 EMPT技术的运用范围、适用机械制造及经济性
EMPT技术的运用范围、适用机械制造及经济性
【摘 要】
电磁脉冲技术(EMPT)可以在不相互接触的情况下对金属进行连接、焊接、成形和切割。
EMPT运用电磁感应圈,从一个脉冲发生器中产生出短暂而非常强的电流。感应圈产生出的电磁场,可以瞬间压缩或者膨胀而改变管材的直径。由于管材表面可以短暂带涡电流,因而此技术同样可以处理没有磁性的金属,如铝。
此文主要阐述EMPT技术的运用范围、适用机械制造及经济性。
1. 电磁脉冲技术(EMPT)的原理
当通有电流的导体置于磁场中,该导体将受到力的作用,这种电流与磁场相互作用而产生的力称为洛仑兹力(Lorentz force)。另外,电流本身也产生电磁场。因此,当电流以不同的方向运动时,两个平行的带电导体会相互排斥,见图1。
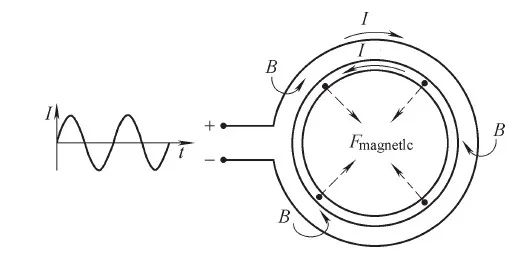
图1 金属管材插入电磁线圈中
图1中显示电磁线圈中电流、涡电流、洛伦兹力,左图显示为交流电的半正波。
如果将管材插入一个电磁线圈中,管材和电磁线圈均可被看成是导体。当给电磁线圈通上交流电时,管材表面会产生涡电流,并根据楞次定律向着电磁线圈方向移动。因此,管材受到一个向内的径向力作用。如果电磁圈电流改变方向,管材表面的涡电流同样改变。因此,电磁线圈电流和管材所带电流保持与磁力相反的方向,磁力在微秒内呈放射状压缩管材。然而,由于管材的惯性,成形过程滞后于压力上升过程。图2显示了5个时间点的成形过程。
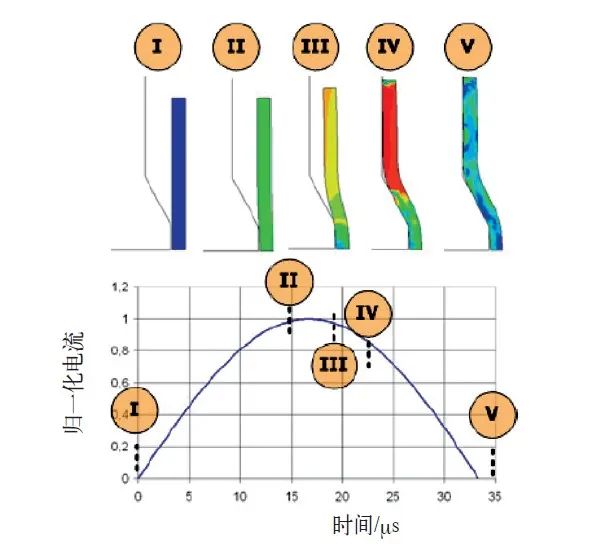
图2 管材插入后,管边缘的有限元分析
磁压力上升时,几微秒之后管材材料才开始发生变形。当管内压力超过材料的屈服强度,管材直径开始变小。随着此过程继续,管材直径变小的速度显著加快,最终形成需要的几何形状。
2. EMPT机器
EMPT系统主要由三个部分组成:脉冲发生器、线圈、成形腔。
(1)脉冲发生器 金属变形的磁性压力范围为100N/mm²。产生这个压力,需要100~1000kA的脉冲电流。所需的能量被储存在一个由电容器组、充电单元和大电流开关组成的脉冲发生器中。此脉冲发生器和EMPT线圈组成了一个共振回路,即电容器组中储存的能量E=CU ²/2 被转化成线圈所带的磁力E=LI²/2 。
(2)线圈和成形腔 线圈和成形腔是用来将磁力集中到导体工件上。线圈是由一道或几道传导性很高的材料绕组组成,通常是特殊的铜或者铝合金(见图3)。根据所需要传导的电流大小不同,线圈的横截面积通常为10~100 mm²。
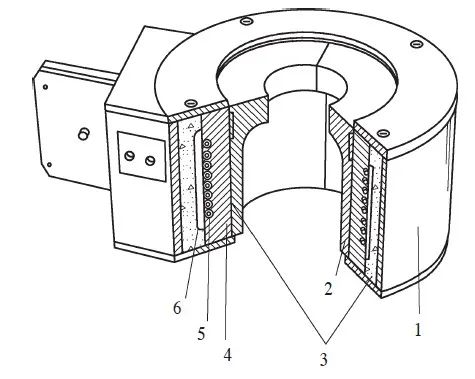
图3 多圈缠绕的线圈的截面图
1.线圈座 2.成形腔 3.绝缘体 4.线圈架 5.圈式绕组 6.塑料层
成形腔的横截面至少有一个放射状槽口,而且与工件和线圈绝缘。线圈长度和成形腔外径上的长度保持一致,且线圈与成形腔之间的间隙越小越好。
