 FANUC机器人通信
FANUC机器人通信
1、发那科工业机器人通常可以实现的与多种PLC之间通信方式有
(1)ProfiNET通信
(2)Profibus DP通信
(3)CC-LINK通信
(4)Ethernet/IP通信
(5)DeviceNET通信
2、以太网通信
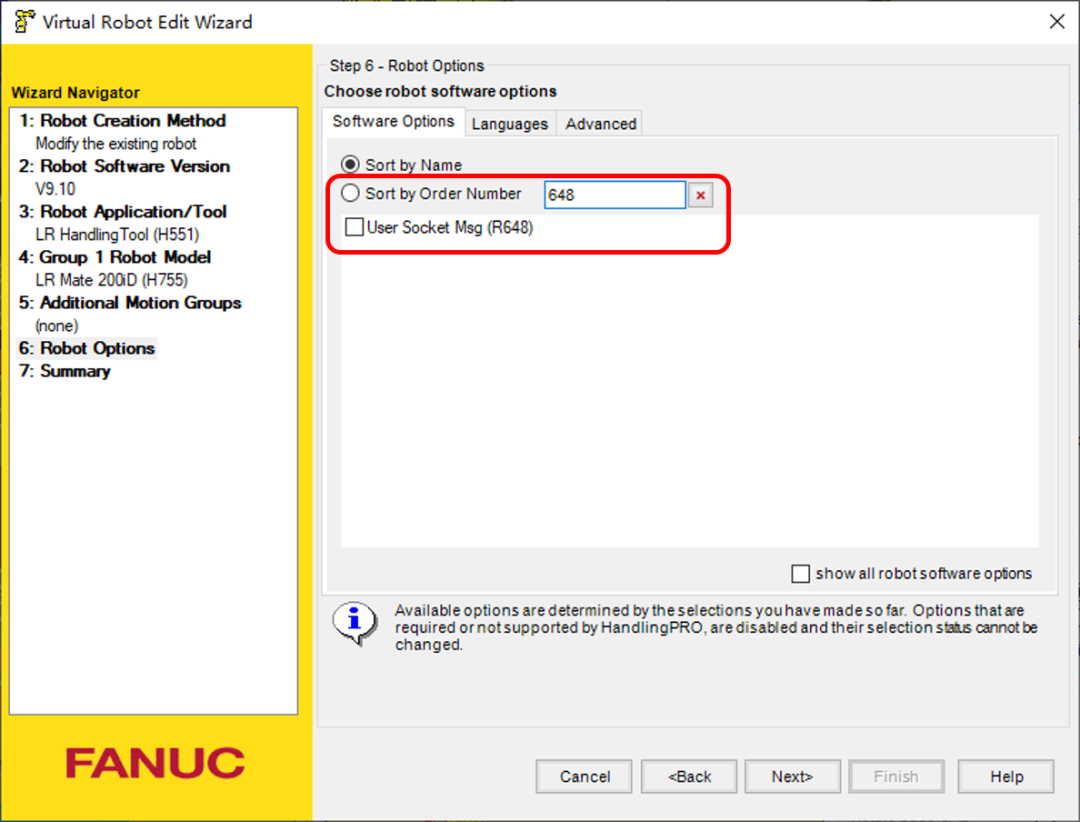
Step One:安装软件包
安装UserSocket Msg(R648)软件包,光有KAREL不行,一定要安装这个软件包,否则是无法实现SOCKET通信的。
Step Two:检查通信
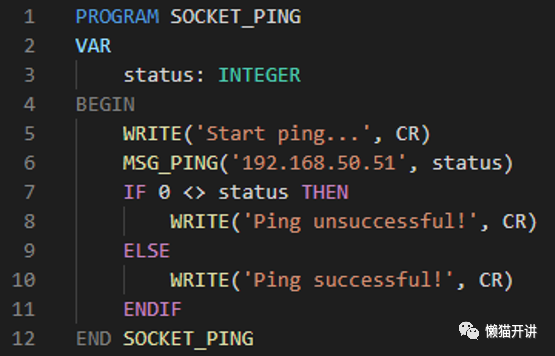
MSG_PING(string, integer)
在程序中测试是否可以连接服务器时可使用MSG_PING函数,该内建函数用于检测与远程主机是否可网络通信,使用该函数后,工业机器人以太网通信端口将发送ping数据包并等待返回,若无返回,则表示无法连接对方设备。
该函数有两个形参,第一个形参是字符串参数,用于设置所连接的对象主机,第二个参数是整型参数,返回当前函数的执行状态,若不为0则代表有错误发生。
Step Three:建立TCP隧道
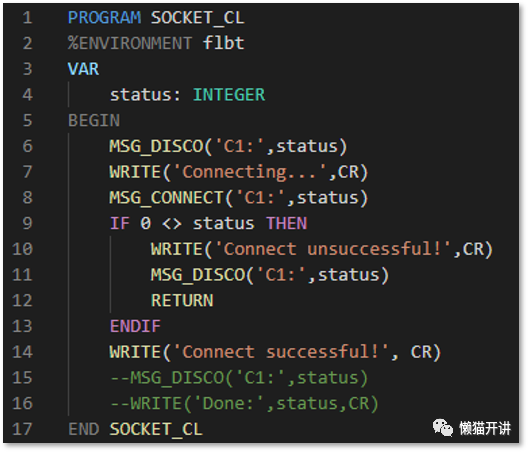
MSG_CONNECT(string, integer)
该函数就是用于建立TCP通信隧道,对于服务器标签和客户端标签其执行方式是不一样的,若该函数用于主机标签通信,则只有当有客户端连接上时才会有返回值,否则一直等待。若用于客户端标签通信,则只要对方服务器允许连接则输出返回值,程序继续执行。
Step Four:文件读写
与其他所有高级语言实现SOCKET通信方式一样,建立连接之后就是对文件进行读写,此处可以参考之前我们课程中关于日志读写的部分,但是需要注意是以交互方式打开文件,否则通信是无法成功的。
Step Five:关闭隧道
MSG_ DISCO (string, integer)
