 螺纹加工重要基本知识
螺纹加工重要基本知识
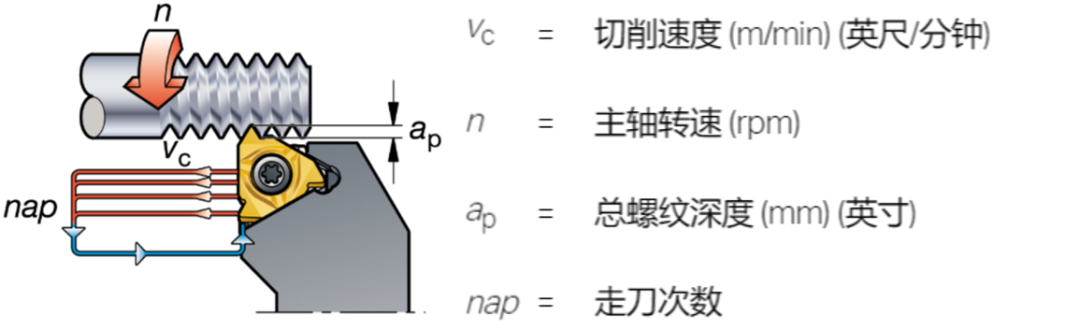
金属切削加工螺纹的方法主要有车削、铣削、攻丝等,今天小编为大家带来了生产中最常见的螺纹车削的重要技术知识分享给大家。
一、螺纹加工重要基本知识
1. 术语定义
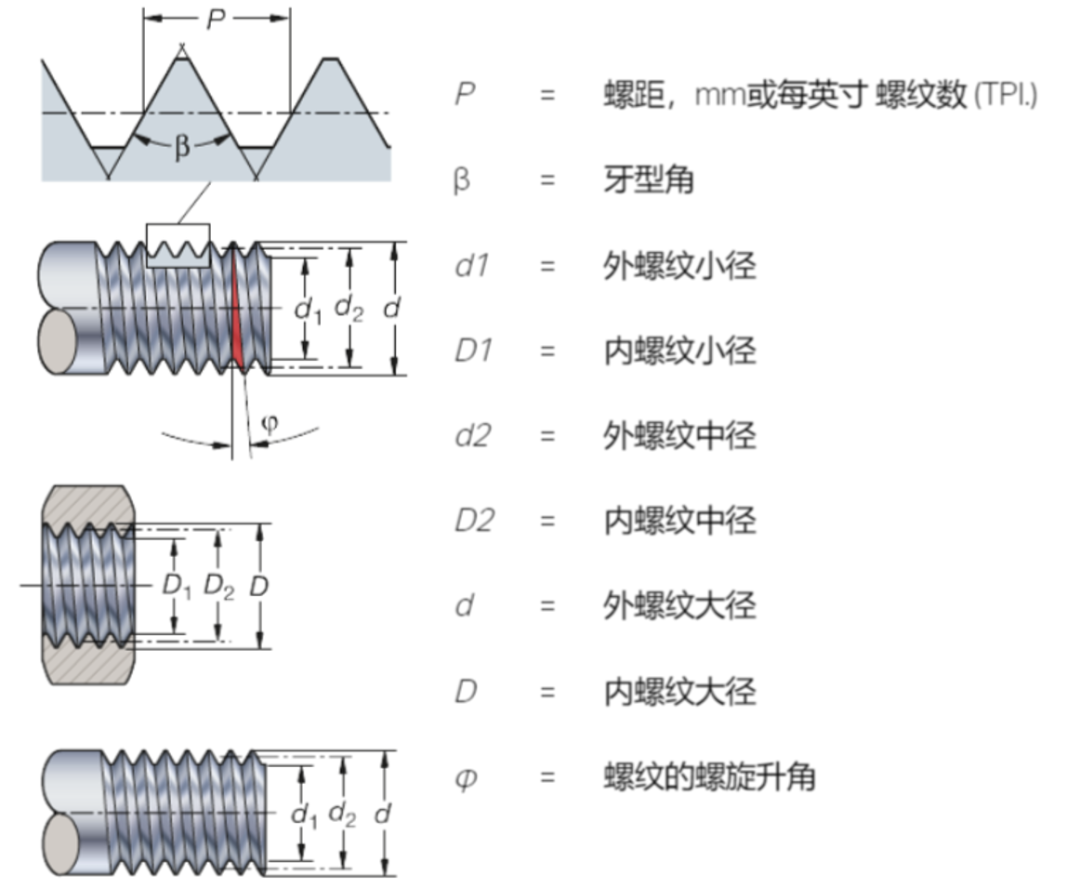
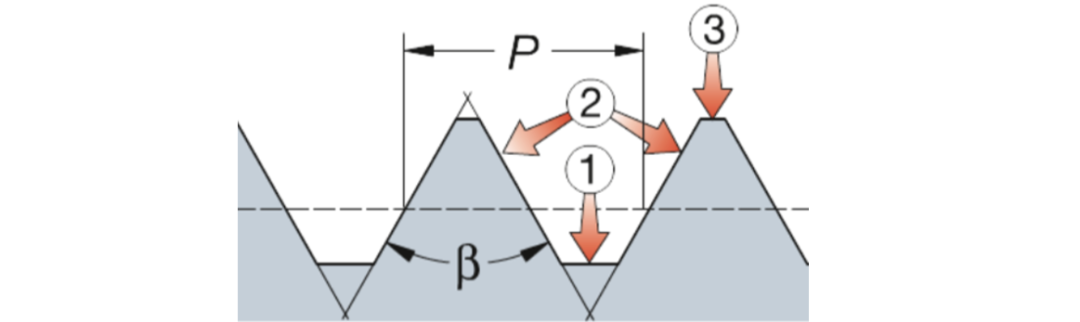
①牙底 ②牙侧 ③牙顶
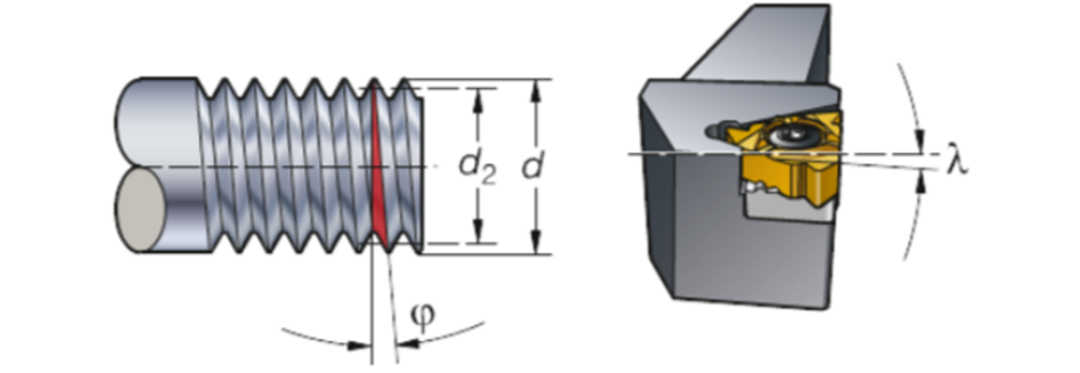
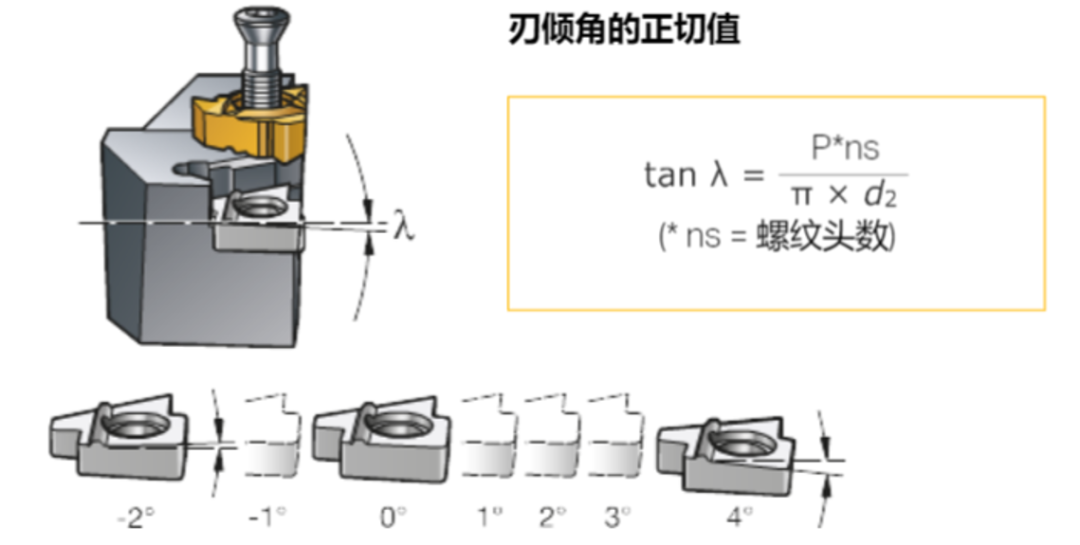
螺旋升角:
- 螺旋升角取决于螺纹的直径和螺距。
- 通过更换刀垫调整刀片的牙侧后角。
- 刃倾角为γ。最常见的刃倾角为1°,对应刀柄中的标准刀垫。
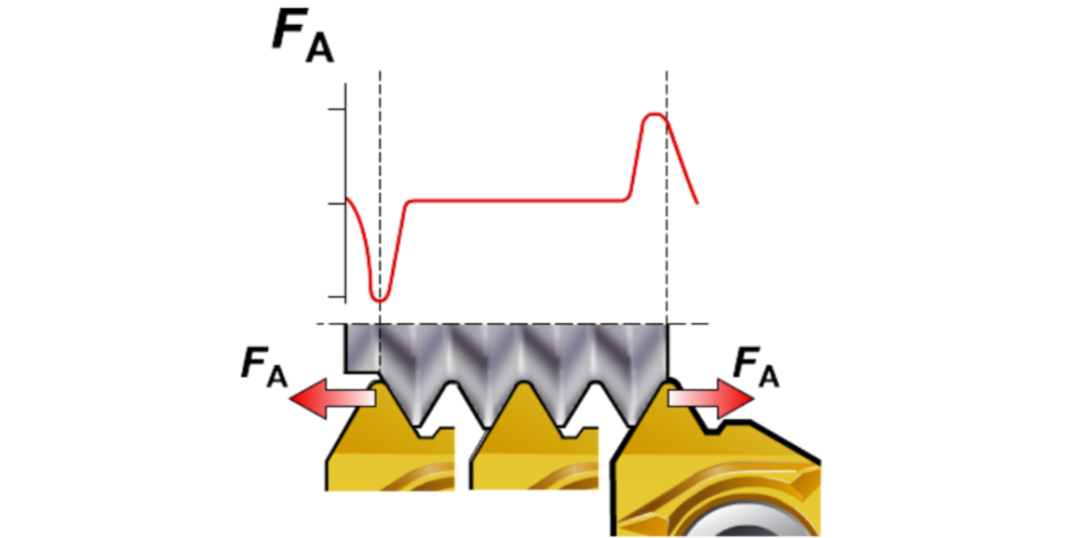
