 如何通过Qt编程实现小线段轨迹连续加工
如何通过Qt编程实现小线段轨迹连续加工
今天,正运动小助手给大家分享一下EtherCAT运动控制卡开发教程之Qt,主要介绍一下如何通过Qt编程实现小线段轨迹连续加工,暂停与继续。
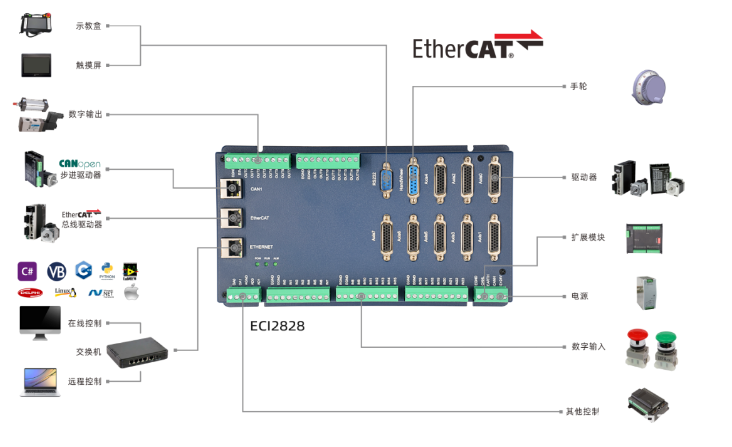
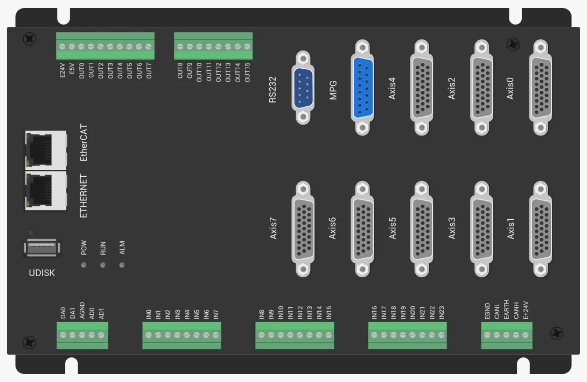
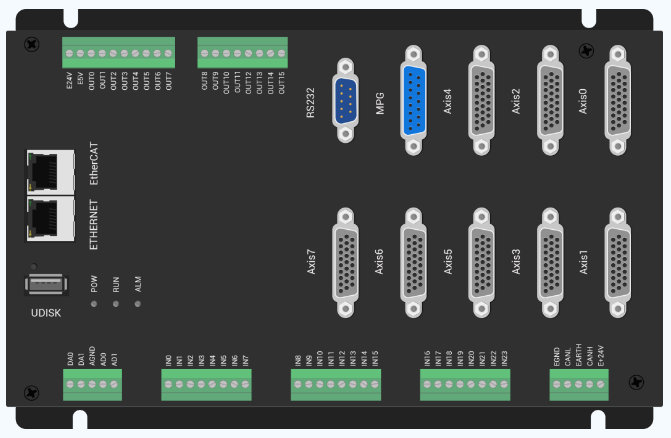
ECI2828运动控制卡的硬件介绍
ECI2828系列控制卡支持最多达16轴直线插补、任意圆弧插补、空间圆弧、螺旋插补、电子凸轮、电子齿轮、同步跟随、虚拟轴、机械手指令等;采用优化的网络通讯协议可以实现实时的运动控制。
ECI2828系列运动控制卡支持以太网,232通讯接口和电脑相连,接收电脑的指令运行,可以通过EtherCAT总线和CAN总线去连接各个扩展模块,从而扩展输入输出点数或运动轴。
ECI2828系列运动控制卡的应用程序可以使用VC、VB、VS、C++、C#等多种高级语言编程来开发,程序运行时需要动态库zmotion.dll。调试时可以把ZDevelop软件同时连接到控制器,从而方便调试、方便观察。
一、Qt进行运动控制卡开发的流程
1.新建Qt项目。
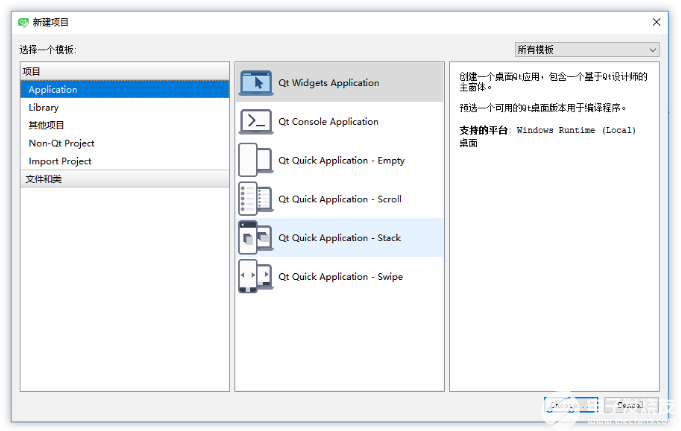
图1:新建Qt项目
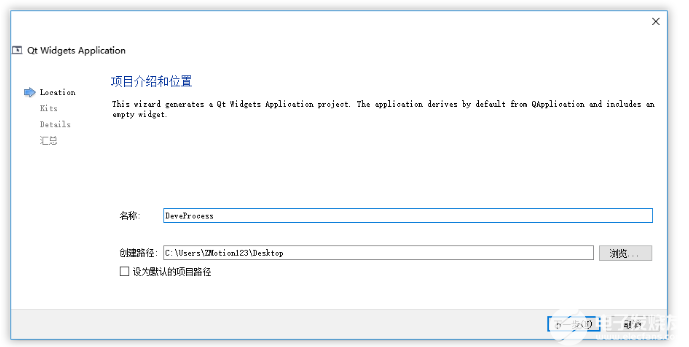
图2:选择项目路径
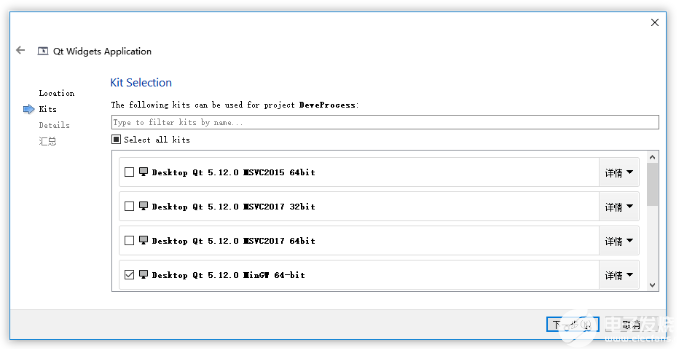
图3:选择Qt编译套件(kits)
图4:选择基类
2.将函数库相关的文件复制到新建的项目中。