该函数用于关闭TCP通信隧道。在尝试任何连接前,建议先用MSG_DISCO内建函数尝试关闭标签可能已建立的通信隧道,也就是说无论是否之前已经建立了连接,当你需要连接的时候都需要先调用这个函数。同时当需关闭或丢失通信连接时都需要关闭通信隧道,以避免内存泄露,也就是说一旦建立其通信隧道,则只要机器人系统不重启,则已经建立的连接就会一直保持,无论当前运行的是TP还是其他的PC程序。
3、FANUC机器人网络通讯RACK号
Rack:
0 process I/O boards (also memory image)
16 AB or Genius I/O
32 Slave SLC2 I/O
33 internal relay/register
34 flag marker
35 always on/off port Slot 0 = OFF Slot 1 = ON
36 DCS port
48 address mapped I/O for LR Mate Peripheral connectors
64 ME-NET
65 INTERBUS-S
66 PROFIBUS DP master
67 PROFIBUS DP slave
68 FL-net
69 FL-net status
70 InterBus-S master
71 InterBus-S slave
72 IO-LINK II master
73 IO-LINK II slave
74 FIPIO master PSA
75 FIPIO slave PSA
81 first DeviceNet board CAPSA/SGM
82 Used by DeviceNet CAPSA/SGM
83 Used by DeviceNet
84 Used by DeviceNet
85 controlnet; also used 86
86 Used by ControlNet
87 RoboWeld
88 Ethernet Global Data (GE-EGD I/O)
89 EthernetIP (ControlNet over ethernet) I/O SGM
90 Arclink Rack Number
91 WTC Serial Weld Controller I/O