切入和切出螺纹时的切削力:
- 螺纹加工工序中的最高轴向切削力在切削刀具切入和切出工件期间出现。
- 切削参数过高可能导致夹紧不可靠的刀片出现运动。
倾斜刀片以获得间隙:
可在刀柄中的刀片下方利用刀垫设置刃倾角。可参考刀具样本中的图表选择使用哪种刀垫。所有刀柄都配备刃倾角设置为1°的标准刀垫。
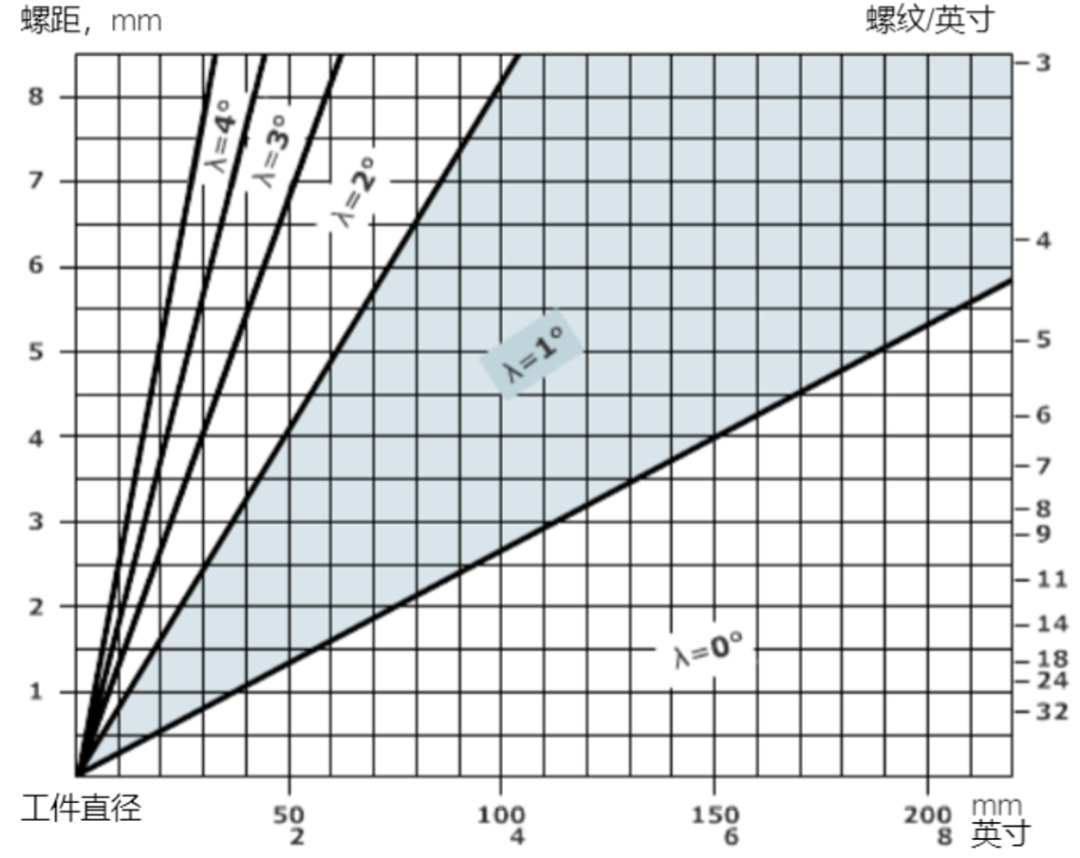
根据刃倾角选择刀垫。工件直径和螺距会影响刃倾角。从下图可以看出,工件直径为40mm,螺距为6mm,所需的刀垫必须具有3°刃倾角(不能使用标准刀垫)。
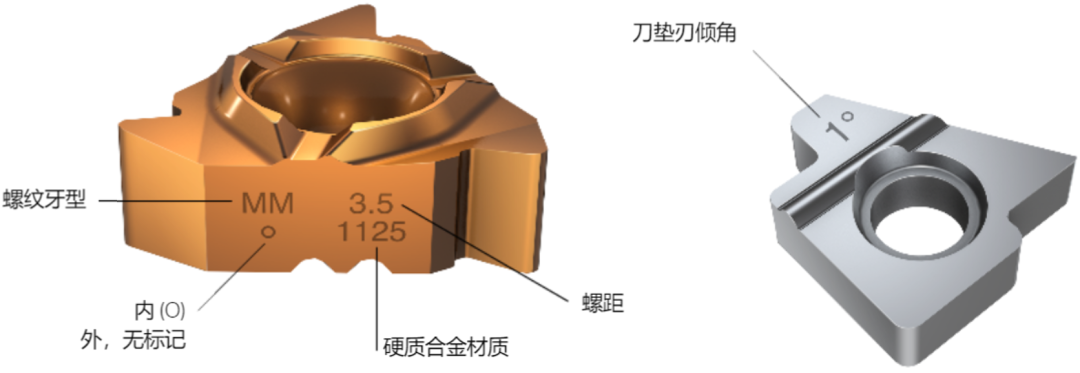
螺纹加工刀片和刀垫的标记:
螺纹形状及其应用:

二、螺纹刀片类型及夹持方案
1. 多牙型刀片

优点:
- 减少进刀次数
- 非常高的生产率
缺点:
- 需要稳定装夹
- 在加工完螺纹之后需要足够的退刀空间
