 KUKA-C4点焊机器人的控制(大众版)
KUKA-C4点焊机器人的控制(大众版)
前言:
点焊机器人是大众标准中最常使用的基准工艺控制,它涉及到焊接控制,轨迹补偿控制,铣削夹紧控制,电极测量控制.还有虚拟轴软件控制,下面我会一一道来.
基础知识:
机器人使用气伺服焊钳要完成的工作:焊接,更换电极帽,铣削,开关水站RIP

点焊任务应在车辆坐标系(Base)中编程。
对于WPS机器人,电极与带有新E形帽的金属板之间的距离必须为3 mm,入射角必须为90度。SZ在关闭时不得滑动,在焊接时不得引起分流。
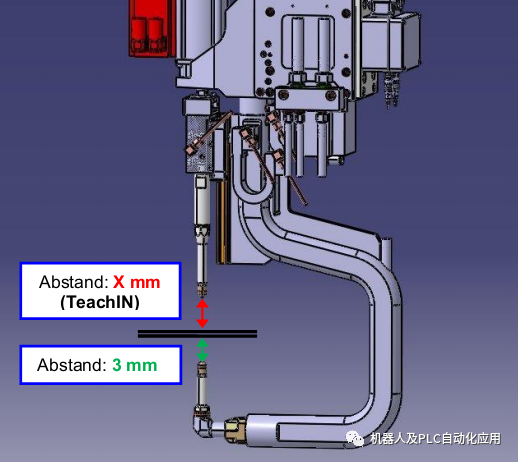
焊接点的坐标必须通过示教功能确定。
降压时不能使用示教功能。开口尺寸的计算方法如下:标准开口尺寸SZ +板材厚度+凸台高度。
对于带有补偿系统的焊枪,补偿值以二进制形式传输到焊枪,并且必须在每个焊接点进行编程。夹紧补偿的值应这样确定,使固定电极平缓地放在组件上。夹具补偿的值取决于夹具的类型和焊枪在焊接点的位置。
BIN2 ~ 焊钳 EZ1/SP1 平衡缸控制:
硬件设备的组态:
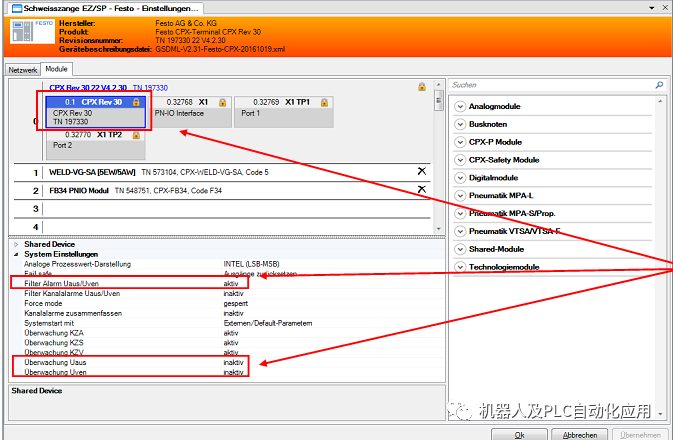
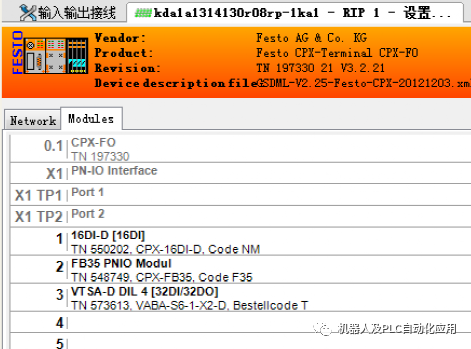
VASS06的FESTO伺服焊钳的网络配置:
输入信号
| E705 | Gun Ready | 准备就绪 |
| E706 | Energy saving is on | 节能开 |
| E707 | Release regulator is off | 释放调整关闭 |
| E708 | with force | 带压力 |
| E709 | Handshake bit TCP OK | 握手TCP位 OK |
| E710 | ||
| E711 | Teach position valid | 有效位置值 |
| E712 | Control manual | 手动控制 |
| E713 | Control automatic | 自动控制 |
| E714 | Gun is referenced | 焊钳在参考点 |
| E715 | Positioning active | 位置激活 |
| E716 | Actual positon valid | 实际的位置值 |
| E717 | Gun opened | 焊钳打开 |
| E718 | Force reached | 夹紧压力到达 |
| E719 | Equalizer is back | 平衡气缸返回 |
| E720 | ||
| E721 | Actual value E-Force v1*100N | 实际焊接压力 |
| E722 | Actual value E-Force v2*100N | |
| E723 | Actual value E-Force v4*100N | |
| E724 | Actual value E-Force v8*100N | |
| E725 | Actual value E-Force v16*100N | |
| E726 | Actual value E-Force v32*100N | |
| E727 | Actual value E-Force v64*100N | |
| E728 | Actual value E-Force v128*100N | |
| E729 | Offset fixed E-Arm 1*0.1mm | 焊枪磨损偏移量 |
| E730 | Offset fixed E-Arm 2*0.1mm | |
| E731 | Offset fixed E-Arm 4*0.1mm | |
| E732 | Offset fixed E-Arm 8*0.1mm | |
| E733 | Offset fixed E-Arm 16*0.1mm | |
| E734 | Offset fixed E-Arm 32*0.1mm | |
| E735 | Offset fixed E-Arm 64*0.1mm | |