92 CC-Link RD
93 InterBus PxC PCI master
94 InterBus PxC PCI slave
95 InterBus PxC PCI cmd
96 Modbus TCP
97 TOYOPUC PC3J Interface
98 InterBus PxC Slave interface
99 PROFINET I/O Controller CP1604/CP1616 DF-Renault
100 PROFINET I/O Device CP1604/CP1616 DF-Renault
101 Dual Channel Profinet I/O Controller V9 RS834通讯板卡 WM
102 Dual Channel Profinet I/O Device V9 RS834通讯板卡 WM
106 EtherCat
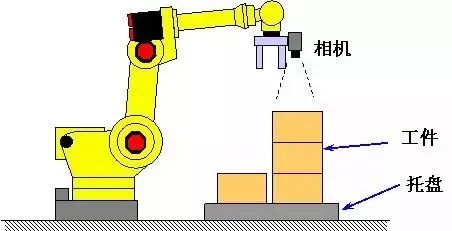
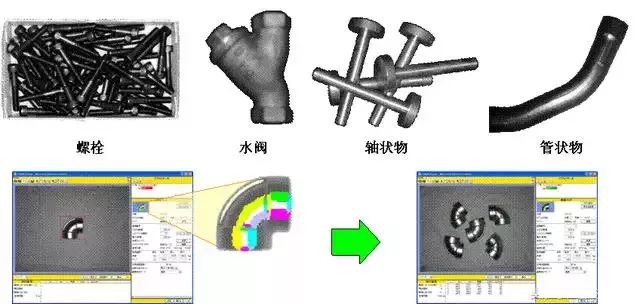
4、FANUC机器人视觉功能
3D视觉应用 发那科
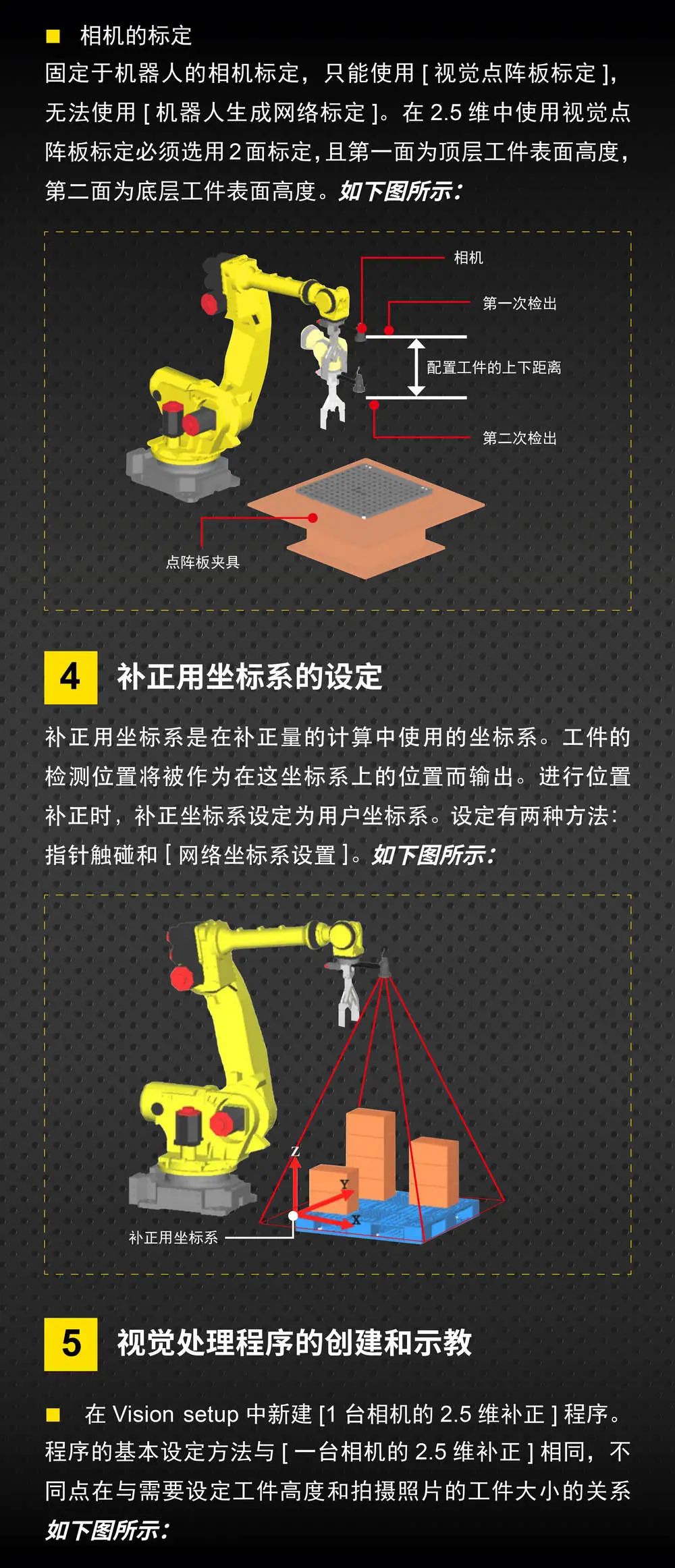
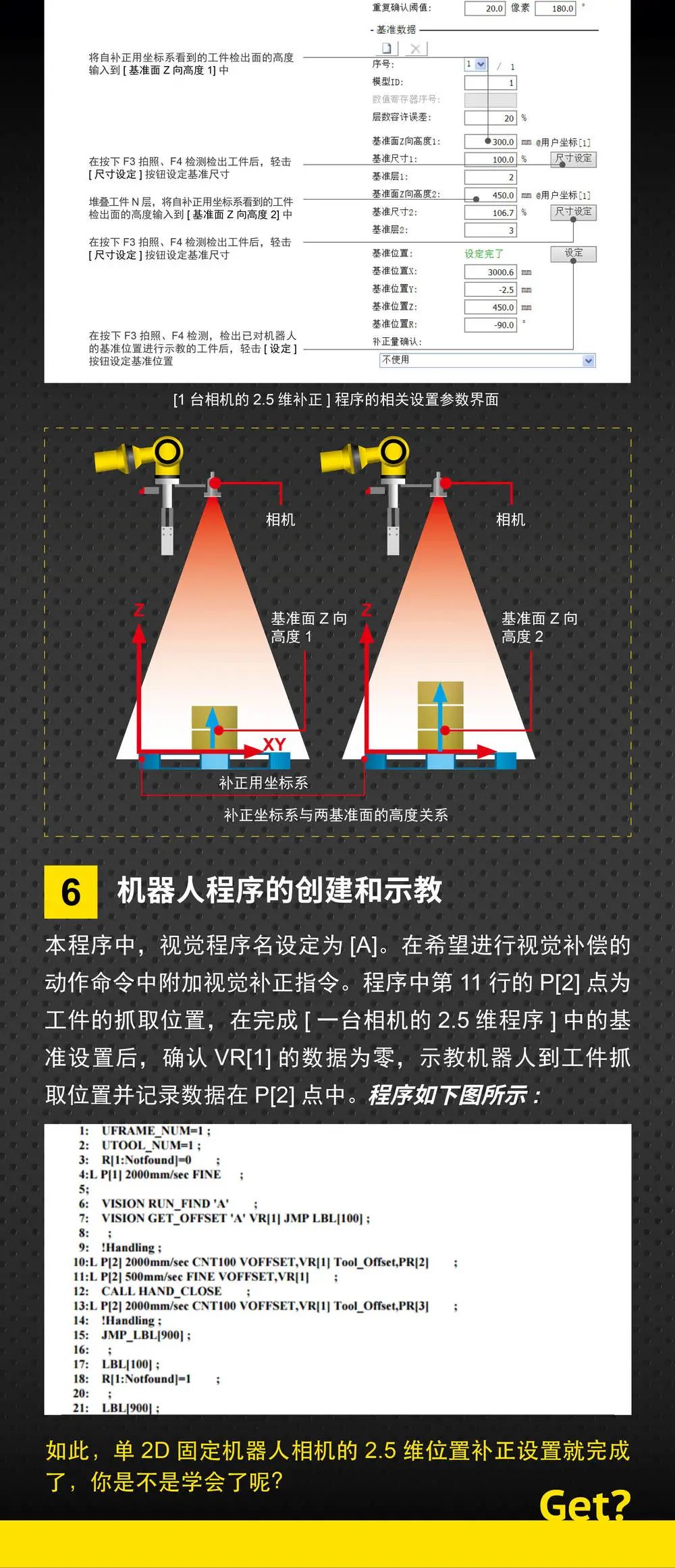
iRVision 2.5D 视觉堆垛
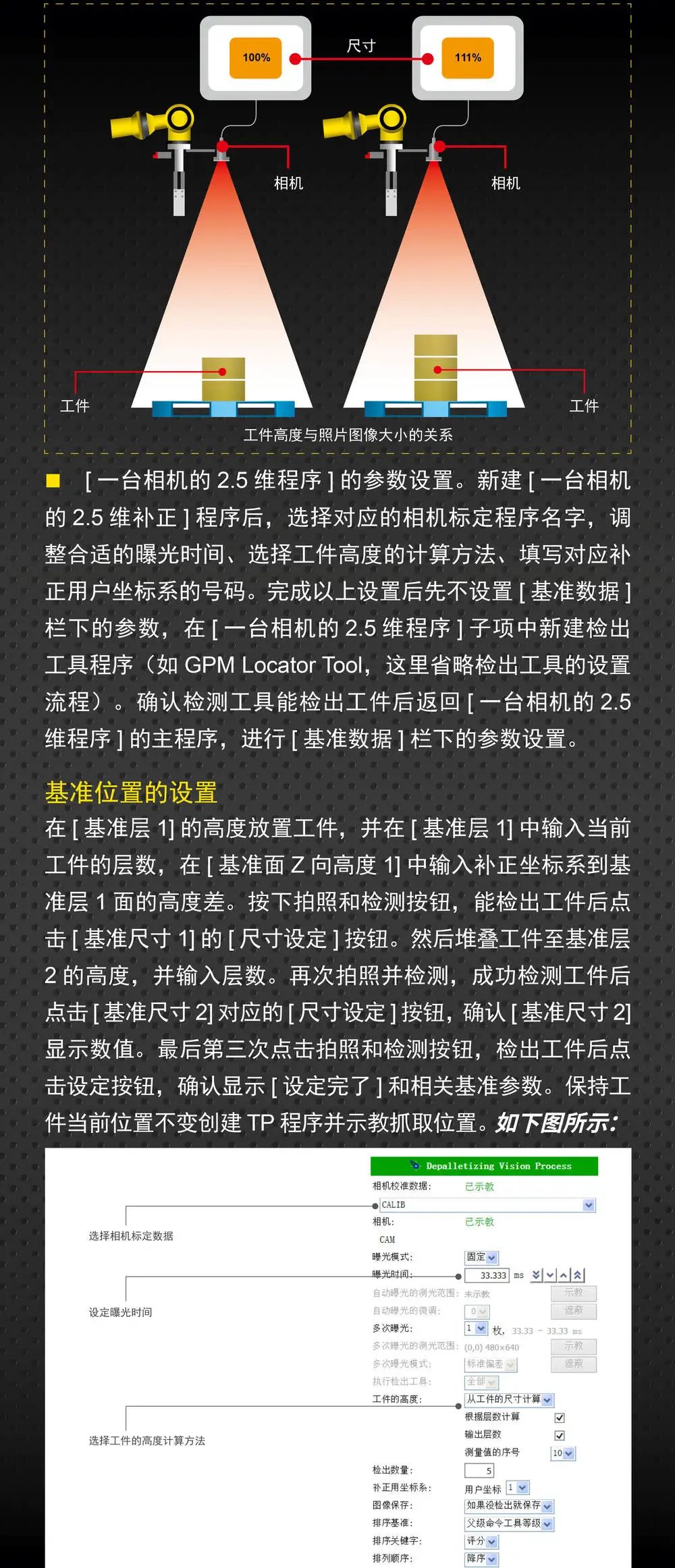
视觉堆垛程序通过相机视野内目标比例的变化来估算目标的高度并引导机器人的运动补偿目标的偏移,不但包括X轴,Y轴和X-Y平面旋转度R,也同时包括Z轴。
使用iRVision 2.5D允许机器人只借助一个普通2D相机来拾取码放堆集的目标。
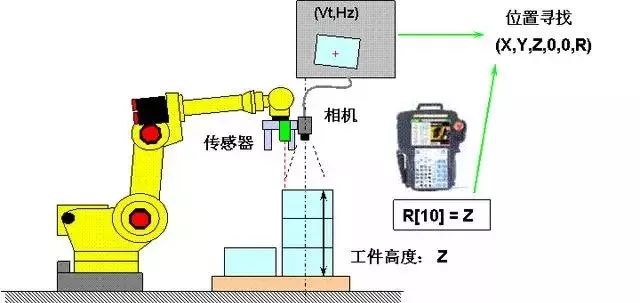
iRVision 视觉堆垛程序_1
(从寄存器R提取Z轴偏移)
通过视觉计算寻找目标的2D位置和指定的寄存器数值,并引导机器人的运动补偿目标的偏移,不但包括X轴,Y轴和X-Y平面旋转度R,也同时包括Z轴。