2. 全牙型刀片
优点:
- 更好地控制螺纹形状
- 毛刺更少
缺点:
- 一种刀片只能切削一种螺距
3. V牙型刀片
优点:
- 灵活性,同一种刀片可用于加工几种螺距。
缺点
- 会导致毛刺形成,需要去除毛刺。
夹持方案i-LOCK:
- 使用位置固定的刀片进行刚性极高的螺纹加工
- 在导轨的引导下,刀片定位于正确的位置
- 螺钉将导轨上的刀片压回至刀片座中一个接触面(红色接触面)处的径向挡块处
- 可靠的刀片接口可确保更长的刀具寿命和更高的螺纹质量

各式各样的刀柄:

三、3种不同类型的进刀方法
进刀方法可对螺纹加工过程产生重大的影响。它会影响:切削控制、刀片磨损、螺纹质量、刀具寿命。
1. 改进式侧向进刀
大多数数控机床都能通过循环程序使用这种进刀方法:
- 切屑与传统车削类型-更易成形和引导
- 轴向切削力可降低振动风险
- 切屑较厚,但仅与刀片的一面相接触
- 传递至刀片的热量减少
- 大多数螺纹加工工序的首选
2. 径向进刀
最常用的方法-较早的非数控车床能够使用的唯一方法:
- 产生坚硬的“V”形切屑
- 均匀的刀片磨损
- 刀片座暴露于高温下,从而限制了进刀深度
- 适合加工细牙螺纹
- 在加工粗牙螺纹时可能产生振动且切屑控制差
- 加工硬化材料的首选
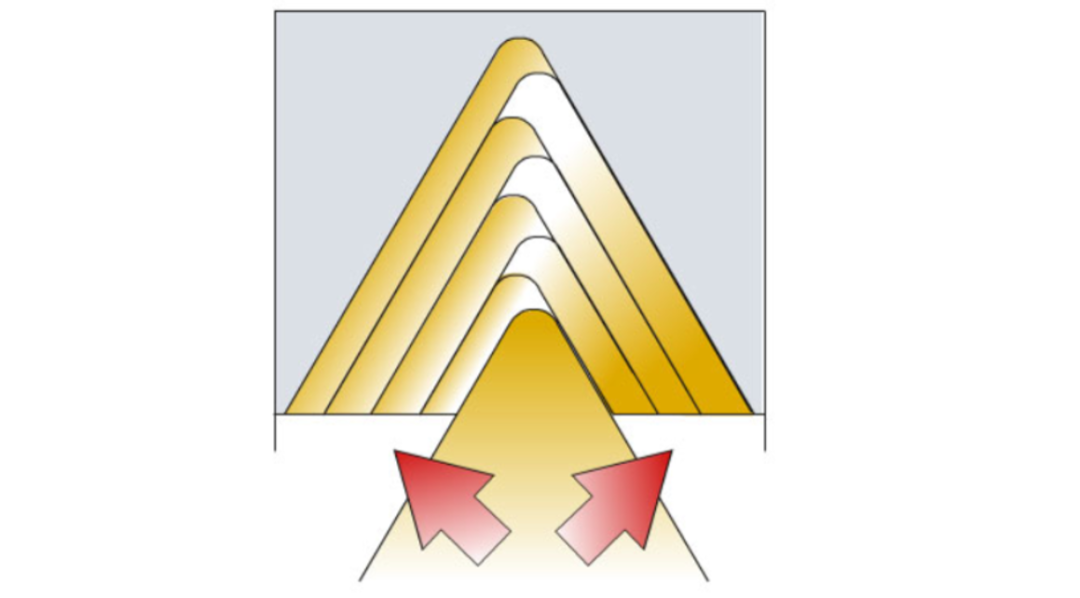
3. 交替式进刀
- 推荐用于大牙型
- 在加工螺距非常大的螺纹时能够实现均匀的刀片磨损和最长刀具寿命
- 切屑被沿着两个方向引导,因此难以控制
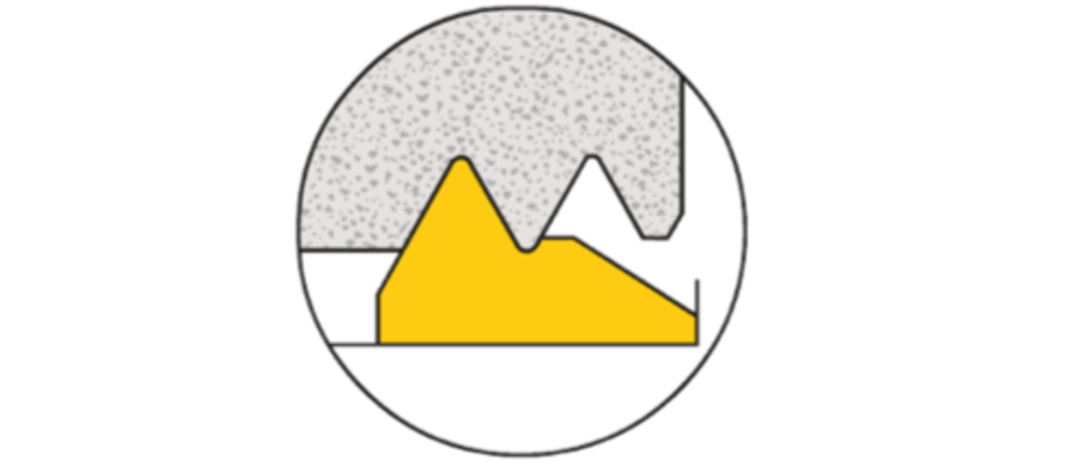
四、改进加工结果的方法
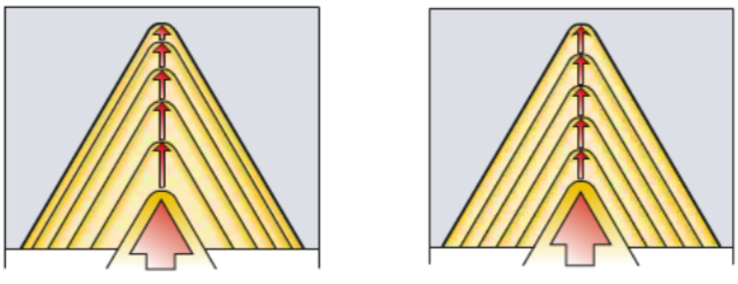
切深逐层递减(左)、切深恒定(右)
1. 切深逐层递减(切屑面积不变)
能够实现恒定的切屑面积,这是数控程序中最常用的方法。
- 第一次走刀最深
- 遵照样本中进刀表上的推荐值