| E736 | Offset fixed E-Arm 128*0.1mm | |
| E737 | Actual position v 1*0.1mm | 实际位置值 |
| E738 | Actual position v 2*0.1mm | |
| E739 | Actual position v 4*0.1mm | |
| E740 | Actual position v 8*0.1mm | |
| E741 | Actual position v 16*0.1mm | |
| E742 | Actual position v 32*0.1mm | |
| E743 | Actual position v 64*0.1mm | |
| E744 | Actual position v 128*0.1mm | |
| E745 | Actual position v 256*0.1mm | |
| E746 | Actual position v 512*0.1mm | |
| E747 | Actual position v 1024*0.1mm | |
| E748 | Actual position v 2048*0.1mm | |
| E749 | Actual position v 4096*0.1mm | |
| E750 | Actual position v 8192*0.1mm | |
| E751 | Actual position v 16384*0.1mm | |
| E752 | Actual position sign(0=pos/1=neg) | |
| E753 | Life bit gun controller | |
| E754 | ||
| E755 | Cap change OK | 更换电极帽完成 |
| E756 | ||
| E757 | End of measuring | 测量结束 |
| E758 | ||
| E759 | Milling OK | 修磨OK |
| E760 | ||
| E761 | Invalid gun code | 无效的焊钳代码 |
| E762 | ||
| E763 | ||
| E764 | ||
| E765 | ||
| E766 | Device code v1 | 设备码V1 |
| E767 | Device code v2 | 设备码V2 |
| E768 | Device code v4 | 设备码V4 |
| E769 | Pre warning gun | 焊枪预警 |
| E770 | Warming lubrication required | 加油要求警告 |
| E771 | Reaching force take too long | 压力到达超时 |
| E772 | Wrong program/force from robi | 机器错误的程序/力值 |
| E773 | Target position invalid | 目标位置无效 |
| E774 | component/plate thickness fail | 板材厚度故障 |
| E775 | Gun moving tightly | 焊钳移动固定 |
| E776 | Milling no OK | 修磨未完成 |
| E777 | Failure cap abrasion | 修磨电极帽故障 |
| E778 | Error caps/geometry | 电极帽故障 |
| E779 | Positioning deviation | 位置偏差 |
| E780 | Error equalizer | 平衡缸故障 |
| E781 | Error control/regulator | 控制/调整故障 |
| E782 | Error temperature transformer | 变压器温度故障 |
| E783 | Error pressure low | 压力过低 |
| E784 | Common error | 普通故障 |
输出信号
| A705 | Error reset | 故障复位 |