寄存器R被用作存储已知的目标Z轴高度,或者通过距离传感器检测出的Z轴高度信息。
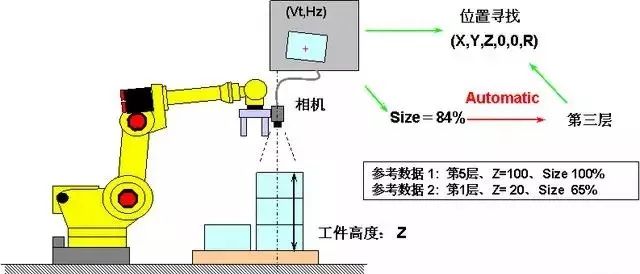
iRVision 视觉堆垛程序_2
(从堆垛层数提取Z轴偏移)
此功能通过视觉结合视觉检测结果和根据目标比例确定的目标层数(目标高度)计算目标的位置。目标层数依照参考比例和高度数据自动确定,因而,即使在视觉检测中存在细微的比例误差,也可以通过一个离散的层数(目标高度)来计算目标的具体位置。
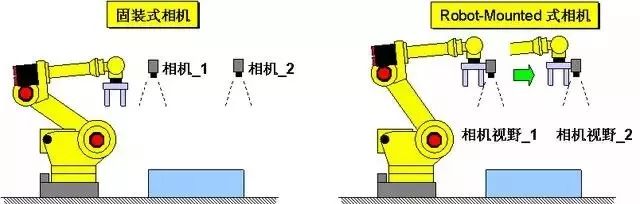
iRVision 2DV 复数视野功能
2D复数视野程序提供通过若干固装式照相机定位大型目标的能力,对通过Robot-Mounted式照相机进行检测同样有效。
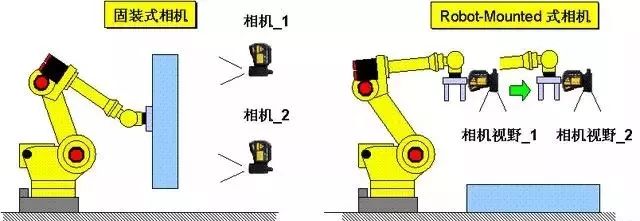
iRVision 3DL 复数视野功能
3D复数视野程序提供通过若干固装式3D照相机定位大型目标的能力,对通过Robot-Mounted式照相机进行检测同样有效。
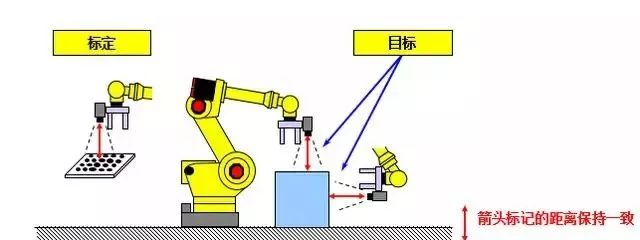
iRVision 浮动坐标系功能
(Floating Frame)
Robot-mounted 式照相机的标定可以用于如下图所示任意位置和方向下的iRVision程序。2D状态下的移动补偿与照相机实际位置相关联。照相机的标定可以在任意位置下进行。减少示教工作量。
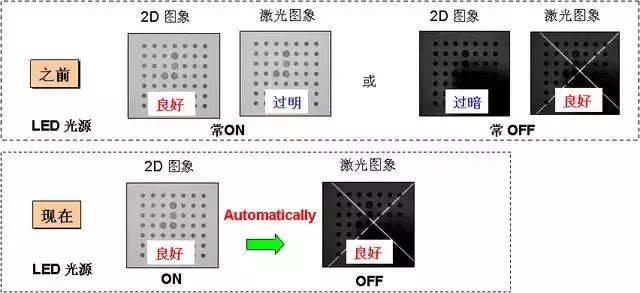
iRVision 3DL LED 光源控制
此功能支持在3DL视觉程序中,在捕获2D图象和激光照射图象时,同步控制LED光源的ON/OFF。通过此功能,可以获得适当的外部光线环境,提升整个视觉系统的能力。
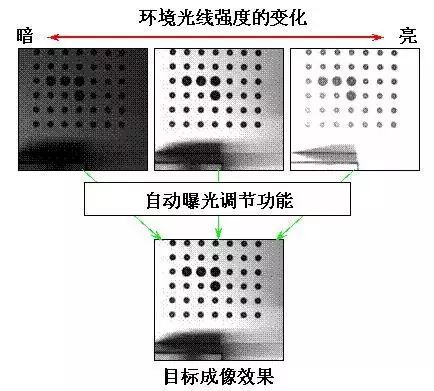
iRVision 自动曝光功能
根据周围环境光线强度的变化,iRVision将自动调节曝光时间,以取得和示教良好图象类似的成像效果,全天候运行可能。
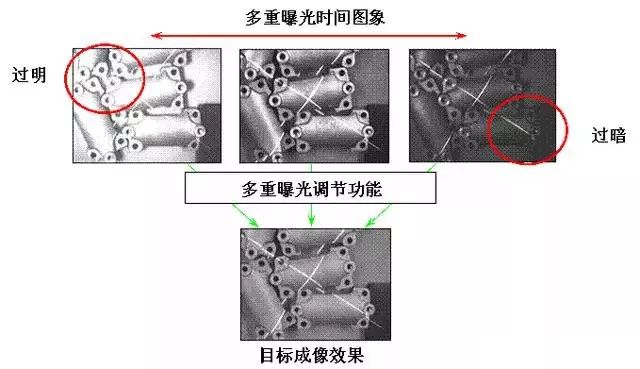