- 更加“平衡‘’的切屑面积
- 最后一次走刀实际约为0.07mm
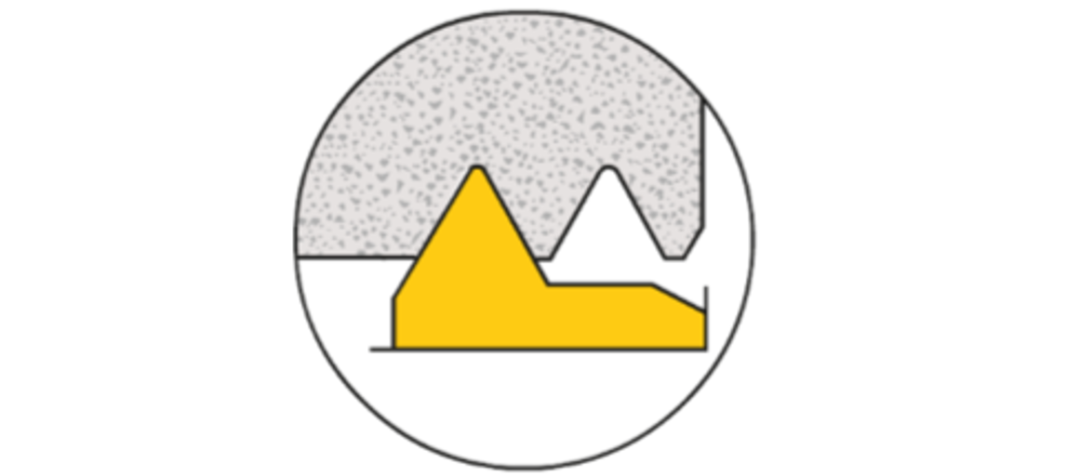
2. 切深恒定
无论走刀次数的多少,每次走刀深度都相等。
- 对刀片有更高的要求
- 确保最佳切屑控制
- 不应用于螺距大于TP1.5mm 或 16TP时
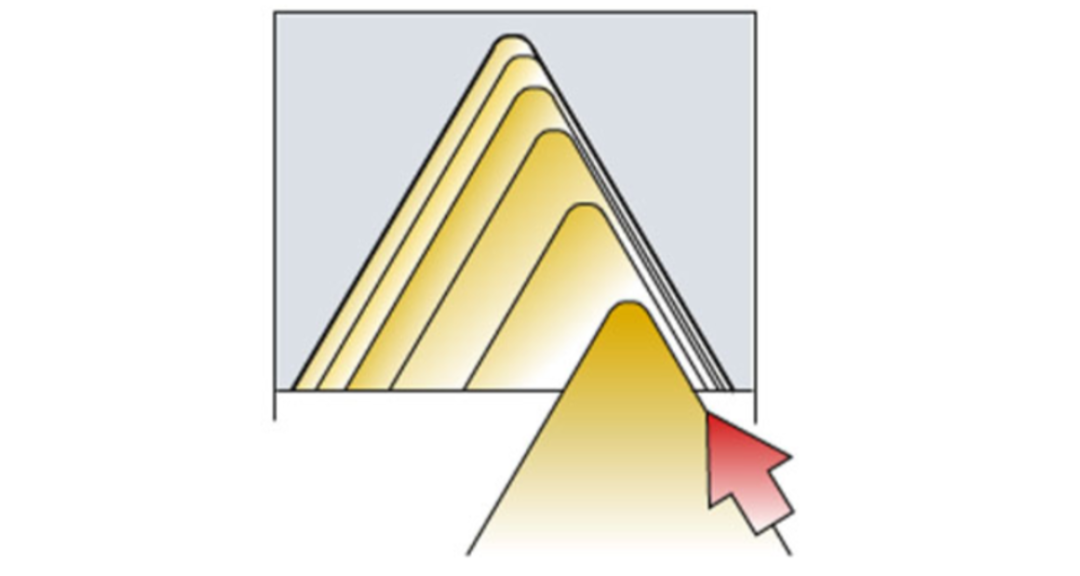
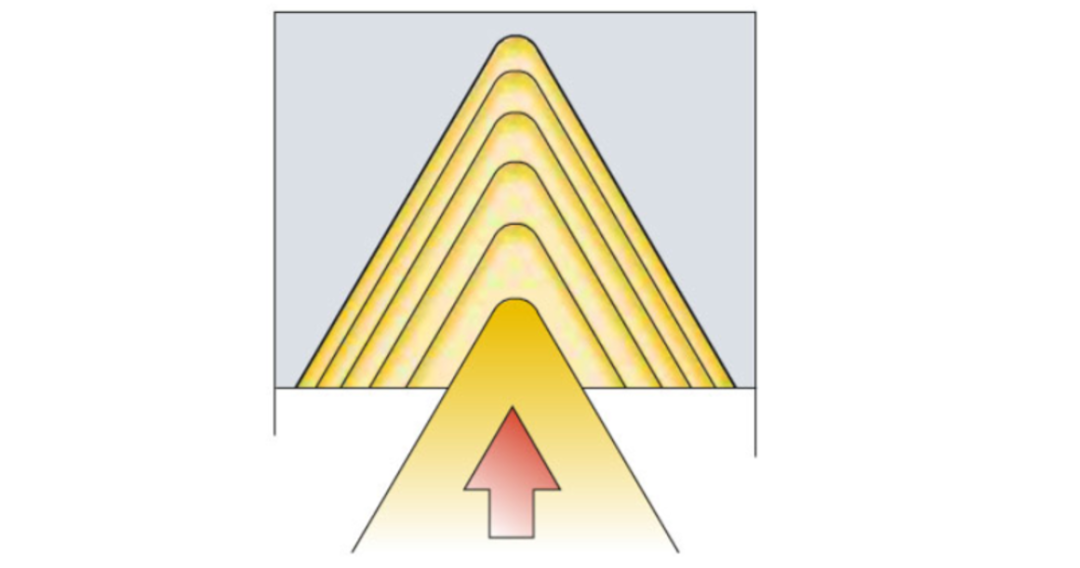
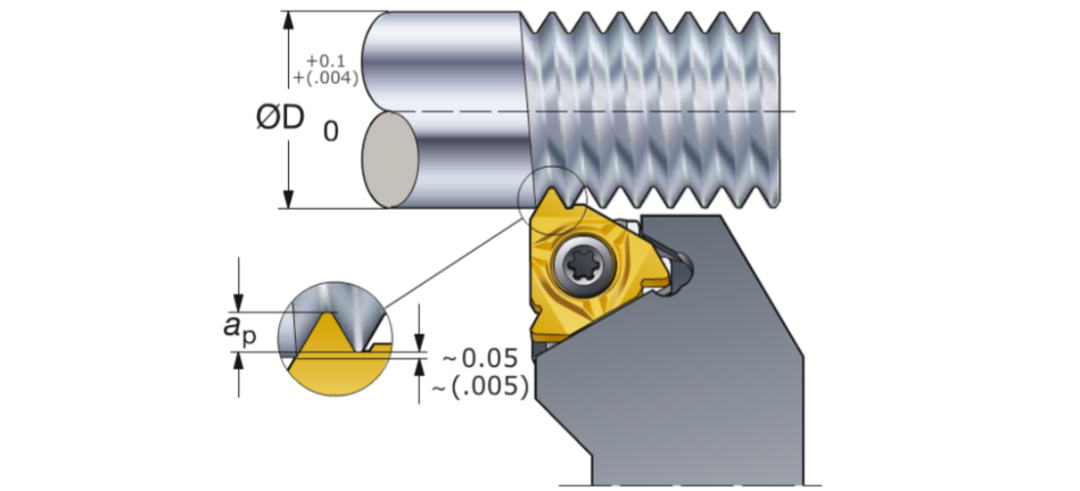
利用额外余量精修螺纹牙顶:
加工螺纹之前,不必将胚料车削至精确的直径,利用额外余量/材料精修螺纹牙顶。对于精修牙顶刀片,前面的车削工序应留出0.03-0.07mm的材料,以使牙顶正确成形。
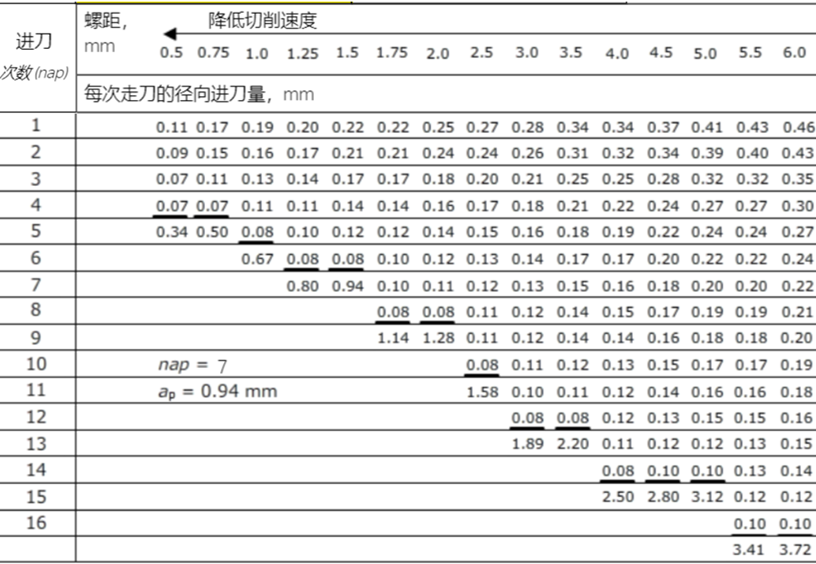
外螺纹进刀值推荐(ISO公制):
