 KUKA工具之CZ电伺服铆钳ECKOLD技术
KUKA工具之CZ电伺服铆钳ECKOLD技术
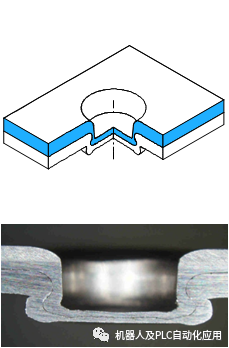
什么是铆接
•铆接是用钢、铝或不锈钢制成的板材和型材的连接技术。•铆接技术允许通过局部冷成型连接两个或多个细金属板。•这种接合方法的主要优点在于,正铆接元件是由要连接的板的材料形成的。因此不需要辅助材料或部件,例如铆钉或钎焊焊剂。
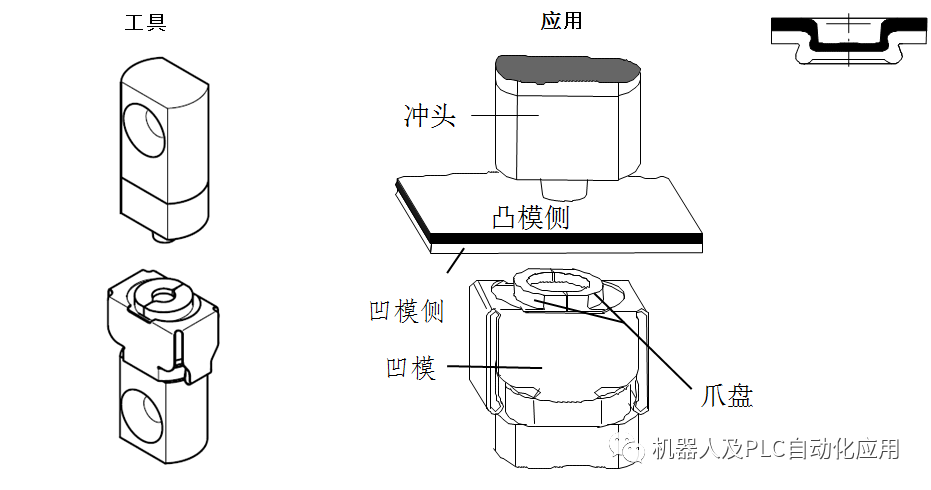
铆接的主要特点
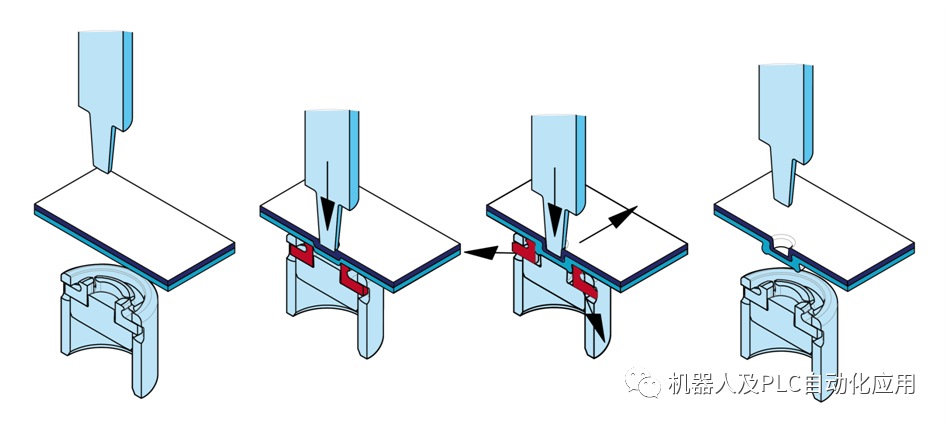
• 铆接接头是由工具的一次连续冲程产生的。
• 单程连接可以用具有单侧驱动器的机器来实现。
• 各种铆接工具的几何形状满足单个机器中不同应用的范围。
• 有或没有切割的铆接技术
• 冲压工具套件通常由冲头和凹模组成(例外:F—DF)。