| A706 | Energy saving on | 节能模式打开 |
| A707 | Release regulator off | 释放调整关闭 |
| A708 | Without force | 不带压力 |
| A709 | With TCP correction | 带TCP修正 |
| A710 | Start learning teach position | 开始示教位置 |
| A711 | Take over teach position | 接受示教位置 |
| A712 | Robot manual | 机器人手动 |
| A713 | Robot automatic | 机器人自动 |
| A714 | Reference | 寻参 |
| A715 | Release positioning | 定位使能 |
| A716 | Set position valid | 定位设定有效 |
| A717 | Open gun | 开枪 |
| A718 | Close gun | 关枪 |
| A719 | Gun jog open | 点动开枪 |
| A720 | Gun jog close | 点动关枪 |
| A721 | Set value E-Force v1*100N | 设置焊接压力值 |
| A722 | Set value E-Force v2*100N | |
| A723 | Set value E-Force v4*100N | |
| A724 | Set value E-Force v8*100N | |
| A725 | Set value E-Force v16*100N | |
| A726 | Set value E-Force v32*100N | |
| A727 | Set value E-Force v64*100N | |
| A728 | Set value E-Force v128*100N | |
| A729 | Equalizer pressure v1 | 平衡缸压力设定 |
| A730 | Equalizer pressure v2 | |
| A731 | Equalizer pressure v4 | |
| A732 | Equalizer pressure v8 | |
| A733 | Equalizer pressure v16 | |
| A734 | Equalizer pressure v32 | |
| A735 | Equalizer pressure v64 | |
| A736 | Equalizer pressure v128 | |
| A737 | Set position v 1*0.1mm | 位置设定 |
| A738 | Set position v 2*0.1mm | |
| A739 | Set position v 4*0.1mm | |
| A740 | Set position v 8*0.1mm | |
| A741 | Set position v 16*0.1mm | |
| A742 | Set position v 32*0.1mm | |
| A743 | Set position v 64*0.1mm | |
| A744 | Set position v 128*0.1mm | |
| A745 | Set position v 256*0.1mm | |
| A746 | Set position v 512*0.1mm | |
| A747 | Set position v 1024*0.1mm | |
| A748 | Set position v 2048*0.1mm | |
| A749 | Set position v 4096*0.1mm | |
| A750 | Set position v 8192*0.1mm | |
| A751 | Set position v 16384*0.1mm | |
| A752 | Set position sign(0=pos/1=neg) | 位置设定符号(0=正/1负) |
| A753 | Life bit Robot | 机器人通讯有效 |