在电脉冲进行传导时,带电线圈会使成形腔表面带上涡电流,涡电流通过成形腔表面的放射状槽口流入内壁。成形腔的内径即为工件的外径,而内孔的长度通常比线圈短,因此电流更集中。由此产生两个结果:磁力线集中在成形腔缩口的背面上,多层线圈产生的不均匀磁场会聚于缩口端部。
成形腔使线圈产生的磁力可比作用到工件上的压力小。与线圈直接作用相比,可以显著延长线圈的使用寿命,因此,大大提高了效率,减少了成本损耗。PST公司利用数字技术改进了所生产的线圈,其平均使用寿命可达2 000 000次脉冲。
仅需一个标准线圈和合适的成形腔,就可以在极短的时间内毫不费力的加工各种直径和形状的工件。2min之内就可以非常方便的更换成形腔。在一些特定的系统中使用单一用途的线圈即可,无需再使用成形腔。
3.工作步骤
操作步骤如下:
(1)将工件安放在线圈内。
(2)将大电流开关保持断开,充电单元给电容组
充电(见图4)。
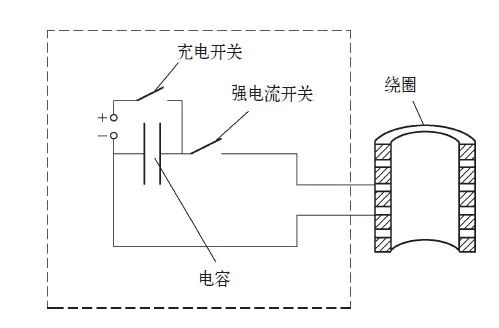
图4 脉冲发生器和线圈作用原理
(3)通常在8s内到达充电电压,充电开关断开,而线圈回路的强电流开关闭合,释放电容组储存的能量,为线圈回路和电容回路提供正弦式交流电。
(4)几个回合之后,交流电流值减弱为零,在交流电第一个半波内,管件压缩形成其最终的形状(见图5)。
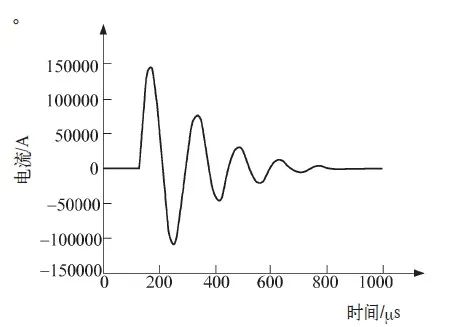
图5 典型放电电流的波形
工业上使用的EMPT系统通常的放电频率为6~30kHz。PST公司所生产的EMPT系统具有如下特点:放电电流高,放电频率高,周期短,工艺程序监控和数字化控制。定期在约每50万次时维护强电流开关,可使电容组的使用寿命超过200万次脉冲。根据不同型号,在10~16kV电压下,可产生100~2000kV放电电流。图6是PST生产的PS45 EMPT脉冲发生器,它被应用在一个德国一流的汽车生产工厂里。
PST产品一个显著的特点是其100%的程序控制系统,这是通过测量、储存、分析每个脉冲的时间曲线得出的。这种遵循规则的方法确保在各种环境中,在指定过程窗口下,放电电流都能保持恒定。经证实,PST产品的闭合线圈控制系统,对于在完全自动化的生产线上融合使用EMPT系统是非常有用的。图7是PST生产的双线圈概念的PS45 EMPT折边机系统。
用一个脉冲生产两个连接头,用于一个德国一流的汽车生产工厂大批量的自动化生产线上。
4. 工业运用
下面是EMPT系统应用于卷边、焊接、成形和切割。
(1)EMPT卷边 EMPT卷边技术是可以代替机械卷边工艺的新型的经济的技术。EMPT技术的非接触式工序产生的压力更均匀地按圆周分布,而不需要像在机械卷边工艺中那样使用各种工具和标记。因此,EMPT技术更均匀,不发热,不易产生变形,例如:在生产与橡胶管相配套的连接件(见图8)。