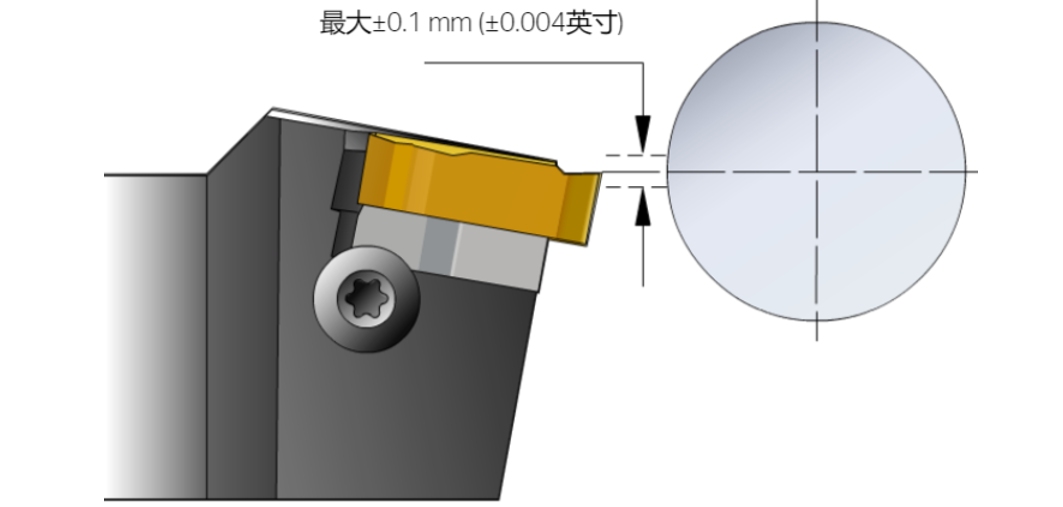
确保工件和刀具对中:
使用最大中心线偏差±0.1mm。切削刃位置过高,后角将减小,切削刃将受到剐蹭(破裂);切削刃位置过低,螺纹牙型可能不正确。
五、螺纹车削应用技巧成功
1)在螺纹车削前检查工件直径是否有正确的加工余量,增加0.14mm作为牙顶余量。
2)在机床中精确定位刀具。
3)检查切削刃相对于中径的设置。
4)确保使用正确的刀片槽型(A、F或C )。
5)通过选择适当的刀垫确保足够大且均匀的间隙(刀片-倾斜刀垫),以获得正确的牙侧间隙。
6)如果螺纹不合格,则检查包括机床在内的整个装夹。
7)检查螺纹车削可用的数控程序。
8)优化进刀方法、走刀次数和尺寸。
9)确保正确的切削速度以满足应用要求。
10)如果工件螺纹的螺距错误,则检查机床螺距是否正确。
11)在切入工件之前,建议刀具应以3倍螺距的最小距离开始。
