 冻干机搁板温度均匀性(分布验证)的测量方法
冻干机搁板温度均匀性(分布验证)的测量方法
简介
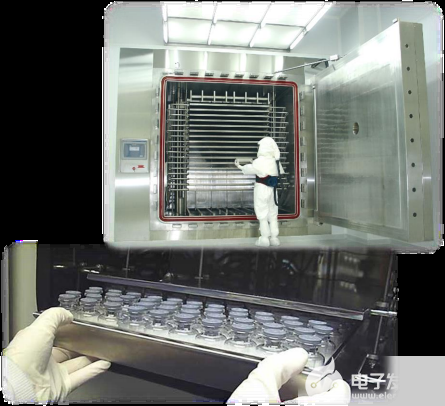
在考虑冷冻干燥的制药应用时,最关心的是能否生产出具有所需关键质量属性的一致性产品。为了做到这一点,必须确保工艺的一致性。一种常见的和预期的方法是对冷冻干燥工艺进行工艺验证(PQ)。在进行产品特定PQ之前,冻干机的性能应在工厂进行验证,在现场安装后作为调试的一部分,然后再次进行操作验证(OQ)。研究应确保关键工艺参数在规定的允许范围内正常运行。除了测试冻干机的独立和可控变量,包括搁板入口温度、腔室压力和时间外,还可以评估直接影响产品均匀性的某些因变量。其中一项重要的测量是搁板温度均匀性,有时称为搁板温度分布验证。
产品温度是确认冻干工艺的标准,但结合产品温度了解搁板温度也有很多好处的。搁板温度控制是一个主要的工艺参数和对产品质量有直接影响的关键系统功能。确保冻干机搁板上的温度分布均匀,确保所有产品的干燥速率一致。因此,调整样品的热输入以确保整个循环过程中的安全和最佳工艺温度至关重要。
挑战
在冻干机运行期间测量表面温度是一项挑战,温度测量设备可以分为两类:直接测量和间接测量。直接测量是将温度传感器(通常是热电偶)直接固定到搁板表面的装置。通常使用胶带和胶水将热电偶的尖端固定在搁板上。然而,这会导致搁板表面发粘,并且之后的清洁费时费力。间接测量是将温度传感器嵌入搁板表面的导热材料中的装置如等温块,因此它必须是非导电的、非自热的并且能够维持高真空至环境压力以及-60 ℃ 至 +60℃的工艺条件。冻干机中搁板之间的有限空间会使等温块难以放置在正确的位置,这对于自制笨重的解决方案来说是一个挑战。
另外,因为高真空导致热阻,大部分能量是通过辐射传递的,这使得传统的接触传感器的使用成为问题,除非它们是为这个目的设计的。测量温度的精度也是一个挑战,测量的是真实的搁板温度,还是相对(和可重现)的温度,如果搁板的温度分布验证依赖于相对温度,则可能导致更长的工艺时间或批次损失。
测量方法
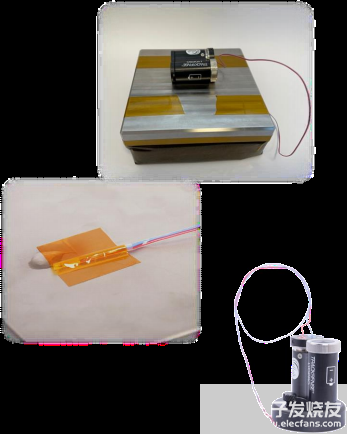
市场需要一种易于操作的等温块,以消除自制的解决方案。虹科TrackSense LyoPro是全球首创的可以同时验证搁板和西林瓶内产品温度的冻干专用无线温度验证系统,且对制品温度不会带来额外的影响,匹配所有规格的西林瓶,特别适合自动加料冻干机的温度验证,测量的温度可以实时传输,随时了解整个冻干过程。所有LyoPro系统包括无线LyoPro数据记录仪,10孔读数台和一个接入点用于实时数据传输。LyoPro冻干专用无线温度验证系统设计用于自动化。添加LyoPro是在西林瓶加工、清洗、除热原、灌装并最终加载至冷冻干燥装置后的最后一步。搭配虹科Ellab LyoPuck等温块,专为测量搁板温度而设计。只需将LyoPro数据记录仪连接到等温块上,再将将热电偶传感器插入设备的底部,确保测量尖端紧贴相关搁板。
超薄可更换热电偶传感器
实时在线温度数据显示和存储
易于重复,以实现一致和准确的测量
消除了笨重的和自制的替代品
在环境条件下以及在真空环境下都能提供出色的性能
等温块由PEEK材料和316L不锈钢制成