iRVision 多重曝光功能
通过多个不同曝光时间的成像,选择一个接近示教效果的成像,以取得一个具有宽泛的、动态的曝光范围和成像效果。此功能在环境光线变化强烈时会有较好的效果。
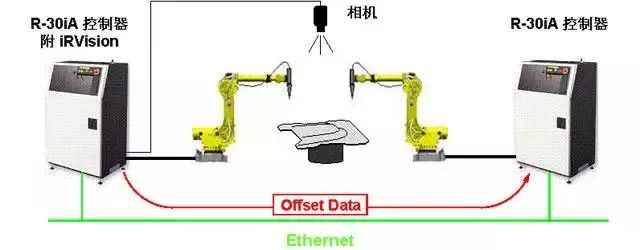
iRVision 环形网络功能
(Robot Ring)
通过此功能,未附有 iRVision 视觉系统的机器人可以通过网络调用附有 iRVision 视觉系统的机器人的偏移检测数据。
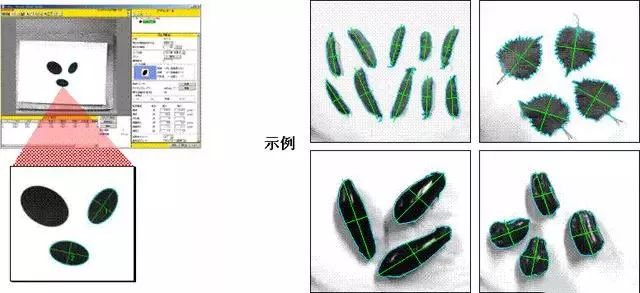
iRVision 斑点检测功能
(Blob Locator Tool)
在成像范围内检测与示教模型具有相似特性(如周长、曲率等)的二元(黑白)目标位置。与条件检测(Conditional execution tool)同时使用,可以应用于目标排列和品质检测等多种场合。
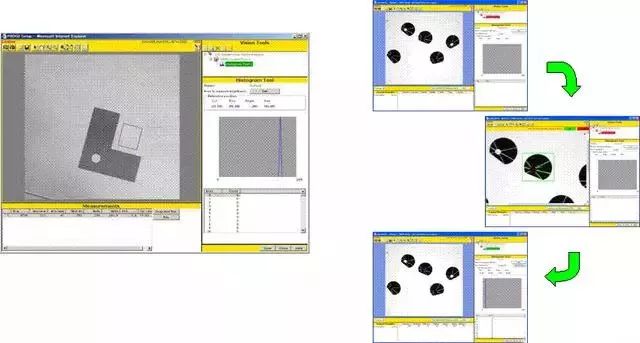
iRVision 灰度检测功能
(Histogram Tool)
在指定区域内检测光线强度(成像灰度),且计算多种特性例如平均数、最大值、最小值等。与条件检测(Conditional execution tool)同时使用,可以对应目标排列和目标在位检测等多种场合。
此功能等同 V-500iA/2DV 中 Associate tool。
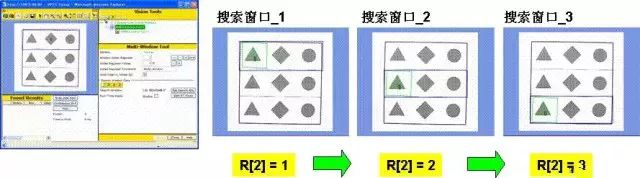
iRVision 多窗口检测功能
(Multi-Window Tool
通过机器人控制器内寄存器R的数值变化切换对应的预设搜索窗口。
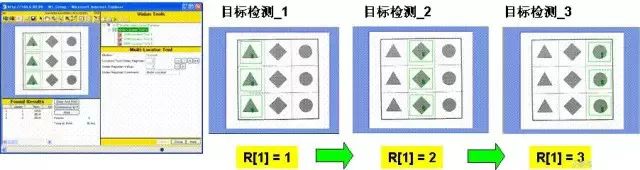
iRVision 多目标检测功能
(Multi-Locator Tool)
通过机器人控制器内寄存器R的数值变化切换对应的预设目标视觉程序。
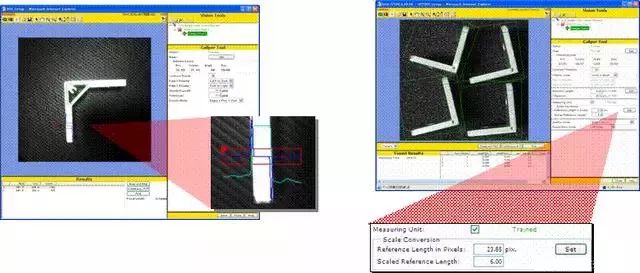
iRVision 长度计测功能
(Caliper Tool)