图8 EMPT卷边机生产与橡胶管相配套的连接件
EMPT技术的应用不仅仅局限于柔软的合金,同样适用于加工高强度零件。可以用直径为50mm、壁厚3mm的低碳钢St 52—3N ( = S355J2+N)生产载货汽车挡泥板支撑架(见图9)。

图9 EMPT卷边机生产低碳钢卡车挡泥板支撑架
EMPT为电缆和电器插头卷边可以使压缩力强大而均匀。EMPT的褶皱线缆连接器的电抗比机械卷边产生的卷边低50%。
使用EMPT卷边机,更换不同形状的工件,安装时间短,重复性强。世界各地约400~500台EMPT卷边机被安装使用。EMPT技术通常被用来连接不同材质的工件,如将铝或锰工件插入到钢或塑料插口。EMPT技术还可以用于交通行业,生产轻质的构件,如汽车座椅(见图10),飞行器等。

图10 EMPT卷边机加工质量轻的汽车座椅的不同材质部件
使用密封件,如橡胶O形圈,就可用EMPT系统生产气压、液压密闭容器。由于不需要耗材,而且是非接触式的工艺,EMPT系统可以使用于无菌场合,如将铝卷边加工成药用玻璃瓶盖(见图11)。PST产品新近开发出特殊的多用途连接线圈,可以同时进行多达50个点的连接,此技术已获得专利。

