 减少数控机床热变形问题的措施
减少数控机床热变形问题的措施

轴承减少机床的热变形
在内外热源的影响下,机床各部件将发生不同程度的热变形,使工件与刀具之间的相对运动关系遭到破环,也是机床季度下降。对于数控机床来说,因为全部加工过程是计算的指令控制的,热变形的影响就更为严重。为了减少热变形,在数控机床结构中通常采用以下措施。
1.减少发热
机床内部发热时产生热变形的主要热源,应当尽可能地将热源从主机中分离出去。
2.控制温升
在采取了一系列减少热源的措施后,热变形的情况将有所改善。但要完全消除机床的内外热源通常是十分困难的,甚至是不可能的。所以必须通过良好的散热和冷却来控制温升,以减少热源的影响。其中部较有效的方法是在机床的发热部位强制冷却,也可以在机床低温部分通过加热的方法,使机床各点的温度趋于一致,这样可以减少由于温差造成的翘曲变形。
3.改善机床机构
在同样发热条件下,机床机构对热变形也有很大影响。如数控机床过去采用的单立柱机构有可能被双柱机构所代替。由于左右对称,双立柱机构受热后的主轴线除产生垂直方向的平移外,其它方向的变形很小,而垂直方向的轴线移动可以方便地用一个坐标的修正量进行补偿。
对于数控车床的主轴箱,应尽量使主轴的热变形发生在刀具切入的垂直方向上。这就可以使主轴热变形对加工直径的影响降低到最小限度。在结构上还应尽可能减小主轴中心与主轴向地面的距离,以减少热变形的总量,同时应使主轴箱的前后温升一致,避免主轴变形后出现倾斜。
数控机床中的滚珠丝杠常在预计载荷大、转速高以及散热差的条件下工作,因此丝杠容易发热。滚珠丝杠热生产造成的后果是严重的,尤其是在开环系统中,它会使进给系统丧失定位精度。目前某些机床用预拉的方法减少丝杠的热变形。对于采取了上述措施仍不能消除的热变形,可以根据测量结果由数控系统发出补偿脉冲加以修正。
(运转世界大国龙腾 龙出东方 腾达天下 龙腾三类调心滚子轴承 刘兴邦CA CC E MB MA)
轴承结构对振动与噪声的影响
1.滚道声
滚道声是由于轴承旋转时滚动体在滚道中滚动而激发出一种平稳且连续性的噪声,只有当其声压级或声调极大时才引起人们注意。其实滚道声所激发的声能是有限的,如在正常情况下,优质的6203轴承滚道声为25~27dB。这种噪声以承受径向载荷的单列深沟球轴承为最典型,它有以下特点:
a.噪声、振动具有随机性;
b.振动频率在1kHz以上;
c.不论转速如何变化,噪声主频率几乎不变而声压级则随转速增加而提高;
d.当径向游隙增大时,声压级急剧增加;
e.轴承座刚性增大,总声压级越低,即使转速升高,其总声压级也增加不大;
f.润滑剂粘度越高,声压级越低,但对于脂润滑,其粘度、皂纤维的形状大小均能影响噪声值。
滚道声产生源在于受到载荷后的套圈固有振动所致。由于套圈和滚动体的弹性接触构成非线性振动系统。当润滑或加工精度不高时就会激发与此弹性特征有关的固有振动,传递到空气中则变为噪声。众所周知,即使是采用了当代最高超的制造技术加工轴承零件,其工作表面总会存在程度不一的微小几何误差,从而使滚道与滚动体间产生微小波动激发振动系统固有振动。尽管它是不可避免的,然而可采取高精度加工零件工作表面,正确选用轴承及精确使用轴承使之降噪减振。
2.落体滚动声
该噪声一般情况下,大都出现在低转速下且承受径向载荷的大型轴承。当轴承在径向载荷下运转,轴承内载荷区与非载荷区,若轴承具有一定径向游隙时,非载荷区的滚动体与内滚道不接触,但因离心力的作用则可能与外圈接触,为此,在低转速下,当离心力小于滚动体自重时,滚动体会落下并与内滚道或保持架碰撞且激发轴承的固有振动和噪声,并且有以下特点:
a.脂润滑时易产生,油润滑时不易产生。当用劣质润滑脂时更易产生。
b.冬季常常发生。
c.对于只作用径向载荷且径向游隙较大时也易产生。
d.在某特定范围内也会产生且不同尺寸的轴承其速度范围也不同。
e.可能是连续声亦可能是断续声。