对应指定区域,侦测目标边缘并测量两条边缘间长度(单位:像素pixel),乘以转换因子可以换算为mm。可以对应目标排列及品质检测等应用场合。
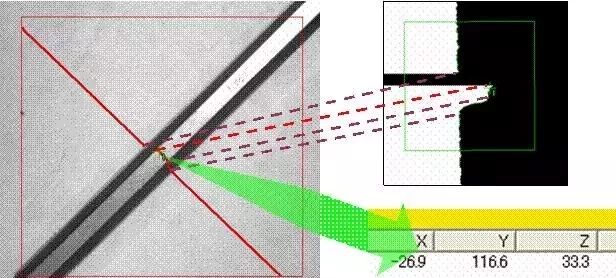
iRVision 截面检测功能
(Cross Section)
侦测目标的局部3D特性,显示沿激光衍条照射路径上的目标截面形状。对在3D视觉程序中因2D成像缺乏有效的特征量而无法进行准确定位时会比较有效。
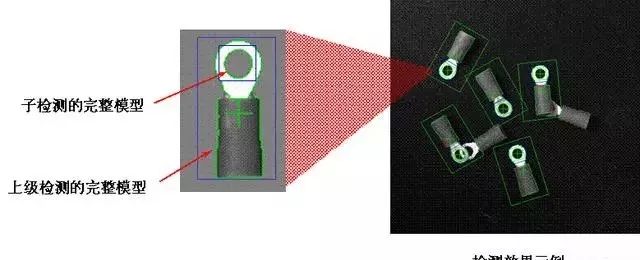
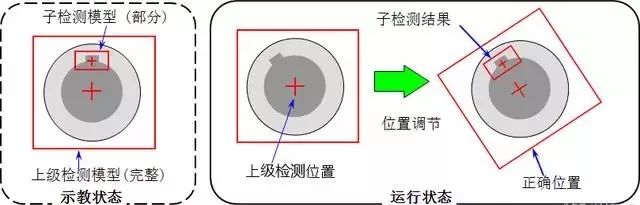
iRVision 子检测功能
(Child Tool)
允许在一个父目标检测(GPM locator tool)下添加一个子目标检测(GPM locator tool)构成二级检测目录。子检测将根据父检测的结果进行动态的判定。与条件检测(Conditional execution tool)同时使用,可以对应目标排列和目标在位检测等多种场合。
iRVision 定位调整功能
(Position Adjust Tool)
依据子检测的结果,对应目标表面明显特征(如孔,键槽)调整父检测的定位位置,获得更精确的偏移和旋转数据。对不能以整个示教模型进行方向性定位的应用较有效。对一个上级检测,可以使用多个下级子检测来分析目标的多种局部特性。
iRVision 曲面匹配功能
(Curved Surface Matching Tool)
通过目标表面阶梯状的光线强度分布(亮或暗,模型内显示为不同颜色)来检测曲面目标的偏移与旋转。识别全圆形物体可能。
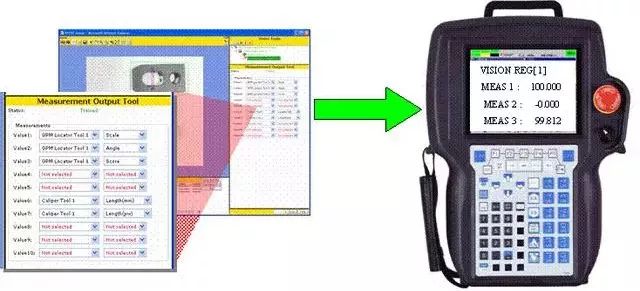
iRVision 计测输出功能
(Measurement Output Tool)
输出测量数值(Locator tool中的”Score/分值“、”Size/比例“,Caliper tool中的”Length/长度“等)至视觉寄存器VR。这些数据可以复制至机器人数据寄存器R并在TP程序中自由调用。
