 回流焊工艺加热焊接流程与加热方式
回流焊工艺加热焊接流程与加热方式
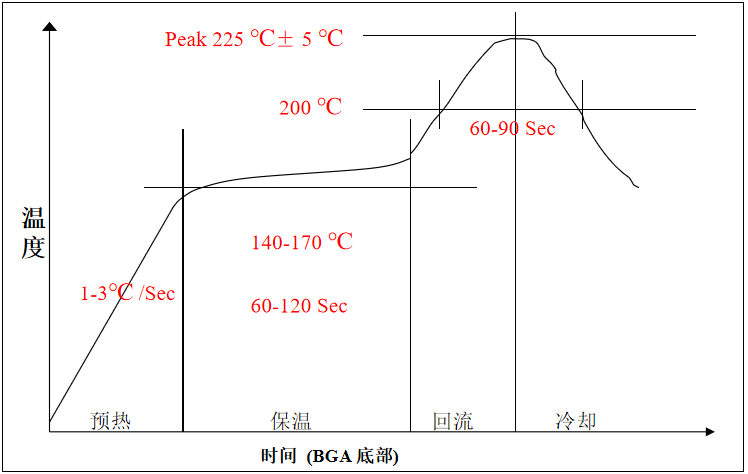
回流焊是靠热气流对焊点的作用,胶状的焊剂在一定的高温气流下进行物理反应达到SMD的焊接;之所以叫"回流焊"是因为气体在回流焊内循环流动产生高温达到焊接目的。回流焊热量的传递方式:热传导、热辐射、热对流。回流焊机加热要经过四个温区:预热区、恒温区、熔融区、冷却区。通过这四个温区就形成了一个整个的回流焊工艺加热焊接流程。下面跟着晋力达小编来看回流焊是如何加热的、有哪些加热方式。
回流焊的加热方式:
1、远红外回流焊
八十年代使用的远红外回流焊具有加热快、节能、运行平稳等特点但由于印制板及各种元器件的材质、色泽不同而对辐射热吸收率有较大差异造成电路上各种不同元器件以及不同部位温度不均匀即局部温差。例如集成电路的黑色塑料封装体上会因辐射吸收率高而过热而其焊接部位———银白色引线上反而温度低产生虚焊。另外印制板上热辐射被阻挡的部位例如在大(高) 元器件阴影部位的焊接引脚或小元器件会由于加热不足而造成焊接不良。
2、全热风回流焊
全热风回流焊是一种通过对流喷射管嘴或者耐热风机来迫使气流循环从而实现被焊件加热的焊接方法该类设备在90年代开始兴起。由于采用此种加热方式印制板(PCB)和元器件的温度接近给定加热温区的气体温度完全克服了红外回流焊的局部温差和遮蔽效应故目前应用较广。在全热风回流焊设备中循环气体的对流速度至关重要。为确保循环气体作用于印制板的任一区域气流必须具有足够快的速度这在一定程度上易造成印制板的抖动和元器件的移位。此外采用此种加热方式的热交换效率较低耗电较多。
3、红外热风回流焊
这类回流焊炉是在红外炉基础上加上热风使炉内温度更均匀是目前较为理想的加热方式。这类设备充分利用了红外线穿透力强的特点热效率高、节电;同时有效克服了红外回流焊的局部温差和遮蔽效应并弥补了热风回流焊对气体流速要求过快而造成的影响因此这种回流焊目前是使用得最普遍的。
关于以上解答文章,如果您还有其它疑问可以咨询我们晋力达,我们有专业的工程师为您解答。
审核编辑:汤梓红
-
焊接
+关注
关注
38文章
3255浏览量
60246 -
加热
+关注
关注
3文章
54浏览量
14316 -
回流焊
+关注
关注
14文章
480浏览量
16905
发布评论请先 登录
相关推荐
回流焊流程详解 回流焊常见故障及解决方法
PCB回流焊工艺优缺点
回流焊与波峰焊的区别
SMT贴片加工中的回流焊:如何打造完美焊接
关于SMT回流焊接,你了解多少?
烙铁焊,回流焊,波峰焊和激光锡焊四种工艺的比较

更快更强 | HP15加热台新品78折!Max温度350度,200度只需60秒!30~150W功率可调,恒温加热和回流焊双模式!
pcb板回流焊工艺详解
锡膏回流焊接工艺要求

安帕尔:氧分析仪在回流焊波峰焊的应用
回流焊设备远程监控运维物联网系统

回流焊接:速度与温度的“甜蜜点”,你找到了吗?

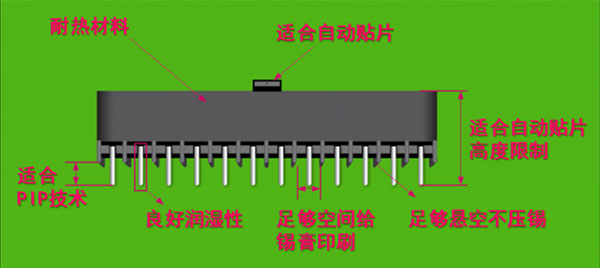
通孔回流焊接(PIP)工艺对器件的要求





 工商网监
工商网监
评论