 降低局部应力的有效措施
降低局部应力的有效措施
应力集中现象是普遍存在的,它对失效的影响很大,应当加强技术监督,严格检查,消除一些不必要的应力集中因素(如加工缺陷)。同时,要采取一定的技术措施,在设计和加工中尽量减小应力集中程度。
1,从强化材料方面降低应力集中的影响采取局部强化以提高应力集中处的材料疲劳强度,从而减少应力集中的危害。
(1)表面热处理强化
表面热处理强化包括表面感应淬火、渗碳、渗氮和复合处理等,可得到软(高韧性)的心部、硬的表层,在表层还存在残余压应力,由此降低应力集中的影响。
(2)薄壳淬火
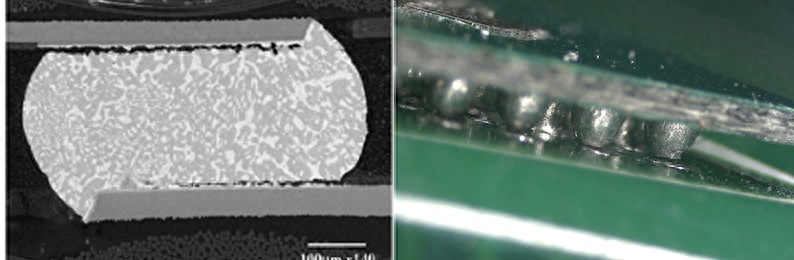
直径大且有截面变化的短轴类零件,如选用低淬透性钢,经强烈淬火后可形成薄的表面淬硬层,其内存在残余压应力,可降低应力集中的影响。薄壳淬火与表面感应溶火相比有其较为有利的一面,即对于类似的零件,感应率火容易使截面变化的过渡区(如轴肩)无法淬火而存在残余拉应力,反而加大了应力集中的有害作用。 (3)喷丸强化 使金属表层强化且产生大的残余压应力,从而降低应力集中的危害。
高强度材料表面粗糙度值大或有缺陷时,喷丸处理对降低应力集中的影响更明显。应力喷丸处理比一般喷丸处理效果更好。
(4)滚压强化
使零件表面形变强化并产生残余压应力,从而降低应力集中的有害作用。其效果与滚压参数及材料本身的组织性能有关。
2,从设计方面降低应力集中系数(1)变截面部位的过渡应尽可能地加大过渡部分的圆角,使过渡区接近于流线形,同时也要考虑到工艺性。可以改变过渡方式,采用椭圆过渡比圆弧过渡更好,或者采用其他过渡方式。
(2)根据零件的受力方向和位置选择适当的开孔部位孔一般应开在低应力区,如果必须开在高应力区,则应采取补强措施。椭圆形的长轴应与主应力方向平行,以降低应力集中系数。
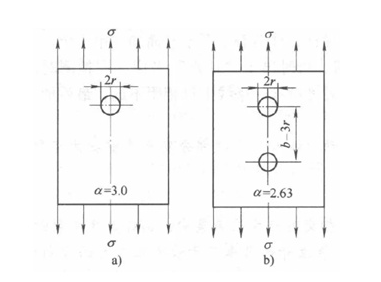
(3)在应力集中区附近的低应力部位增开缺口和圆孔这样可使应力的流线平缓,从而降低最大应力峰值。例如,图a所示的应力集中系数为3,而图b所示的应力集中系数为2.63。
同样,在应力集中区附近的低应力部位,加开卸载槽(图),也可改善应力集中情况。
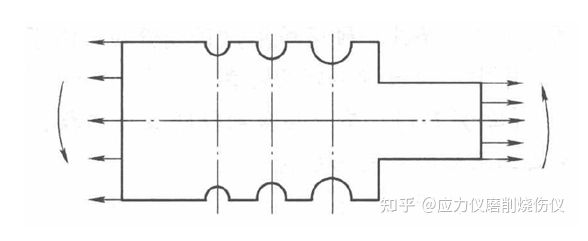
加开卸载槽对应力集中的影响
大量的失效分析表明,加工中的刀痕、焊接时的缺陷、危险截面部位的非金属夹杂物、圆弧过渡的不光滑等,往往成为零件失效的直接促发因素,故在进行失效分析时对应力集中问题不可忽视。
审核编辑 :李倩
-
材料
+关注
关注
3文章
1220浏览量
27271 -
高强度材料
+关注
关注
0文章
2浏览量
5422
原文标题:降低局部应力的有效措施
文章出处:【微信号:AMTBBS,微信公众号:世界先进制造技术论坛】欢迎添加关注!文章转载请注明出处。
发布评论请先 登录
相关推荐
焊接应力是什么?6种方法轻松去除

如何提高电机性能并降低应力

多通道应力测量系统
机械应力和热应力下的BGA焊点可靠性
最有效的云服务器网络安全防护措施
哪些措施能降低电机的噪声?
防雷接地施工的措施与应用
侦听局部放电,识别绝缘缺陷——局放智能传感器PMC® PD100

如何降低变换器的工作温度
应力记忆技术介绍

降低滚珠导轨摩擦力的有效措施!

电机电磁噪音的产生机理和降低措施
数字式局部放电检测仪的防护措施——每日了解电力知识
SiP 封装的焊点形态对残余应力与翘曲的影响






 工商网监
工商网监
评论