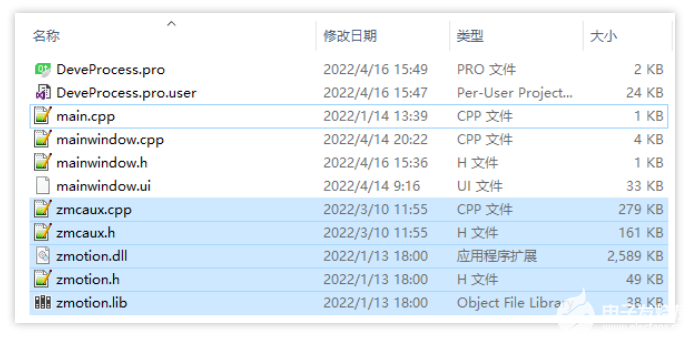
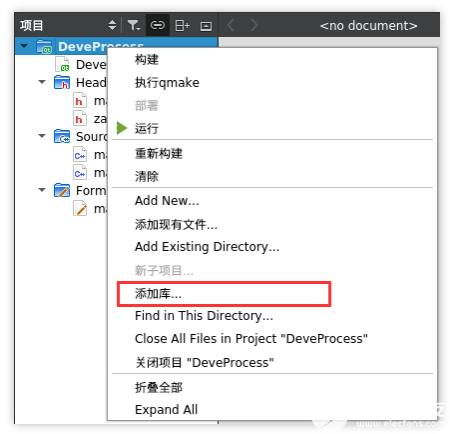
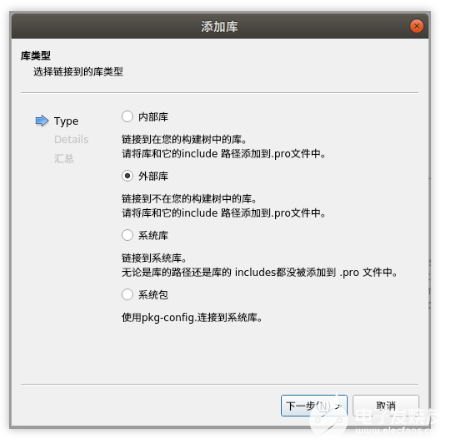
3.向新建的项目里面添加函数库的静态库。(zmotion.lib)
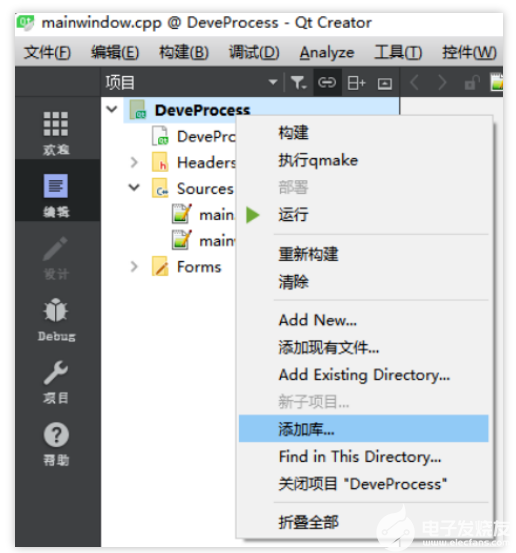
第一步:添加函数库1
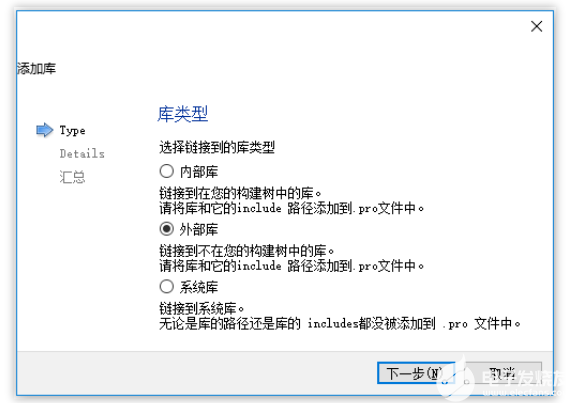
第二步:添加函数库2
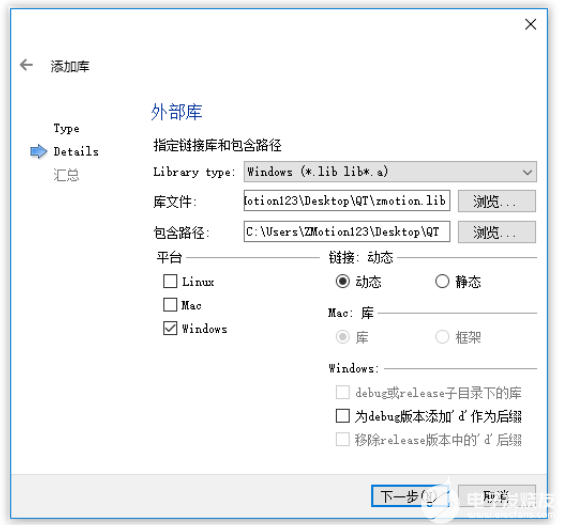
第三步:添加函数库3
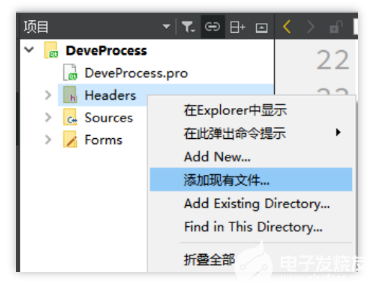
4.添加函数库相关的头文件到项目中。
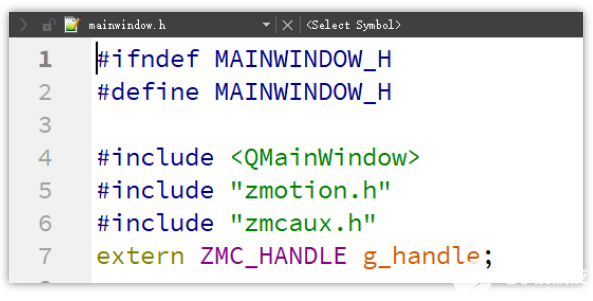
5.声明相关头文件,并定义连接句柄。
二、PC函数介绍
1.PC函数手册也在光盘资料里面,具体路径如下:“光盘资料\8.PC函数\函数库2.1\ZMotion函数库编程手册 V2.1.pdf”。
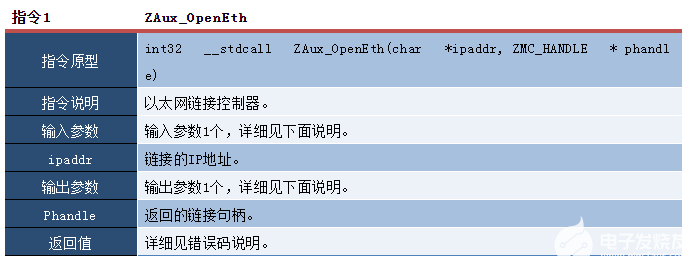
2.PC编程,一般如果网口对控制器和工控机进行链接。网口链接函数接口是ZAux_OpenEth();如果链接成功,该接口会返回一个链接句柄。通过操作这个链接句柄可以实现对控制器的控制。
ZAux_OpenEth()接口说明:
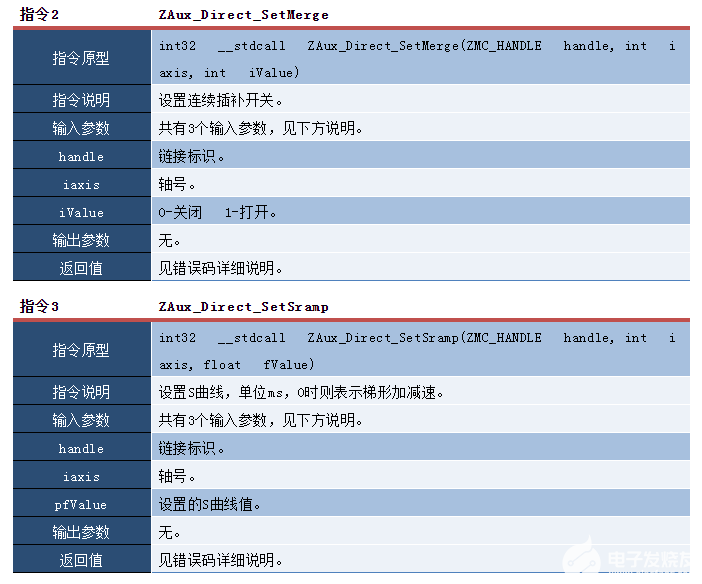
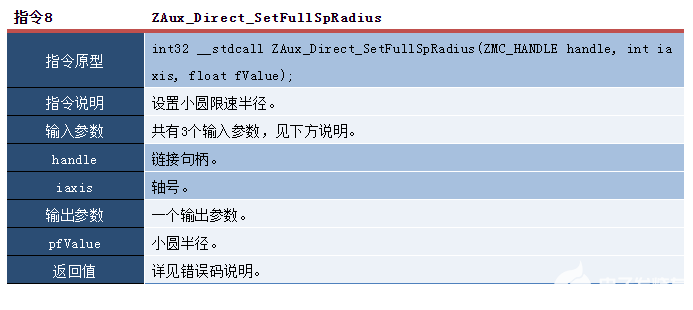
3.连续插补和S曲线设置相关指令介绍。
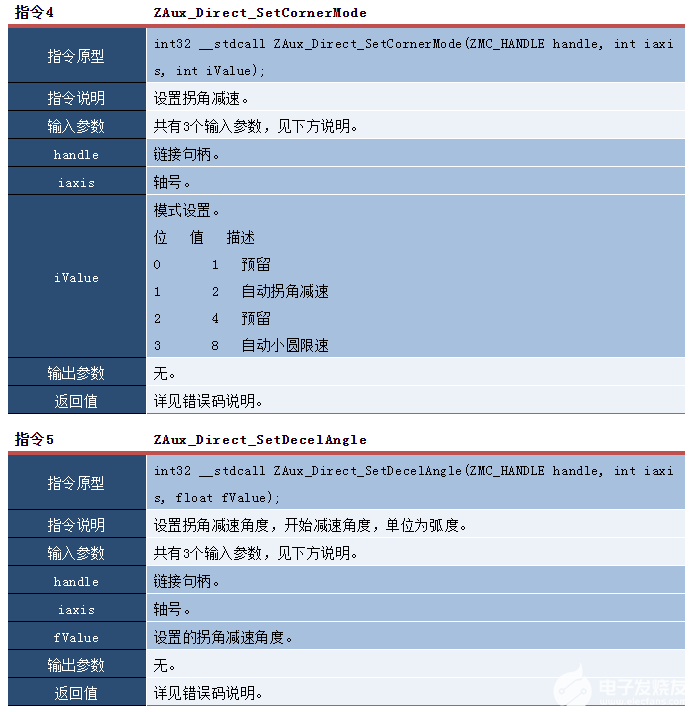