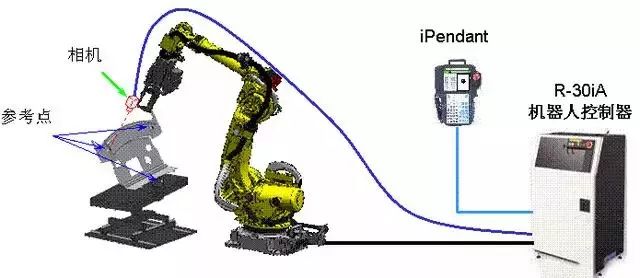
iRVision 视觉替换功能
( Vision Shift)
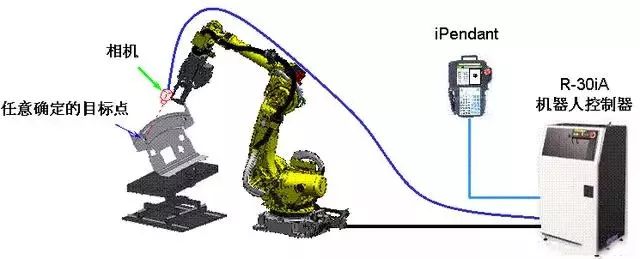
通过视觉程序调整机器人TP程序以对应实际的工件位置,只需在机器人手爪端添加一台相机即可执行此功能。固定工件上的3处任意的参考点的位置数据将被自动检测并计算出补偿数据。在离线编程或机器人系统搬迁后,使用此功能可极大减少机器人重新示教的时间。
iRVision 视觉零位功能
( Vision Mastering)
通过视觉程序补偿机器人J2~J5轴的零位数据,只需在机器人手爪端添加一台相机即可执行此功能。机器人变换不同的姿态,相机与确定目标点间的相对位置数据将被自动检测并计算补偿数据。此功能可应用于提升机器人TCP示教准确性,Vision shift 离线编程和其他视觉应用。
iRVision 视觉坐标系设置功能_1
( Vision Frame Set)
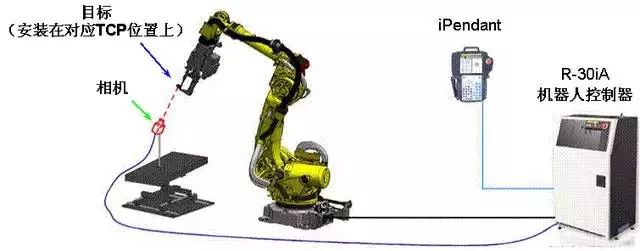
通过视觉程序设置机器人TCP,只需在机器人手爪端TCP对应位置添加一台相机即可执行此功能。机器人变换不同的姿态,基于对应用户坐标系下相机与目标点间的相对位置数据将被自动检测并计算机器人对应TCP。此功能可提升TCP示教的速度和精确性。
iRVision 视觉坐标系设置功能_2
( Vision Frame Set)
坐标系设置的另一种功能:通过视觉设置一个与视觉标定板对等的用户坐标系。通过装置在机器人手爪末端的相机,用户坐标系UF设置在视觉标定板的原点位置(四点法),或当视觉标定板装置在机器人手爪末端,则工具坐标系UT设置在视觉标定板的原点位置(六点法)。
机器视觉在智能工厂中扮演着重要的角色,可以有效增加产能、提升产品合格率。
在选择机器视觉系统时,传统工业智能视觉设备的优势是体积小、集成度高、便于开发使用;嵌入式机器视觉系统的优势则在于其配置的弹性特征,具备较高的拓展性。在智能工厂的建设过程中,对机器视觉系统的要求是,既要降低成本,还要满足快速变化的视觉应用需求。
智能工厂对机器视觉有啥需求?