12)高精度冷却液能够延长刀具寿命并改善切屑控制。
13)快换系统可确保简单快速的装夹。
为螺纹车削工序选择刀具时,应考虑:
- 检查悬伸和所需的任何间隙(例如台肩、副主轴等)
- 最大限度地减少刀具悬伸以实现快速装夹
- 对于刚性差装夹,选择切削力更小的刀片
- 高精度冷却液能够延长刀具寿命并改善切削控制
- 使用即插即用冷却液接杆可轻松接通冷却液
- 为了确保生产率和刀具寿命,首选多牙型刀片,次要选择为单刃全牙型刀片,生产率最低,刀具寿命最短的选择是V牙型刀片。
刀片磨损和刀具寿命:
进刀方法,优化进刀方法、走刀次数和深度
刀片倾角,确保足够大且均匀的间隙(刀片-倾斜刀垫)
刀片槽型,确保使用正确的刀片槽型(A、F或C槽型)
刀片材质,根据材料和韧性要求选择正确的材质
切削参数,必要时,改变切削速度和走刀次数。
原文标题:进刀方法、刀片类型、术语。。.螺纹加工重点知识你都知道吗?
文章出处:【微信公众号:世界先进制造技术论坛】欢迎添加关注!文章转载请注明出处。
-
数控机床
+关注
关注
19文章
802浏览量
47316 -
程序
+关注
关注
117文章
3813浏览量
81848 -
螺纹
+关注
关注
1文章
71浏览量
13358
原文标题:进刀方法、刀片类型、术语...螺纹加工重点知识你都知道吗?
文章出处:【微信号:AMTBBS,微信公众号:世界先进制造技术论坛】欢迎添加关注!文章转载请注明出处。
发布评论请先 登录
相关推荐
机器人加装电主轴SycoTec 4060 ER-S,外螺纹毛刺效率飙升!

颜色如何影响PCBA加工成本?一文带你揭秘
直流电机基本知识彩色PDF来啦
贴片加工质量控制的重要性
石油钻杆的内外螺纹及长度如何测量?
仪表常见的电气接口螺纹分类介绍

测长机能检测螺纹环规吗?
圆钢螺纹钢在线测径仪可为企业展示哪些内容?
IGB基本知识汇总
散热铝基板怎么开螺纹孔
堆栈和内存的基本知识
光刻工艺的基本知识






 工商网监
工商网监
评论