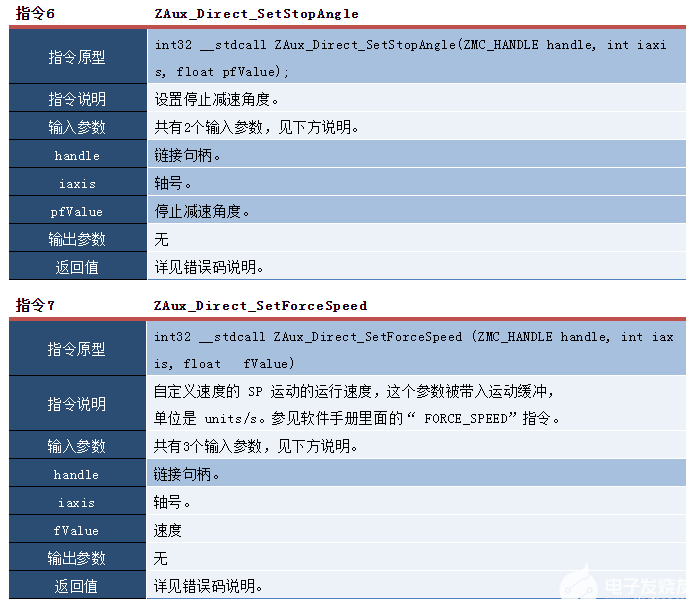
4.拐角模式设置相关指令介绍。
三、Qt开发实现小线段轨迹连续加工、暂停与继续
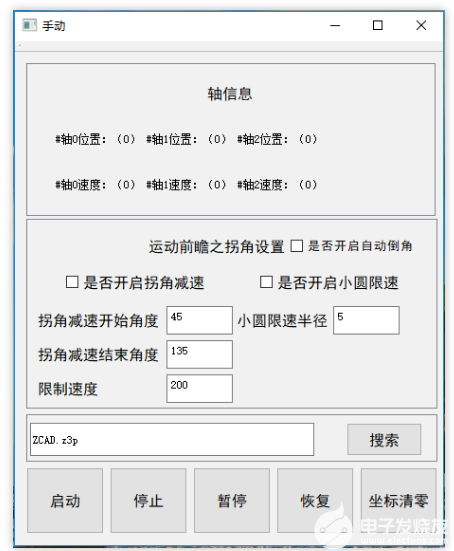
1.Qt例程界面如下。
2.在构造函数里面调用链接控制器的接口ZAux_OpenEth(),与控制器进行链接,链接成功后启动定时器监控控制器的轴信息。
MainWindow::MainWindow(QWidget *parent) :
QMainWindow(parent),
ui(new Ui::MainWindow)
{
int rint=0;
ui->setupUi(this);
//系统启动自动连接控制器
rint = ZAux_OpenEth("192.168.0.223", &g_handle);
//如果链接成功则启动定时器
if(rint==0)
{
startTimer(50);
}
}
3.通过定时器更新控制器各个轴的位置和速度信息。
//定时器事件
void MainWindow::timerEvent(QTimerEvent *event)
{
QString StrText;
float AxisDpos[3]={0};
float AxisMspeed[3]={0};
if(NULL != g_handle)
{
for(int i=0;i<3;i++)
{
//获取轴0的位置信息
ZAux_Direct_GetDpos(g_handle,i,&AxisDpos[i]);
//获取轴0的速度信息
ZAux_Direct_GetMspeed(g_handle,i,&AxisMspeed[i]);
}