| A754 | Compensation Robot | 机器人补偿 |
| A755 | Cap changed | 更换电极帽 |
| A756 | Meas.before milling | 打磨前测量 |
| A757 | Meas .after milling | 打磨后测量 |
| A758 | Start milling done | 首次修磨后完成 |
| A759 | Normal milling done | 过程修磨后完成 |
| A760 | Test without componet | 无工件测试 |
| A761 | Gun code 1 | 焊枪代码1 |
| A762 | Gun code 2 | 焊枪代码2 |
| A763 | Gun code 4 | 焊枪代码4 |
| A764 | Gun code spare | 备用焊枪号码 |
| A765 | 诊断 功能 | |
| A766 | ||
| A767 | ||
| A768 | ||
| A769 | Program W1 | 程序号 |
| A770 | Program W2 | 程序号 |
| A771 | Program W4 | 程序号 |
| A772 | Program W8 | 程序号 |
| A773 | Program W16 | 程序号 |
| A774 | Program W32 | 程序号 |
| A775 | Program W64 | 程序号 |
| A776 | Program W128 | 程序号 |
| A777 | Vehicle type v1 | 类型号 |
| A778 | Vehicle type v2 | 类型号 |
| A779 | Vehicle type v4 | 类型号 |
| A780 | Vehicle type v8 | 类型号 |
| A781 | Vehicle type v16 | 类型号 |
| A782 | Vehicle type v32 | 类型号 |
| A783 | Vehicle type v64 | 类型号 |
| A784 | Vehicle type v128 | 类型号 |

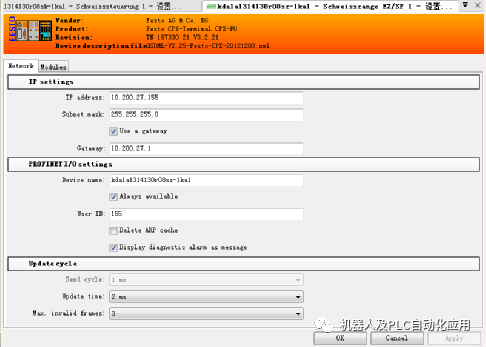
在分配焊钳的IO地址是 E/A737à752
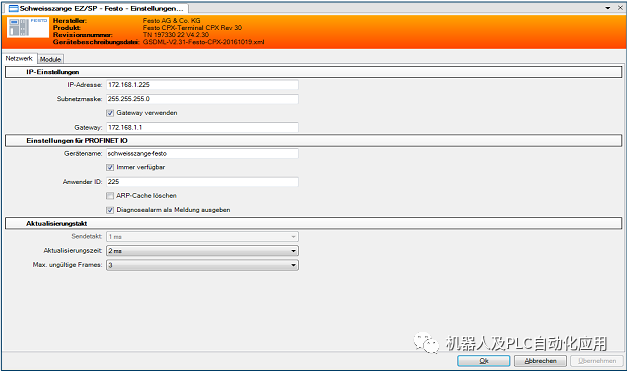
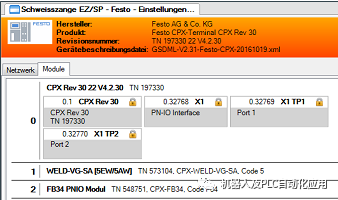
VASS06的版本:
GSDML-V2.31-Festo-CPX -20161019.xml
停用US2诊断并在设备上显示红色错误LED
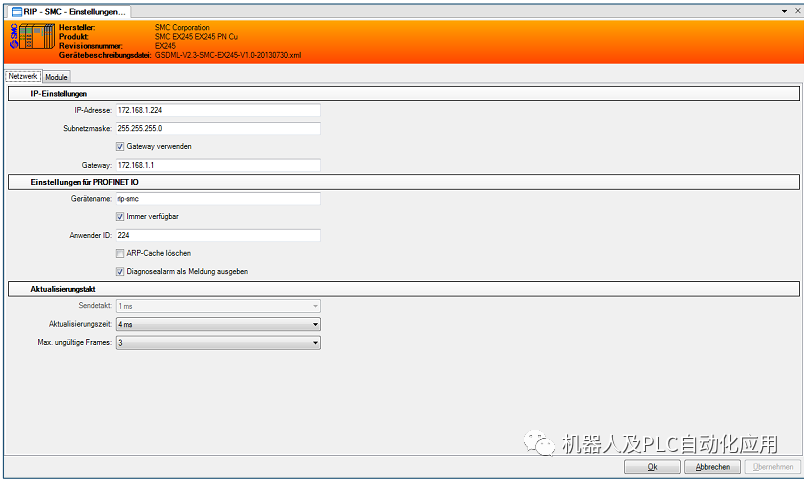
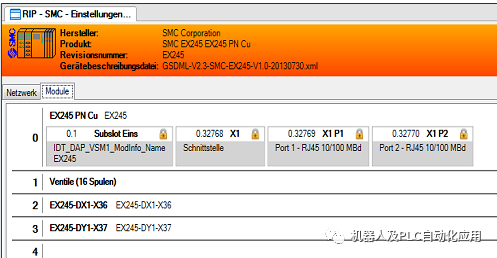
使用SMC的水气站RIP - SMC
RIP1的IO区域: 513-520
E513 K1水流量合格 A513 KYP01AE 开水
E514 BV01WMIN 水流量低位检测(NO高于低压值才有信号)
E515 BV01WMAX 水流量高位检测 (NC 超过高压没有信号) A515 KYP01AA 关水
E516 BD01ND 低压气合格
GSDML -V2.3 -SMC -EX245 -V1.0 -20130730.xml
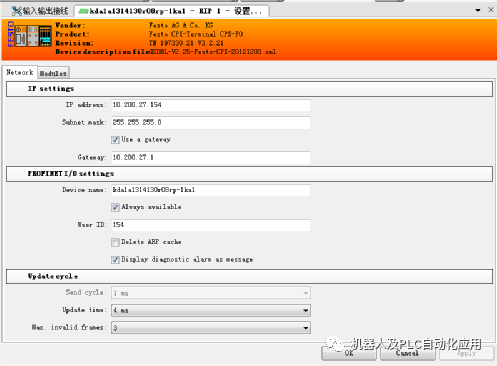
FESTO的RIP设置:

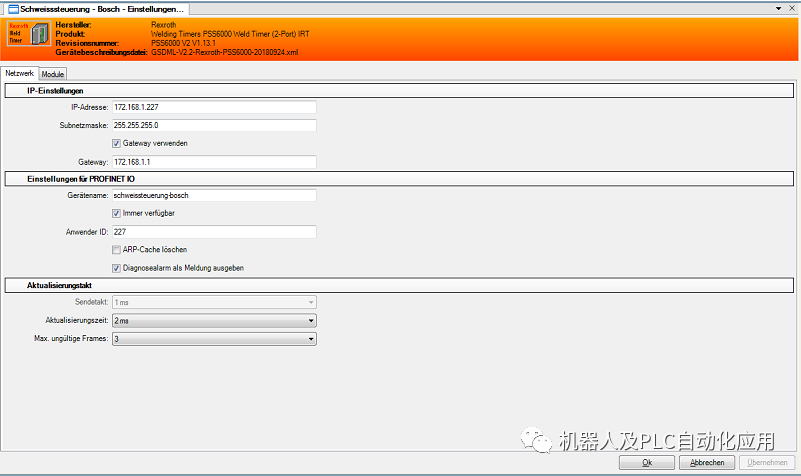
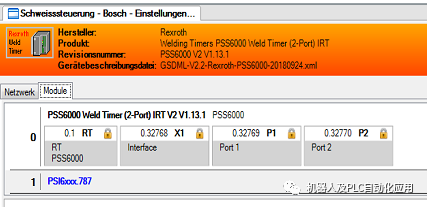
使用BOSCH焊接控制器:
| E785 | Weld complete | 焊接完成 |
| E786 | Tip dress request | 当前修磨请求 |
| E787 | Tip dress counter reset | 修磨次数清零、复位 |
| E788 | Start tip dress request | 首次修磨 |
