更快速地产生和维持磁场,这意味着硅钢提高了任何使用钢作为磁芯材料的设备的效率。金属冲压为不同应用生产电机叠片的一种工艺,金属冲压可以为客户提供了广泛的定制能力,模具和材料可以根据客户的规格进行设计。
什么是冲压技术
电机冲压是金属冲压的一种,冲压件在 1880 年代首次用于批量生产自行车,冲压通过模锻和机加工取代了零件生产,从而显着降低了零件成本。虽然冲压件的强度不如模锻件,但质量足以进行批量生产。冲压自行车零件从德国进口到美国始于1890 年,美国公司随后开始拥有由美国机床制造商定制的冲压机,几家汽车制造商在福特汽车公司之前就开始使用冲压件。
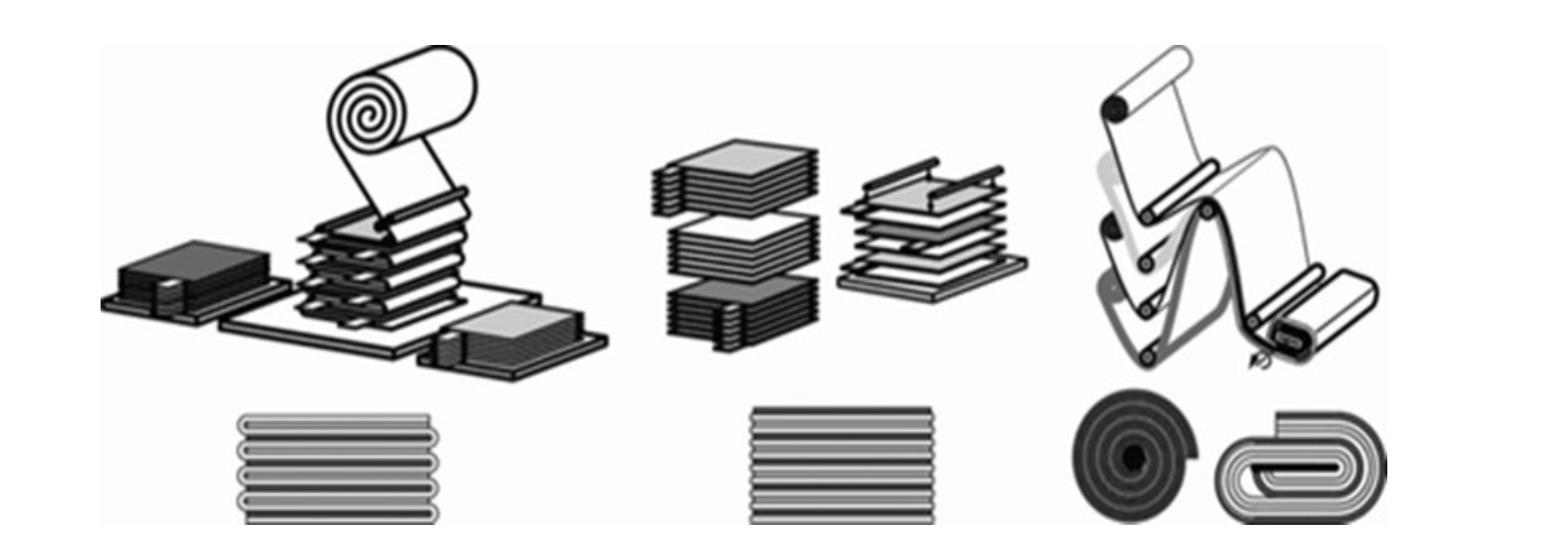
金属冲压是一种冷成型工艺,它使用模具和冲压机将金属板冲裁成不同的形状,通常称为毛坯的平板金属片被送入冲压机,冲压机使用工具或模具将金属转变为新的形状。将要冲压的材料放置在模具部分之间,通过压力将材料成形并剪切成产品或组件所需的最终形式。
随着金属带材通过渐进式冲压机,从卷材中平稳展开,工具中的每个工位执行不同的切割、冲压或弯曲,每个连续工位的工艺都添加到先前工位的工作之上,从而形成一个完整的部件。投资永久性钢模具需要一些前期成本,但通过提高效率和生产速度,以及将多种成型操作组合到一台机器中,可以节省大量资金,这些钢制模具保持其锋利的切削刃,并且对高冲击和磨蚀力具有很强的抵抗力。
电机冲压是如何工作的?
冲压也称为压制,冲压操作可以与其他金属成型工艺一起进行,并且可以由一系列更具体的工艺或技术中的一个或多个组成,例如冲压、冲裁、压花、压印、弯曲、翻边和层压。使用模具将金属切割成不同的形状,冲孔是指当冲头进入模具时去除一块废料,在工件上留下一个孔。另一方面,冲裁将工件从主要材料中移除,移除的金属部件是新的工件或毛坯。
压花通过将坯料压在包含所需形状的模具上,或将材料坯料送入滚模,在金属板中产生凸起或凹陷的设计。压印是一种弯曲技术,其中将工件放在模具和冲头或压力机之间进行冲压,一系列动作使冲头尖端刺穿金属并产生新的形状。弯曲是指将金属成型为所需形状的一种方式,例如 L、U 或 V 形轮廓,弯曲通常围绕单个轴发生。翻边是通过使用模具、压力机或专门的翻边机械将喇叭口或法兰引入金属工件的过程。
结论
金属冲压机不仅可以冲压,它们还铸造、切割、冲压和成型金属板,机器可以通过编程或计算机数控 (CNC) 来构建高度精确和可重复的形状,电火花加工 (EDM) 和计算机辅助设计 (CAD) 程序可确保精度。
审核编辑 :李倩
-
磁场
+关注
关注
3文章
870浏览量
24188 -
电阻
+关注
关注
86文章
5479浏览量
171711 -
电机
+关注
关注
142文章
8942浏览量
145157
原文标题:冲压技术在电机叠片制造过程有哪些技术要求?
文章出处:【微信号:motorcontrol365,微信公众号:电机控制设计加油站】欢迎添加关注!文章转载请注明出处。
发布评论请先 登录
相关推荐
汇川传感器的锂电池叠片机解决方案

解决方案 | 揭秘!锂电池叠片机22个场景中不可或缺的传感力量

MDSC-1000C通讯版双料检测器在冲压上料机中的应用
MDSC-900E在冲压搬运检测叠料的应用案例
外延片和扩散片的区别是什么
增材制造技术原理及应用有哪些
太阳诱电叠层压电震动片介绍
片上系统soc芯片技术介绍
冲压自动线规划的几点考虑

RFID技术在智能制造中的应用有哪些?
宏集直驱技术解决方案帮您轻松实现锂电池叠片工艺





 工商网监
工商网监
评论