 蓝光激光焊接的优点
蓝光激光焊接的优点
在铜的激光加工中,多次高吸收有助于获得高质量、均匀的焊接结果。蓝色激光束的可用性开辟了新的应用可能性。不仅适用于铜、金等有色金属的激光加工,也适用于不同金属的焊接。下面介绍蓝光激光焊接的优点。

蓝光激光器波长越短意味着更高的光子能量,利于提升材料对激光的吸收率。蓝光激光器相较于工业加工常用的光纤激光器,金属材料在450nm处的吸收率提升了10-60%,尤其对铜、金等高反射金属材料吸收率的提升更为明显。蓝光激光器在铜的焊接上所需的能耗比红外激光器低84%,在金的焊接上甚至要低92%。这意味着,当红外激光器需要10 kW的激光功率来焊接铜或金材时,使用蓝光激光器仅需要约1 kW或0.5 kW的功率。

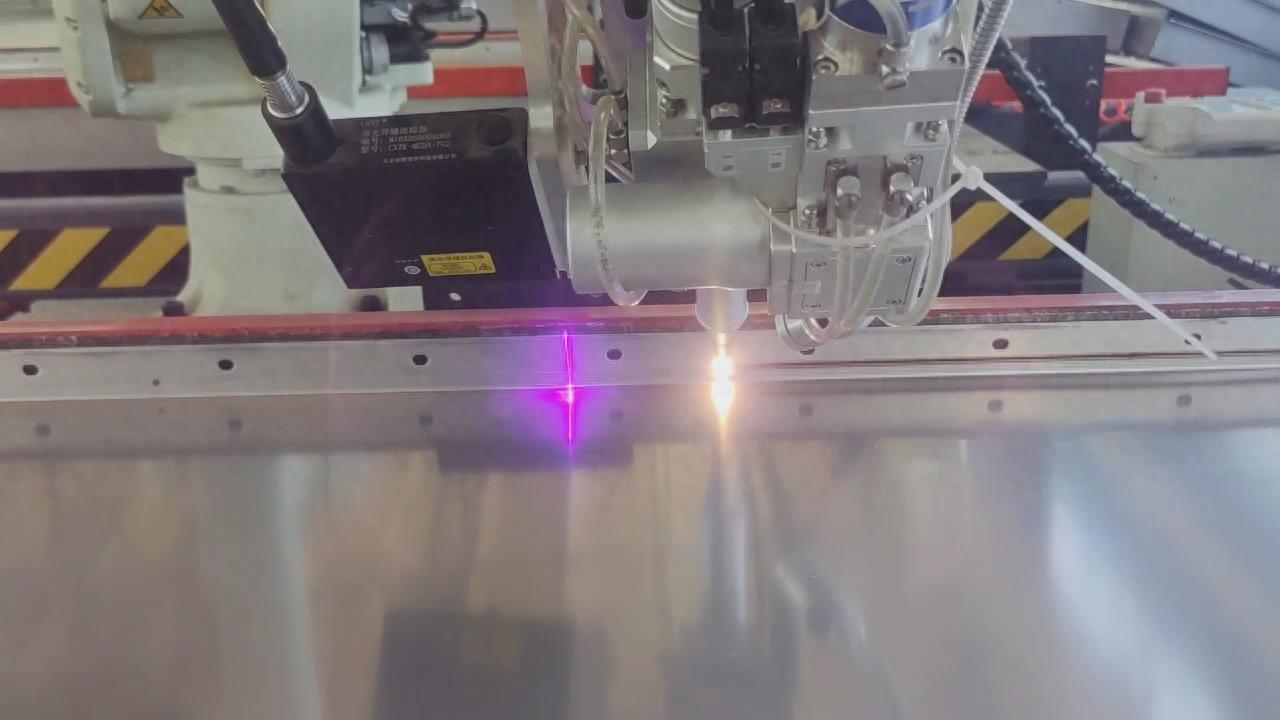
此外,半导体激光技术允许在毫秒内对激光功率进行精细分级调节,从而最佳地适应工艺要求。无论焊接前材料的表面质量如何,铜焊接过程中产生的焊缝都非常干净和光滑。它们具有极好的导电性,在相邻的材料区域只有少量的飞溅。材料效率也特别高,因为蓝光激光一方面不需要在接缝区域进行任何重叠或材料加固。
蓝光激光焊接的优势来源于材料对450 nm波长吸收的物理特性。这些固有的物理特性提高了蓝光的焊接效率,缺点是功率低。据了解,目前世界上最高功率的蓝光激光器是1500W。尚需要开发高功率蓝光激光器的关键技术,例如制造可靠的蓝色氮化镓(GaN)二极管、耦合和组合光学。
在再生能源和替代驱动领域,蓝色激光器在生产中的应用有着新的潜力。例如,在电动汽车的制造过程中,铜的加工量比内燃机轿车的加工量更多,为蓝色激光提供了更多的应用可能。例如,在电池制造中,10微米薄铜箔被连接在一起或与其他金属连接在一起。这是异种金属第一次通过蓝光高功率半导体激光器实现连接。

以上就是蓝光激光焊接的优点,蓝光激光器提高了焊接速度,可直接转化为更快的生产效率,以及最大程度地减少生产停机时间;焊接质量的一致性可大大提高生产良品率;无飞溅和无孔隙的高质量焊缝,以及更高的机械强度和更低的电阻率等独特优势拓宽了工艺范围。此外,蓝色激光还可以进行导热焊接模式,这是近红外激光所无法实现的。相对于红外激光,蓝光半导体激光器对非钢铁金属加工,拥有很大的优势,在电子、能源、汽车、电池等领域将有很大的发挥空间。
审核编辑 黄昊宇
-
蓝光
+关注
关注
0文章
107浏览量
20936 -
激光焊接机
+关注
关注
1文章
374浏览量
10919
发布评论请先 登录
相关推荐
蓝光激光焊接技术在焊接不锈钢-紫铜焊接的工艺应用

蓝光激光焊接技术在焊接镀锌板-紫铜的工艺应用

蓝光激光焊接技术在焊接锡青铜片—锷铁的工艺应用

蓝光激光焊接技术在焊接铜极耳的工艺应用


蓝光激光焊接技术在焊接铜散热器的工艺应用

激光焊接技术在焊接医疗针管的工艺应用

激光焊接技术在焊接医疗手术刀的工艺应用

激光焊接如何保证焊点质量
激光焊接监测系统有哪些


激光焊接技术在焊接软磁合金的工艺特征

激光焊接技术在焊接医疗弹簧的工艺应用






 工商网监
工商网监
评论