| E789 | Tip dressing necessary | 有两把枪,一把需要修磨的时候 |
| E790 | With tip dressing seleted | 已选择修磨 |
| E791 | Tip changing prewarning | 电极寿命报警 |
| E792 | Weld on(with welding cuttent) | 开始焊接 |
| E793 | Target electrode force valency 1 | 电极压力目标值 |
| E794 | Target electrode force valency 2 | |
| E795 | Target electrode force valency 4 | |
| E796 | Target electrode force valency 8 | |
| E797 | Target electrode force valency 16 | |
| E798 | Target electrode force valency 32 | |
| E799 | Target electrode force valency 64 | |
| E800 | Target electrode force valency 128 | |
| E801 | End of stepper | 结束热量递增 |
| E802 | Timer ready | 控制器准备好 |
| E803 | With monitoring | 带电流监控 |
| E804 | Weld OK | 焊接完成 |
| E805 | Weld no OK | 焊接未完成 |
| E806 | Warning limit consecutively violated | 连续九点偏离中间公差带 |
| E807 | Proportional valve pressure reached | 阀的压力达到要求 |
| E808 | Differential current monitoring tripped | 电流监控 |
| E809 | Phase monitoring | 相位监控 |
| E810 | Overcurrent on primary side | 初级线圈过流 |
| E811 | Current sensor error | 电流传感器错误 |
| E812 | Voltage sensor error | 电压传感器错误 |
| E813 | Overcurrent 24V DC | 24V过载 |
| E814 | Inverter Overtemperature | 变压器温度过高 |
| E815 | Spot selection error | 焊点选择错误 |
| E816 | Protocol write error | 记录错误 |
| E817 | Reserviert | 预留 |
| A785 | Start | 焊接开始 |
| A786 | Tips have been dressed | 电极已修磨 |
| A787 | Electrodes have been changed | 电极已更换 |
| A788 | Reset fault | 普通故障复位(三相380) |
| A789 | Reset fault with WC | 控制器故障复位 |
| A790 | Start recording protocol | 开始记录电流 |
| A791 | Function test without component | 无件测试 |
| A792 | Weld on(with welding current) | 焊接打开,带电流焊接 |
| A793 | feedback electrode force valency 1 | 电极压力反馈 |
| A794 | feedback electrode force valency 2 | |
| A795 | feedback electrode force valency 4 | |
| A796 | feedback electrode force valency 8 | |