什么是ECKOLD技术


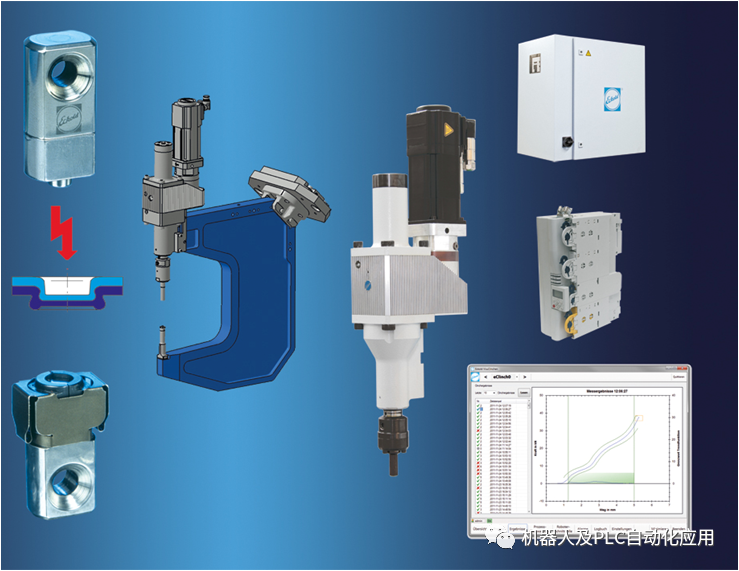
伺服电机驱动单元

安装在铆接框架中的驱动单元包括:
1伺服电机
2行星齿轮
3带主轴的壳体
在驱动侧的模具架不是驱动单元组件的一部分,而是形成一个单独的组件。
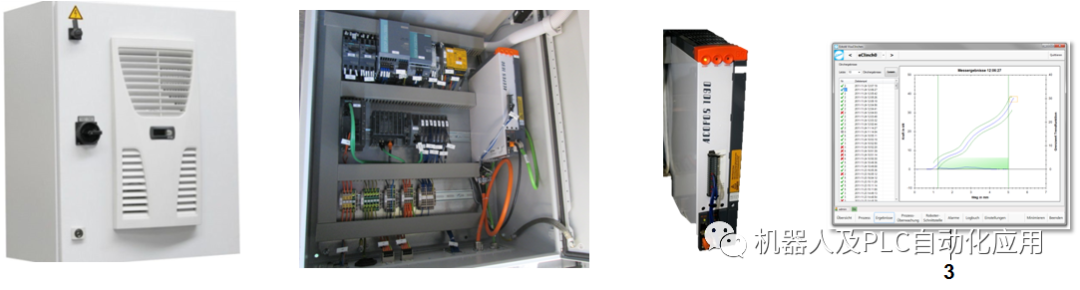
带有伺服调节器和集成过程监控系统的控制柜,包括软件:
1.控制柜
2.具有集成过程监控系统的伺服调节器
3.通过ECKOLD软件(通过客户提供的系统,在现有工业PC上)进行过程监视和控制的可视化.
过程监控系统
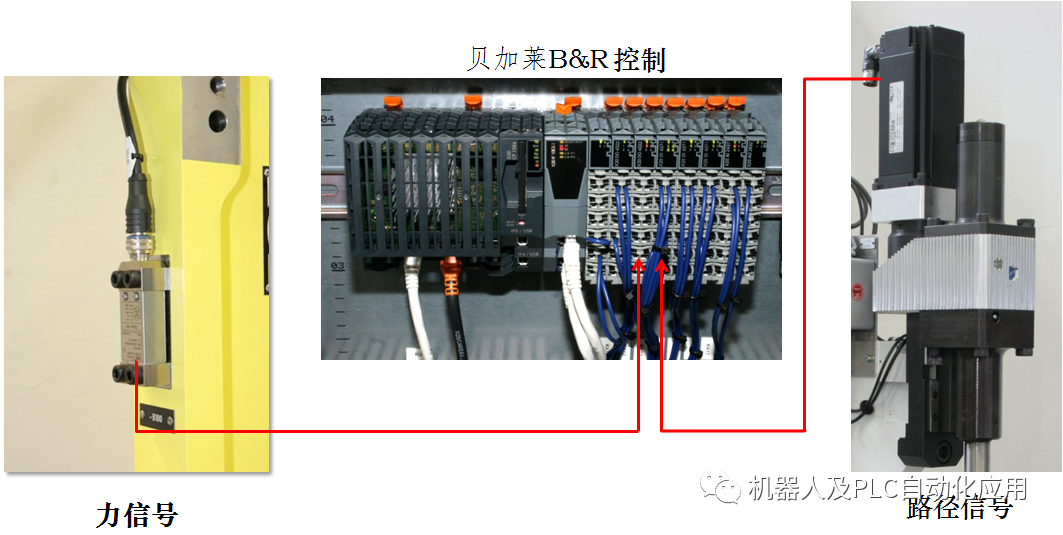
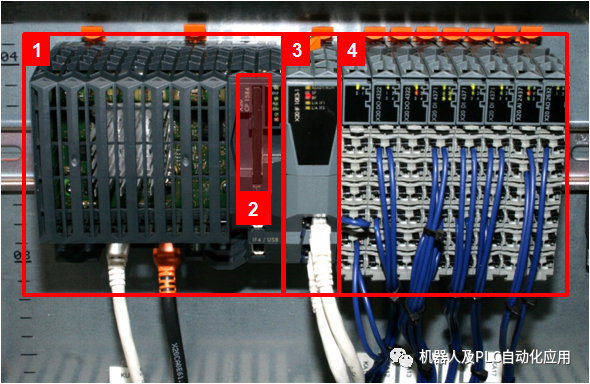
CPU,包括:
1•贝加莱X20 CPU
2•存储卡
3•带总线模块的插槽
4•输入输出模块
所有组件可以很容易地更换,因为他们是插槽式。
使用老CPU的存储卡!数据不会丢失。
贝加莱ACOPOS伺服驱动器