StrText = QString("#轴0位置:(%1) #轴1位置:(%2) #轴2位置:(%3)").arg(AxisDpos[0]).arg(AxisDpos[1]).arg(AxisDpos[2]);
ui->AxisDpos->setText(StrText);
StrText = QString("#轴0速度:(%1) #轴1速度:(%2) #轴2速度:(%3)").arg(AxisMspeed[0]).arg(AxisMspeed[1]).arg(AxisMspeed[2]);
ui->AxisMspeed->setText(StrText);
}
}
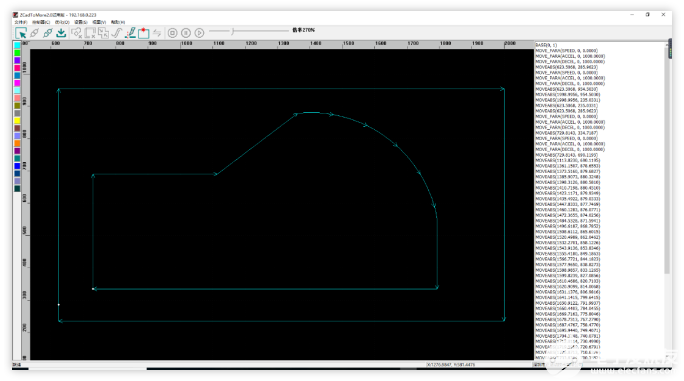
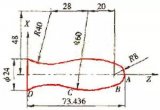
4.连续小线段的加工。(1)通过ZCADToMore2.0导图工具将“dxf”格式的CAD图纸导成“Z3P”文件的格式并下载到控制器里面。
(点击控制器→发送到控制器按钮,即可把代码显示窗口中的代码发送到控制器中,在控制器中的文件名为:ZCAD.z3p)
(2)搜索控制器里面的Z3P文件。
//搜索Z3P文件
void MainWindow::on_Search_clicked()
{
char Buff[1024]={"123"};
ZAux_Execute(g_handle, "FILE "FLASH_FIRST", ".z3p",0", NULL, 0);
//获取VR寄存器里面的文件名
ZAux_Execute(g_handle, "?vrstring(0,128)", Buff, 1024);
//去除文件名的\n
int Len = strlen(Buff);
Buff[Len-1]=0;
QString Str = QString(QLatin1String(Buff));