性能与处理能力。如何提升产能,系统性能与处理能力(throughput)扮演着关键的角色。就一般机器视觉系统而言,高分辨率与高帧率(每秒显示帧数)就像鱼与熊掌一样,不可兼得。在一般实际的应用中,通常是高分辨率但低帧率或低分辨率但高帧率的应用组合。如果想要两者兼得,惟一的出路就是使用高端CPU处理器来补足分辨率与帧率加乘出来的结果。如何以合理的成本,取得最佳的处理性能,是系统开发人员所关心的。
产线环境。工厂的环境通常是较为恶劣的,例如在饮料生产包装的产线,系统可能会直接接触到液体。而在工具机加工的环境中,则是充满切削工件的恶劣环境。如果机器视觉系统必须就近配置在严苛的产线环境中,那么选择具备防水、防尘能力的产品才能达到该需求。
多组生产工作站。在工厂环境中,一个成品的上市,从组件的制造、半成品的取放、质量的检验到出货的包装,必须要经过层层不同的工作站。举例来说,CNC机台负责组件的车削加工,通过工业机器人的取件,通过工业相机让工件定位后,才开始进行工件的切割;完成后进入到检测的站台,进行缺陷检测;过关的成品在包装区进行出货条形码的扫读。多组生产工作站之间,如何让系统之间容易整合与沟通,是工厂是否智能化的一大关键。
软件开发环境。软件解决方案开发的难易度与整合度,是所有导入智能化系统的工程人员心中的一大担忧,也往往是决定项目成败的最重要因素。如何缩短开发时间,降低系统开发成本,是重要的关键。
我国机器视觉发展现状
我国机器视觉行业的起步比较晚,集中度也不是很高,最开始主要是代理国外品牌。近几年,很多的经销商开始自主开发产品,但在行业分布、渠道分销以及成熟的自动化产品等方面还是和国外有一定差距。国内机器视觉的相对成熟的自动化产品质量以及技术含量偏低,市场也远远没有饱和。
机器视觉企业大体可以分为层开发厂商、二次开发厂商和产品代理商。国内机器视觉企业主要为国外机器视觉产品代理商和系统二次开发厂商。目前进入我国机器视觉市场的国外品牌有100多家,我国本土的企业负责销售代理的企业有200多家,专业的系统集成商超过50家。我国真正的专业机器视觉底层厂商凤毛麟角,本土机器视觉系统厂商和机器视觉系统元器件生产商存在缺失。
我国机器视觉的发展趋势
工业4.0离不开智能制造,智能制造离不开机器视觉。机器视觉是实现工业自动化和智能化的必要手段,相当于人类视觉在机器上的延伸。机器视觉具有高度自动化、高效率、高精度和适应较差环境等优点,将在我国工业自动化的实现过程中产生重要作用。
视觉图像技术需要重点构建四大核心能力:
第一,智能识别。海量信息快速收敛,从大量信息中找到关键特征,准确度和可靠度是关键。
第二,智能测量。测量是工业的基础,要求精准度。
第三,智能检测。在测量的基础上,综合分析判断多信息多指标,关键点上是基于复杂逻辑的智能化判断。
第四,智能互联。图像的海量数据在多节点采集互联,同时将人员、设备、生产物资、环境、工艺等等数据互联,衍生出深度学习、智能优化、智能预测等等创新能力,真正展示出工业4.0的威力。
机器视觉的相关产品
一个典型的工业机器视觉系统包括:光源、镜头、相机(包括CCD相机和COMS相机)、图像处理单元(或图像捕获卡)、图像处理软件、监视器、通讯/输入输出单元等。
(一)机器视觉核心部件:
智能相机:黑白智能相机、线扫描智能相机、彩色智能相机、CMOS智能相机、ID读码器等;
板卡:黑白采集卡、图像压缩/解压板卡、彩色采集卡等;
软件包:图像处理软件、机器视觉工具软件;
配件:工业相机、CMOS相机、CCD相机、面阵相机、行扫描相机、红外相机、1394接口相机;
工业镜头:FA镜头、高分辨率镜头、图像扫描镜头、聚光透镜、远心镜头等;
光源:LED光源、紫外照明系统、红外光源、光纤照明系统等;
辅助产品:传感器、标定块、光栅、垫圈、连线及连接器、电源、底板。
(二)机器视觉辅件:
图像处理系统:光学文字、识别系统、自动化/机器人技术、红外图像系统;
机器视觉集成:字符处理和识别系统、自动化/机器人技术、红外图像系统、烟草、印钞、电子组装、质量检测、自动识别(OCR/OCV)、测量、智能视觉、表面检测、印刷、包装、复杂工业对象视觉在线、汽车制造、车牌、智能交通、生物特征识别、监控、医疗检测、光学检查等系统。
由于机器视觉系统可以快速获取大量信息,而且易于自动处理,也易于同设计信息以及加工控制信息集成,因此,在现代自动化生产过程中,人们将机器视觉系统广泛地用于工况监视、成品检验和质量控制等领域。
但是机器视觉技术比较复杂,最大的困难在于人的视觉机制尚不清楚。人可以用内省法描述对某一问题的解题过程,从而用计算机加以模拟。但尽管每一个正常人都是"视觉专家",却不可能用内省法来描述自己的视觉过程。因此建立机器视觉系统是十分困难的任务。
可以预计的是,随着机器视觉技术自身的成熟和发展,它将在现代和未来制造企业中得到越来越广泛的应用。
6、FANUC 位置补正设置
FANUC.ROBOT

审核编辑 :李倩
-
机器人
+关注
关注
210文章
28224浏览量
206591 -
函数
+关注
关注
3文章
4308浏览量
62436 -
Fanuc
+关注
关注
18文章
117浏览量
36601
原文标题:干货!FANUC机器人通信
文章出处:【微信号:vision263com,微信公众号:新机器视觉】欢迎添加关注!文章转载请注明出处。
发布评论请先 登录
相关推荐
EtherNetIP转Profinet网关连接发那科机器人配置实例解析

开源项目!用ESP32做一个可爱的无用机器人
开源项目!用ESP32做一个可爱的无用机器人
ROS让机器人开发更便捷,基于RK3568J+Debian系统发布!
Al大模型机器人
工业机器人仿真软件有哪些
abb机器人的io通信和信号设置过程
基于FPGA EtherCAT的六自由度机器人视觉伺服控制设计
其利天下技术·搭载无刷电机的扫地机器人的前景如何?
西门子PLC与FANUC机器人如何实现EtherNet/IP通信






 工商网监
工商网监
评论