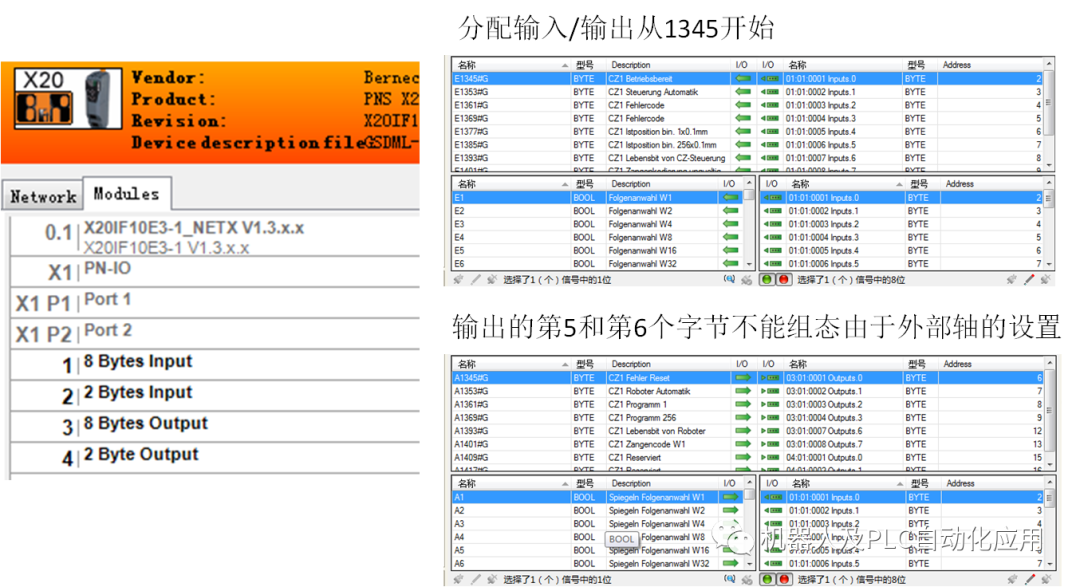
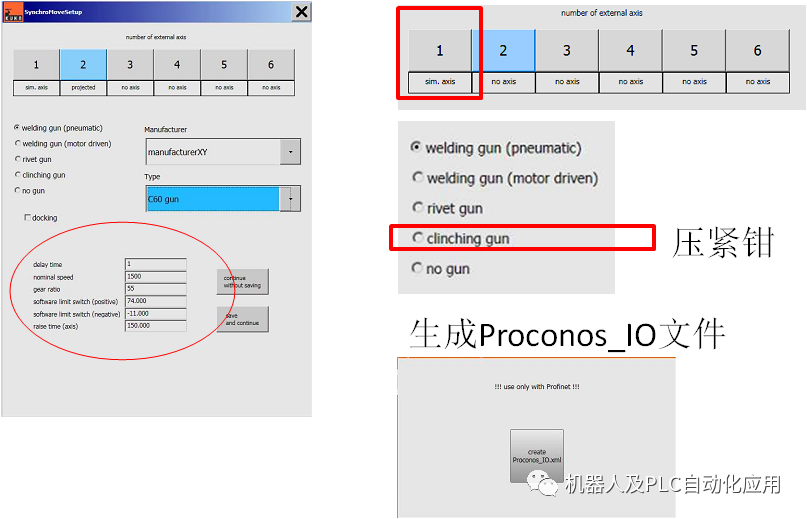
添加CZ铆钳的组态
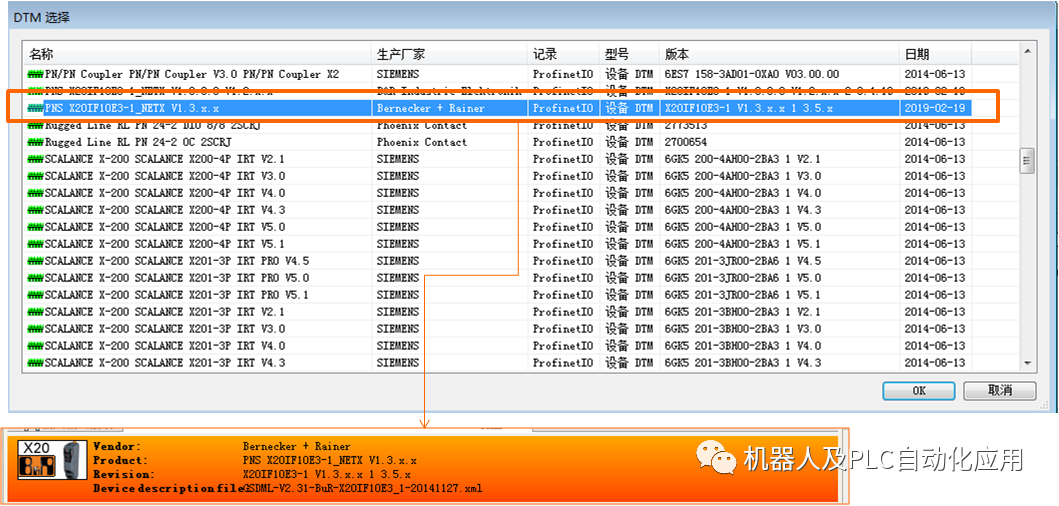
分配IO点
标准程序分析:
1.CZ 压钳需要配置外部轴。(基于8.2系统的大众VASS05)
标准程序分析:
Makro280 压接启动
Makro281 寻找参考位
Makro282 监控开启/关闭
F538 带压钳
F458 带喷压接油 油量的E519报警和E518预警在S7CUP中使用
F454 用在机器人上
M116 = E1345 & !E1349 & E1353 & E1354 &(!E1355 + A1355) & !E1413 & !E1419 & A1356
E1345准备就绪!E1349节能模式已开启 E1353自动控制 E1354钳子在原位
!E1355定位有效A1355发布定位!E1413程序错误!E1419紧固i.O.
A1356目标位置有效
MAKRO280压接启动
A177 = EIN -----------给PLC控制开启压紧工作
t12 ( E15 ) = p26[1/10Sek]
WARTE BIS T12 + !E15空运转时跳到最程序最下步
GOTO Label 1 = E15
t10 ( EIN ) = -20[1/10Sek]
WARTE BIS E1345 & !E1349 + T10 E1345准备就绪 !E1349节能模式关闭
F453 = T10
WARTE BIS E1345 & !E1349
F453 = AUS
A1358 = AUS 关上钳子
A1355 = EIN 发布定位
t10 ( EIN ) = -20[1/10Sek]
F489 = E1424 错误温度电机
WARTE BIS !E1358 & !E1424 + T10 E1358实现了力量 --E1424错误温度电机
F453 = T10
WARTE BIS !E1358 & !E1424
F453 = AUS
F489 = AUS
t10 ( EIN ) = -60[1/10Sek]
A1358 = EIN 关上钳子
WARTE BIS E1358 & !E1414 + T10 E1358实现了力量E1414目标位置无效
F453 = T10
t10 ( EIN ) = -10[1/10Sek]
F447 = E1358 & !E1414 & !E1416 & !E1417& !E1420 & !E1421 & !E1422 & !E1424 F447压接合格
E1358实现了力量 E1414目标位置无效 E1416钳子运行困难 E1417压力过低E1420拉拽故障E1421内部备份错误
E1422错误控制器 E1424错误温度电机