//更新到UI界面上
ui->lineEdit->setText(Str);
qDebug()<<
}
(3)通过启动按钮启动Z3P文件。
//启动按钮槽函数:设置拐角模式,开始运行Z3P文件
void MainWindow::on_RunButton_clicked()
{
QString Text;
int AxisList[3] = {0,1,2};
float DisList[3]={0};
//设置轴参数
for(int i=0; i<3; i++)
{
//轴类型设置为脉冲轴
ZAux_Direct_SetAtype(g_handle,i,1);
//设置脉冲当量,一般设置成机台运动1mm需要的脉冲数
ZAux_Direct_SetUnits(g_handle,i,1000);
//设置轴运动速度
ZAux_Direct_SetSpeed(g_handle,i,200);
//设置轴的加速度
ZAux_Direct_SetAccel(g_handle,i,2000);
//设置轴的减速度
ZAux_Direct_SetDecel(g_handle,i,2000);
//打开连续插补
ZAux_Direct_SetMerge(g_handle,i,1);
//设置S曲线参数
ZAux_Direct_SetSramp(g_handle,i,250);
}
//设置拐角模式
int CornerMode=0;
//是否打开自动倒角
if(ui->IsChamfer->checkState())
{
CornerMode = 32+CornerMode;
}
//是否打开拐角减速
if(ui->IsSlowDown->checkState())
{
CornerMode = 2+CornerMode;