f.该强迫振动常激发外圈的二阶、三阶弯曲固有振动,从而发出该噪声。通过采用预载荷方法可有效降低该噪声,减少装机后轴承工作径向游隙,选用良好润滑剂亦能有所改善,有些国外企业采用轻型滚动体,如陶瓷滚子或空心滚子等技术措施来防止这种噪声的产生。
3.尖鸣声
它是金属间滑动摩擦产生相当剧烈的尖叫声,尽管此时轴承温升不高,对轴承寿命和润滑脂寿命也无多大影响,也不影响旋转,但不悦耳声令人不安,尤其是承受径向载荷的大型短圆柱滚子轴承常有此噪声,其特点为:
a.轴承径向游隙大时易产生。
b.通常出现在脂润滑中,油润滑则较罕见。
c.随着轴承尺寸增大而减小,且常在某转速范围内出现。
d.冬季时常出现。
e.它的出现是无规则的,和不可预知的,并且与填脂量及性能、安装运转条件有关。这种噪声可采用减少轴承径向游隙和采用浅度外圈滚道结构来防止。
4.保持架声
在轴承旋转过程中保持架的自由振动以及它与滚动体或套圈相撞击就会发出此噪声。它在各类轴承中都可能出现,但其声压级不太高而且是低频率的。其特点是:
a.冲压保持架及塑料保持架均可产生。
b.不论是稀油还是脂润滑均会出现。
c.当外圈承受弯矩时最易发生。
d.径向游隙大时容易出现。
由于保持架兜孔间隙及保持架与套圈间隙在轴承成品中不可避免的要存在,因此彻底消除保持架声十分困难,但可通过减少装配误差,优选合理的间隙和保持架窜动量来改善。
另一种保持架特殊声是由于保持架与其他轴承零件引导面间的摩擦引发保持架的自激振动而发生的喧嚣声。深沟球轴承的冲压保持架较薄,在径向和轴向平面内的弯曲刚度较低,整体稳定性差,轴承高速旋转时就会因弯曲变形而产生自激振动,引起“蜂鸣声”。
当轴承在径向载荷作用下且油脂性能差的情况下,运转初期会听到“咔嚓、咔嚓”的噪声,这主要是由于滚动体在离开载荷区后,滚动体突然加速而与保持架相撞而发出的噪声,这种撞击声不可避免但随着运转一段时间后会消失。
防止保持架噪声措施如下:
a.为使保持架公转运动稳定,应尽量采用套圈引导方式并注意给予引导面的充分润滑,对高速工况下的轴承结构给予改进,将滚子引导的L型保持架改为套圈挡边引导的Z型保持架。
b.轴承高速旋转时,兜孔间隙大的轴承其保持架振动振幅远大于兜孔间隙小的保持架振动振幅,所以兜孔间隙取值尤为重要。
c.要注意尽量减小径向游隙。
d.尽量提高保持架的制造精度,改善保持架表面质量,有利于减小滚动体与保持架发生碰撞或摩擦产生的噪声。
e.积极采用先进的清洗技术,对零配件和合套后的产品进行有效彻底的清洗,提高轴承的洁净度。
5.滚动体通过振动
当轴承在径向载荷作用下运转,其内部只有若干个滚动体承受载荷,由于与套圈的弹性接触构成的“弹簧”支承使滚动体在通过径向载荷作用线产生了周期性振动,而转轴中心因此会上下垂直移动或做水平方向移动,同时引发噪声。这类振动称之为滚动体通过振动,尤其是在低速运转时表现更为明显。
而其振幅则与轴承类型、径向载荷、径向游隙及滚动体数目有关。通常该振幅较小,若振幅大时才形成危害,为此常采用减小径向游隙或施加适当的预载荷来降低。
工作温度对轴承寿命的影响
轴承在工作中,其尺寸会因材料结构的改变而变化。这种转变受到温度、时间及应力的影响。
为了避免在工作中因材料的结构改变而发生不允许的尺寸变化,轴承材料必须经过特殊的热处理。
根据不同的轴承类型,标准的轴承是以淬透和感应淬火热处理的钢材制成,建议的最高工作温度在120至200度之间。可以达到的最高工作温度与热处理的工艺过程有直接的关系。如果某应用的正常工作温度高出建议的最高温度,应选用稳定级数较高的轴承。如果轴承需要连续在高温下工作,轴承的动负载能力可能需要作出调整。
-
轴承
+关注
关注
4文章
2433浏览量
35049 -
数控机床
+关注
关注
19文章
882浏览量
49943
发布评论请先 登录
数控机床上下料改造的技术路径与实施方案