| A797 | feedback electrode force valency 16 | |
| A798 | feedback electrode force valency 32 | |
| A799 | feedback electrode force valency 64 | |
| A800 | feedback electrode force valency 128 | |
| A801 | Spot selection valency 1 | 焊点选择值 |
| A802 | Spot selection valency 2 | |
| A803 | Spot selection valency 4 | |
| A804 | Spot selection valency 8 | |
| A805 | Spot selection valency 16 | |
| A806 | Spot selection valency 32 | |
| A807 | Spot selection valency 64 | |
| A808 | Spot selection valency 128 | |
| A809 | Spot selection valency 256 | |
| A810 | Spot selection valency 512 | |
| A811 | Spot selection valency 1024 | |
| A812 | Spot selection valency 2048 | |
| A813 | Spot selection valency 4096 | |
| A814 | Spot selection valency 8192 | |
| A815 | Spot selection valency 16384 | |
| A816 | Spot selection valency 32768 | |
| A817 | Ident valency 1 | 车型选择 |
| A818 | Ident valency 2 | |
| A819 | Ident valency 4 | |
| A820 | Ident valency 8 | |
| A821 | Ident valency 16 | |
| A822 | Ident valency 32 | |
| A823 | Ident valency 64 | |
| A824 | Ident valency 128 | |
| A825 | Reserviert | 预留 |
GSDML-V2.2 -Rexroth-PSS6000 -20180924.xml
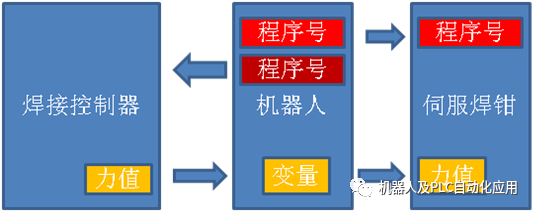
机器人控制逻辑图:
使用的KRL语言的高级程序:
feh_usr_s.src 提示机器人设备故障:以水流量为主
可以在每个焊接点调用该技术包。通过该调用,一方面根据盖的磨损将TCP临时更改为–X,另一方面根据参数P3“偏移”的值将TCP更改为–X。通过参数P4“距离”,可以选择指定在点PLC处理之后在循环中执行的提升值。这样可以去除以前使用过的组件上的磨痕
中间点或距离大于固定E臂的3mm 焊接点在单步MSTEP模式下编程,无TCP移位且无参数4,因此可以检查或更改固定E臂的编程距离。在单步GO操作中,使用TCP移位和参数4。
常用MAKRO的用法
Makro80 焊接
Makro81 维修位置/更换电极确认
审核编辑 :李倩
-
机器人
+关注
关注
210文章
28212浏览量
206556 -
电极
+关注
关注
5文章
807浏览量
27163 -
点焊
+关注
关注
1文章
51浏览量
14007
原文标题:2021年第一弹: 说说KUKA-C4点焊机器人的控制(大众版)
文章出处:【微信号:gh_a8b121171b08,微信公众号:机器人及PLC自动化应用】欢迎添加关注!文章转载请注明出处。
发布评论请先 登录
相关推荐
点焊机操作技巧与保养方法
怎样选择适合自己的点焊机






 工商网监
工商网监
评论