基于ISO 13408-3和虹科Ellab的建议
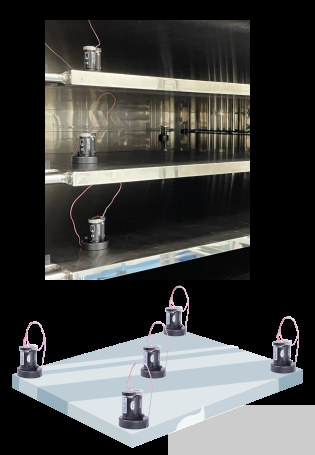
·每个搁板应该有5个测量点,每个角落一个,中间一个
·测量需在所有搁板上进行,以便测量实际情况,全面评估整个负载的安全裕度
·搁板间的最大变化: +/- 0.5°C (或根据制造商的规范)
·搁板内的最大变化 : +/-2°C(或根据制造商的规范)
·测量应在满载和空载的搁板上进行,因为这两种情况都能提供搁板配置在有负载和无负载情况下如何执行的重要信息
·搁板/产品温度应以尽可能高的精度测量。这对促进产品达到最佳温度以实现快速升华至关重要,同时也能确保批次的安全性
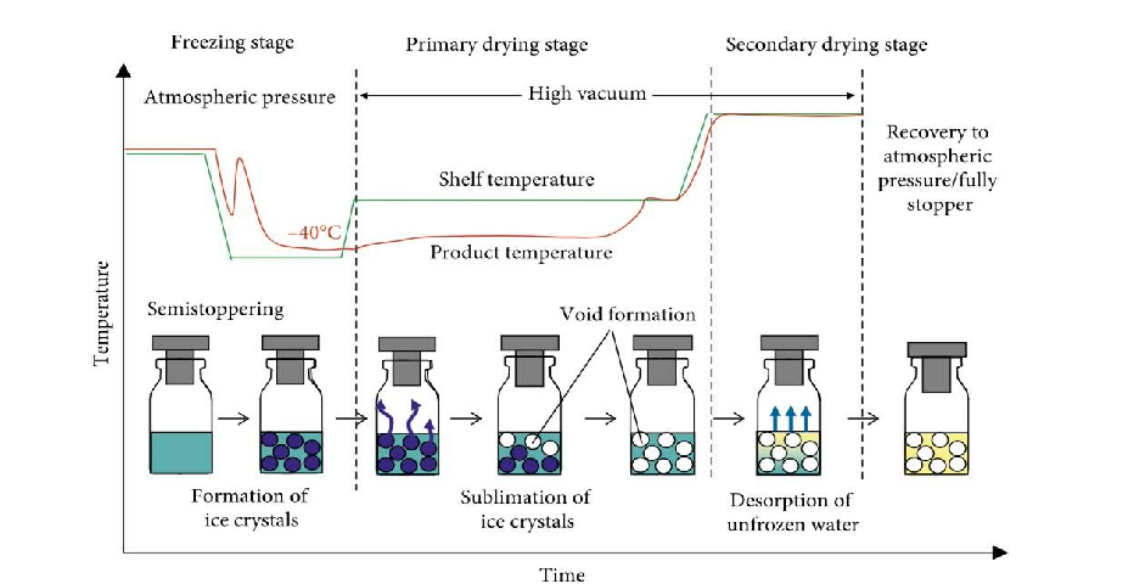
·测量时,在冷却阶段的温度期间,腔室应处于环境压力下,而在加热阶段的温度期间,应处于真空状态。这是为了准确反映冻干机在实际使用中的情况
正确完成搁板温度分布验证——示例
对于一家将西林瓶中的产品冻干的制药公司:
• 有10个搁板的冻干机
• 陷缩温度为 -15°C
• 二次干燥期间允许的最高搁板温度为 +35°C
搁板分布验证步骤如下所示:
• 50个记录仪(10 x 5)测量所有4个角落和所有10个搁板中心的搁板温度在+25°C(环境)、0°C和-20°C
温度,在大气压(环境)压力下
•50个记录仪(10 x 5)测量所有4个角落和所有10个搁板中心的搁板温度在-20°C、0°C、+20°C和+40°C温度,在真空环境下
•将计算每种温度(总共7项研究)下每个搁板(内部)和搁板(之间)的温度变化(梯度曲线),并将数据与制造商规范进行比较,以确定合格或不合格
审核编辑 黄昊宇
-
传感器
+关注
关注
2551文章
51163浏览量
754132 -
温度测量
+关注
关注
0文章
200浏览量
28257 -
冻干机
+关注
关注
0文章
16浏览量
6161
发布评论请先 登录
相关推荐
用于光波导系统的均匀性探测器
高压功率放大器在磁纳米温度测量交变磁场激励系统中的应用


数字示波器的测量方法有哪三种
温度传感器怎么测好坏_温度传感器的测量方法是什么
噪声的测量方法

噪声的测量方法
变频磁控管的测量方法有哪些
虹科方案丨冻干机全面验证和监测解决方案





 工商网监
工商网监
评论