图11 EMPT将铝卷边加工成药用玻璃瓶盖
(2)EMPT焊接 很多情况下需要使用固相焊接,也被称为原子结合,因为它是在原子能级上进行的连接。其方法和爆炸焊接很相似,都是在高压作用下两个纯金属工件的原子相互挤压,直到发生电子转移,形成一个新的金属混合物(见图12)。然而EMPT操作时温度不会升高,即没有受到高温影响的区域,因而微观结构也就不会发生改变。EMPT焊接是靠工件之间的V形接口,即两工件连接端事先做成圆锥形,工件相互之间进行“滚动式”挤压接触。如果产品对于密封性或传导性有特殊要求,EMPT焊接的优势则更加突出。
在V形端部产生的接触挤压力范围约为1000N/mm²,并伴有巨大的张力。这基本上发生在两个工件的接触区域前面的十几微米的接触点之间。表层下的塑料变形,导致两个接触体的氧化层都发生破裂,因而产生与爆炸焊接相类似的波浪状微观结构。有限元分析表明,塑料变形速度超过声音在空气中传播速度,而远远低于声音在金属中传播速度。工件之间的空气层被压缩,加速向顶端角部挤压,由此产生的喷射气体将连接区域的碎屑及氧化粒子等吹走。
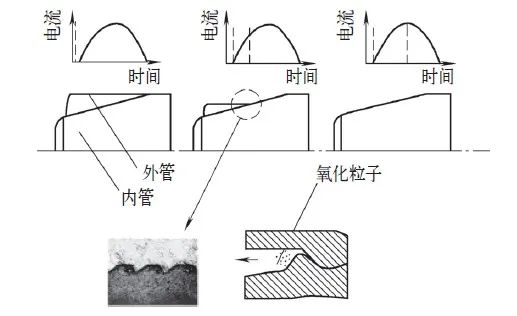
图12 EMPT焊接步骤图示
EMPT焊接的优点在于结合强度大,因为结合力相当于要将工件熔化的力。另外,EMPT焊接可以用在不同金属材料上类似“氦密封”连接,而不产生高热量。通常难焊的不锈钢材料也可以使用EMPT焊接,甚至可以大批量地焊接不同的金属,如钢和铝、钢和铜、以及铜和铝等。图13表示的是EMPT将一段是钢的工件焊接到质量很轻的铝制传动轴上。

图 13
因为需要磁性力使工件变形,所以需要材料表面处理好,材料质量较好。很多情况下,在进行EMPT焊接之前,需要对工件进行精密加工、打磨抛光除油。
(3)EMPT成形 使用电磁脉冲可以对管状工件进行压缩或者延展。大多数情况下,在压缩和延展过程中都需要使用心轴或者模具来确保形状公差,但是不使用模具也是可以的。有时成形之后需要使用独立的心轴或者模具来分离工件。
相对于传统的管件成形工艺,EMPT技术对管状工件成形具有更大的优势:EMPT可以不回转而压缩对称的管件截面,以避免高速反弹力冲击。另外研究分析:在特定条件下,材料变形到一定程度,强度值会提高。为了分析强度值提高的优点,做了铝合金环形工件膨胀试验。在类似条件下,塑料可能沿圆周变形26%而材料不会损坏。在用EMPT以高达170m/s的径向延展速度高强度延展时,塑料可以沿圆周变形60%材料依然不会有损坏(见图14)。EMPT的加工极限是由工件的导电性决定的。
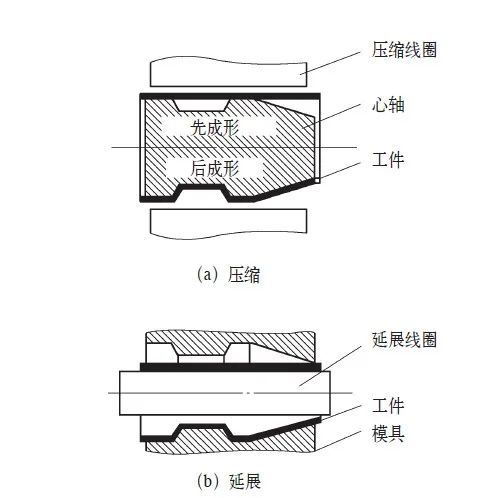
图14 用于EMPT压缩和延展的工具
如果材料的导电性低于结构钢,电阻损耗所产生的工件内部热量会过高,同时磁力线幅度显著下降,这会对EMPT造成损害。为了避免这种情况,可以在整形区域内放置一个“驱动”,一个薄壁铝环或者铜环。有了这个“驱动”,即使是非导体的材料也可以使用EMPT成形。结构钢当然可以使用没有驱动的EMPT系统上,而对不锈钢进行成形时还是建议使用驱动环。
EMPT成形技术的应用潜力不仅仅局限在管件生产上,但是对薄板件进行成形因为没有有效的平面螺旋线圈而受到局限,通常可以使用扁平线圈进行小批量的生产。
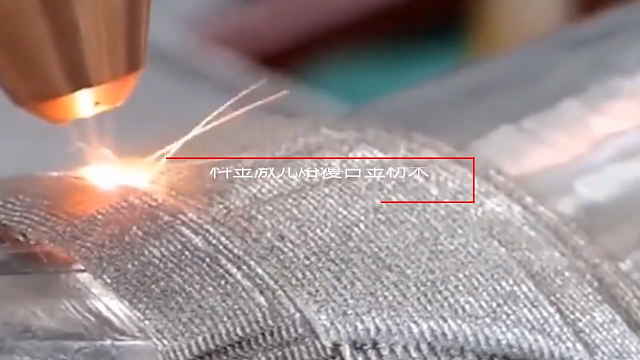
(4)EMPT切割 EMPT可以在金属管材和薄板上切割孔(见图15)。此工艺已成功通过铝材和不锈钢板材的演示试验,甚至高强度钢也可以处理。相对于机械切割而言,费用更少。粘附很少也是其一大优点。
图15 EMPT同时整形和切割一个盒子
5. 经济价值
看到EMPT加工过程中使用如此强的电流,一般通常会认为可能需要特殊的电源,而且电能消耗也很高。实际上绝非如此,因为脉冲电流是由脉冲发生器的电容组产生的(见图16)。要负载一个强大的脉冲发生器的电容组,仅需要一个常用的工业用三相400V、50Hz、32A的主电源。按当前电价计算,产生60kJ脉冲的发生器所消耗的电流还不到0.0025欧元(0.025元人民币)。