//设置开始减速角度
Text = ui->StartAngle->toPlainText();
ZAux_Direct_SetDecelAngle(g_handle,AxisList[0],Text.toFloat()*3.14/180);
//设置停止减速角度
Text = ui->StopAngle->toPlainText();
ZAux_Direct_SetStopAngle(g_handle,AxisList[0],Text.toFloat()*3.14/180);
//设置参数速度
Text = ui->SpSpeed->toPlainText();
ZAux_Direct_SetForceSpeed(g_handle,AxisList[0],Text.toFloat());
}
//是否打开小圆限速
if(ui->IsMinCir->checkState())
{
CornerMode = 8+CornerMode;
//设置限速半径
Text = ui->CirRadius->toPlainText();
ZAux_Direct_SetFullSpRadius(g_handle,AxisList[0],Text.toFloat());
//设置参数速度
Text = ui->SpSpeed->toPlainText();
ZAux_Direct_SetForceSpeed(g_handle,AxisList[0],Text.toFloat());
}
ZAux_Direct_SetCornerMode(g_handle,AxisList[0],CornerMode);
//停止线程1
ZAux_Execute(g_handle, "STOPTASK 1", NULL, 0);
//启动Z3P文件
char CmdBuff[64];
char *str = ui->lineEdit->text().toLatin1().data();
sprintf(CmdBuff, "FILE3_RUN "%s",1",str);
ZAux_Execute(g_handle, CmdBuff, NULL, 0);
}
5.通过停止按钮的槽函数调用轴运动停止指令停止轴运动
//停止轴运动
void MainWindow::on_StopButton_clicked()
{
//停止线程1
ZAux_Execute(g_handle, "STOPTASK 1", NULL, 0);
//停止轴运动
ZAux_Direct_Rapidstop(g_handle,2);
}
6.小线段连续轨迹加工的暂停与继续。
//暂停运动
void MainWindow::on_Suspended_clicked()
{
//暂停轴运动
ZAux_Direct_MovePause(g_handle,0,0);
//暂停线程1
ZAux_Execute(g_handle, "PAUSETASK 1", NULL, 0);
}
//恢复运动
void MainWindow::on_Restore_clicked()
{
//恢复轴运动
ZAux_Direct_MoveResume(g_handle,0);
//恢复线程1
ZAux_Execute(g_handle, "RESUMETASK 1", NULL, 0);
}
四、例程移植到Linux设备上
1.Linux对应架构的库复制到项目文件夹里面。
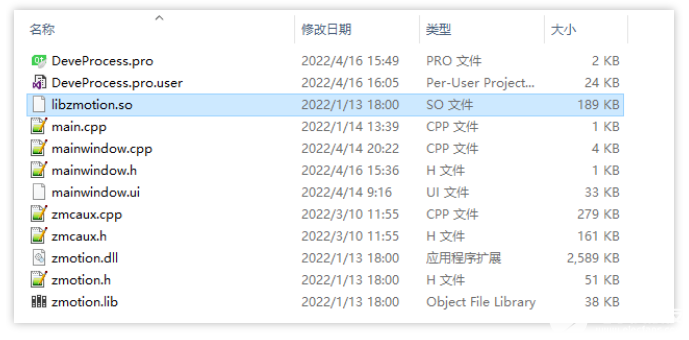
2.向新建的项目里面添加函数库的静态库。(libzmotion.so)
添加函数库1
添加函数库2