F448 = E1414 + E1416 + E1417 + E1420 + E1421 + E1422 +E1424 -F448压接不合格,有问题
A1358 = AUS 关闭压接
WARTE BIS F447 & !F448 + T10 等待压接合格不故障
F453 = T10
WARTE BIS F447 & !F448 + E27 + E28 -等待压接不合格 –如果不合格 E27或E28可以跳过去
F453 = AUS
F449 = F448 & E28-F449有故障跳过了
t10 ( EIN ) = -20[1/10Sek]
A1357 = !E1357 -----E1357打开钳子------ A1357打开钳子—若果没有打开钳口就打开钳口
WARTE BIS E1357 + T10等待钳口打开
F453 = T10钳口打开超时
WARTE BIS E1357等待钳口打开
F453 = AUS
A1357 = AUS 关闭打开钳口
A1355 = AUS 关闭接换定位
t10 ( EIN ) = -20[1/10Sek]
WARTE BIS !E1355 + T10等待定位有效关闭
F453 = T10 等待定位有效关闭超时
WARTE BIS !E1355
F453 = AUS
Label 1
A177 = AUS
----------------------------
MAKRO281寻找参考位
A177 = EIN
t10 ( EIN ) = -20[1/10Sek]
WARTE BIS !E1349 + T10 E1349节能模式已开启
F453 = T10 节能模式关闭超时
WARTE BIS !E1349
F453 = AUS
A1355 = EIN 开启定位
t10 ( EIN ) = -200[1/10Sek]
A1354 = EIN 寻参
WARTE BIS !E1354钳没有在原位
WARTE BIS E1345 & E1354 + T10 钳子有准备就绪, 钳子在原位
F453 = T10 校准超时
WARTE BIS E1345 & E1354
F453 = AUS
A1354 = AUS 关闭寻参
F489 = EIN
t10 ( EIN ) = -10[1/10Sek]
WARTE BIS E1345 + T10压机有准备就绪
F453 = T10
WARTE BIS E1345压机有准备就绪
F453 = AUS
F489 = AUS
t10 ( EIN ) = -2[1/10Sek]
WARTE BIS T10 & !A1345 关闭故障复位
A1355 = AUS 关闭定位
t10 ( EIN ) = -20[1/10Sek]
WARTE BIS !E1355 + T10定位取消
F453 = T10
WARTE BIS !E1355
F453 = AUS
A177 = AUS