实现数控机床在不同网段通信的解决方案

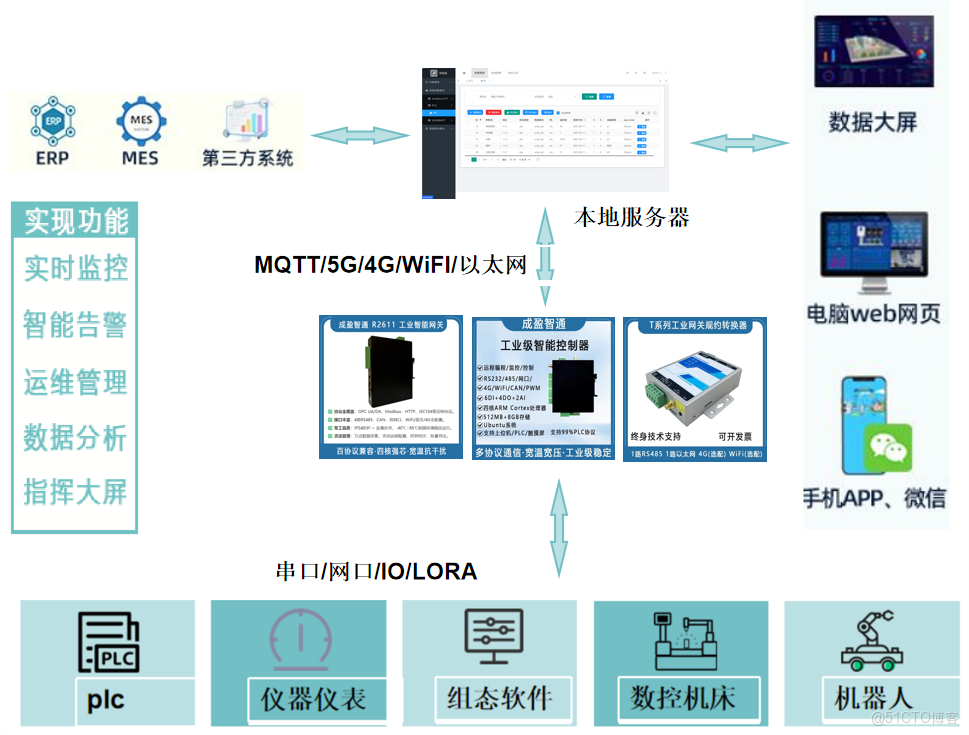
数控机床的物联网智慧管理解决方案

数控机床物联网平台有哪些推荐?哪个好用?
数控机床物联网网关有哪些推荐?哪个好用?
零机床配置改动!SycoTec数控机床高速电主轴革命性升级方案来了

干货总结——SycoTec数控机床高速主轴选型必看
多摩川协议编码器:助力数控机床行业迈向智能制造
工业智能网关支持采集数控机床吗

探秘高速电主轴在数控机床中的关键赋能作用


BK 机床控制变压器在数控机床中真的不可或缺吗?




评论