图16 PST生产的100 KJ A PS100脉冲发生器
PST新近开发出MJo牌多用途连接线圈已获得专利,它可以等同于进行一次成形操作同时加工多个元件。使用这种新型线圈,可以显著缩短周期时间,因此,加工成本也就大大降低。用一个脉冲生产多个元器件,这也大大降低了对脉冲发生器和线圈进行维护的频率,因为这些元器件的损耗是由脉冲的次数决定的。
除了EMPT系统的设备外,PST公司还提供给客户“以脉冲为单位付费”的加工服务,账单是以每年实际处理的脉冲数量计算,脉冲发生器的所有维修费用同样如此计算,因此价格可以用每个连接表示。以EMPT为汽车生产商处理典型的钢对钢装配为例,每年400 000次脉冲,每个EMPT连接的费用(包括2009年7月的实时电价费用)约为0.33欧元(3.3元人民币)。
6. 结语
EMPT(电磁脉冲技术)是基于通过强磁场,不需接触,而改变导体材料的形状的理论,可用于对金属管件和薄板件进行连接、焊接、成形和切割。EMPT的一个显著特点就是可以压缩任何管体的横截面。
使用合适的材料和设计方法,可以有效延长脉冲发生器和线圈的使用寿命,维护间隔时间长达500 000~2 000 000次脉冲,因此可以将连接或者整形钢或者铝材零件的成本消减为仅仅几美分。经证实,PST产品100%的程序控制,是完全适应自动化生产线和满足工业需求的。
审核编辑 :李倩
-
机械制造
+关注
关注
1文章
105浏览量
15093 -
电磁场
+关注
关注
0文章
791浏览量
47262 -
电磁脉冲
+关注
关注
0文章
45浏览量
11855
原文标题:电磁脉冲技术(EMPT) ,或有望在未来替代大线径压接
文章出处:【微信号:wiring-world,微信公众号:线束世界】欢迎添加关注!文章转载请注明出处。
发布评论请先 登录
相关推荐
勤哲excel服务器自动生成机械制造企业数据管理系统


浅谈医疗用电设备配电系统设计及经济性分析
机械制造与自动化是自动化类吗
数控机床的适用范围及结构特点
智能焊接技术在机械制造中的应用

机械制造ERP:无锡哲讯引领行业数字化转型新篇章
数控机床采集网关如何解决机械制造企业数据孤岛问题

边缘计算网关在机械制造行业的应用效果和价值






 工商网监
工商网监
评论