-------------------------------
USER程序分析:
Tech_ CZ Typ =Servo Zange = Nr1 ProgNr = 21 Offset = 40 [1/10 mm] Weg = 60 [1/10 mm]PktNr_SPS = 1 EIN
P1 1〜伺服// 2〜气动
P2 = 1 ~CZ1 // 2~ CZ2
P3 = 程序号
P4 = 偏移量 默认可以是 30 (0-150)
P5 = 下模向下移动1 /10毫米(接合后下模自动返回,默认可以是 60)
P6 = 给PLC的进程点号
P7 = 启动USER
电子压机的开口限位的查找:
$SOFTP_END[7]=96.0
$SOFTN_END[7]=12.0
“Punkt schon geclincht”点已弯曲
IF(PAR6==$COUNT_I[I_Arbpkt_Nr]) AND NOT (PAR6==0)THEN
MLD(7,#QuitMsg); 点已弯曲
ENDIF
计数器32 与P6值不能重复
例,压接点:
PTP VB=100% VE=0% ACC=100% RobWzg=1 Base=1 SPSTrig=5[1/100s]P 压接点
1: FB PSPS = EIN
2: A23 = AUS
3: WARTE BIS !E16 & E23
4: Tech_ CZ Typ =Servo Zange = Nr1 ProgNr =21 Offset = 40 [1/10 mm] Weg = 60
[1/10 mm] PktNr_SPS = 1 EIN
使用钳号1程序号21 Offset机器人定极臂压接距离4mm
Weg压接后离件6mm 进程号1
5: SPSMAKRO280 = E1348E1348使用 压钳开始铆接
审核编辑 :李倩
-
驱动器
+关注
关注
52文章
8236浏览量
146365 -
伺服
+关注
关注
16文章
651浏览量
40963 -
KUKA
+关注
关注
3文章
217浏览量
16532
原文标题:KUKA工具之CZ电伺服铆钳ECKOLD技术
文章出处:【微信号:gh_a8b121171b08,微信公众号:机器人及PLC自动化应用】欢迎添加关注!文章转载请注明出处。
发布评论请先 登录
相关推荐
Multicomp Pro新款钳型表MP760609介绍
激光焊接技术在焊接医疗热活检钳的工艺应用

激光焊接机在焊接胃镜活栓钳的优点有哪些

伺服驱动器不上电是什么原因
M9航空插座4针需用专用型铆压磨具铆压吗

贸泽开售Microchip Technology PIC32CZ CA MCU 保护工业和汽车应用安全
示波器电流钳衰减比的设置方法及应用
激光焊接机在焊接活检钳的技术应用

使用示波器电流钳的设置方法

伺服电缸和伺服压机区别 伺服电缸能取代液压油缸吗






 工商网监
工商网监
评论