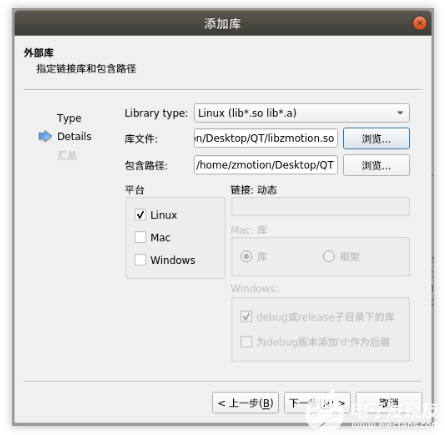
添加函数库3
→至此,重新编译即可运行。
3.调试与监控。
编译运行例程,同时连接ZDevelop软件进行调试,对运动控制的轴参数和运动情况进行监控。
(1)小线段轨迹加工的X-Y位置波形图。
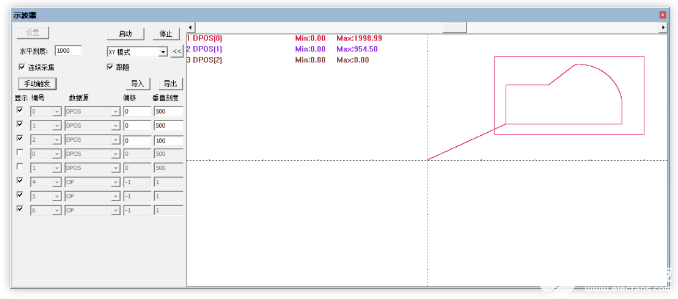
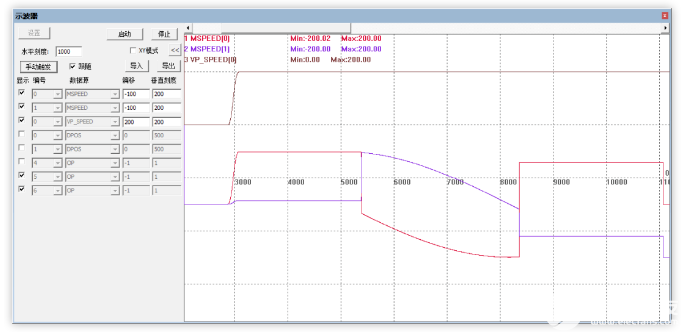
(2)小线段轨迹加工的速度波形图。(连续插补未打开拐角减速)
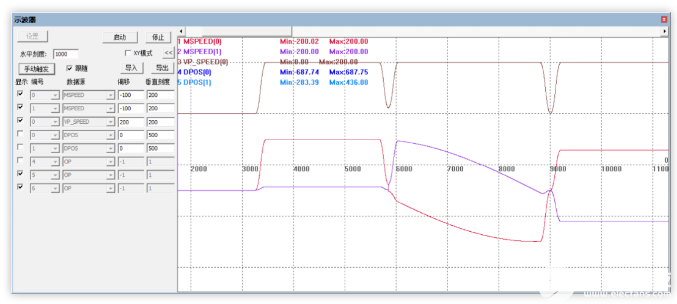
(3)小线段轨迹加工的速度波形图。
(连续插补设置拐角减速)
本次,正运动技术EtherCAT运动控制卡开发教程之Qt(中):小线段连续轨迹加工、暂停与继续,就分享到这里。
-
运动控制
+关注
关注
4文章
578浏览量
32854 -
ethercat
+关注
关注
18文章
685浏览量
38669 -
qt编程
+关注
关注
0文章
4浏览量
6251
发布评论请先 登录
相关推荐
数控车削中的粗加工的编程方法
一种创新的动态轨迹预测方法
园区封闭化管理之人员和车辆定位及轨迹追踪
人员轨迹分析算法有哪些?
EtherCAT运动控制器上位机开发之Python+Qt(三):PDO配置与SDO读写
人员定位及轨迹管理技术原理及应用领域
嵌入式QT常见开发方式有哪些?
VPLC系列机器视觉运动控制一体机在五轴联动点胶上的应用
数控铣削加工在加工前数控程序需要编程吗
深圳恒兴隆|自动换刀电主轴:实现加工自动化与高效化的关键.
基于VPLC711的曲面外观检测XYR运动控制解决方案
机器视觉运动控制一体机在喇叭跟随点胶上的应用

QT串口通信的简单使用






 工商网监
工商网监
评论