 回流焊缺陷分析
回流焊缺陷分析
1.元件偏移
(1)再流焊前部件偏移。
先观察焊接前基板上组装元器件的位置是否偏移,如果有这种情况,可检査一下焊青郓绪力是否合乎要求,ん是焊膏的原因,再检査贴片机贴装精度是否足够、位置是否发生了偏移。贴片机贴头不足或位置偏移,焊膏粘结力不足,可能导致部件偏移。 解决办法是调整贴片机的安装精度和位置,更换粘结性强的新焊音。
(2)元器件在再流焊时偏移。
虽然焊料的润湿性艮好,有足够的目调整效果,但最纹生了元器件的偏移,这时要考虑再流焊炉内传送带上是否有振动等影啊,对再流焊饴进检査。如果不是这个原因,我们可以考虑曼哈顿元器件的不良因素,即两个创新的一侧焊接材料是否熔化快,由于熔化过程中的表面张力导致元器件的错位。 其解决方法是,调整升温曲线和预热时间:消除传送带的振动;更换活性剂;调效膏的供给量。
2、润湿不良
润湿不良产生的原因大多是焊区表面受到污染或粘上阻焊剂,或是被接合物表面生成金属化合物层等。例如,银的表面有硫化物,锡的表面有氧化物,都会产生润湿不良。另外,焊料中残留的铝、锌、镉等超过0.005%时,由于焊剂的吸湿作用使活化程度降低,也可能发生润湿不良。因此,在焊接基板表面和元器件表面要做好防污措施;选择合适的焊料,并合理设定温度与时间。
3、裂纹
PCB在刚脱离焊区时,由于焊料和被接合件的热膨胀差异,在急冷或急热作用下,因凝固应力或收缩应力的影响,会使表面组装元器件基体产生微裂,焊接后的PCB,在冲切、运输过程中也必须减少对表面组装兀器件的冲击应力和弯曲应力。表面贴装产品在设计时,就应考虑到缩小热膨胀的差距,正确设定加热条件和冷却条件,并选用延展性良好的焊料。
4、气孔
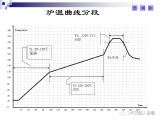
气孔是锡点内的微小“气泡”,可能是被夹住的空气或助焊剂。气孔一般由三个曲线错误所引起:第一,峰值温度不够;第二,再流时间不够;第三,升温阶段温度过高,造成没挥发的助焊剂被夹在锡点内。这种情况下,为了避免气孔的产生,应在气孔发生的点测量温度曲线,适当调整直到问题解决。 另外,元器件焊端、引脚、印制电路板的焊盘氧化或污染,或PCB板受潮,都能引起焊锡熔融时焊盘、焊端局部不润湿,未润湿处的助焊剂排气及氧化物排气时就会产生气孔。
5、PCB扭曲
PCB扭曲问题是SMT大批量生产中经常出现的问题。其原因主要包括:PCB本身原材料选用不当,特别是纸基PCB,加工温度过高,会使其扭曲;PCB设计不合理,组件分布不均,这会造成PCB热应力过大,外形较大的连接器和插座也会影响PCB的膨胀和收缩,乃至出现永久性扭曲:双面PCB中若一面的铜箔保留过大(如地线),而另一面铜馅过少,会造成两面收缩不均匀而出现变形;再流焊中温度过高也会造成PCB扭曲。其解决办法是,在价格和空间容许的情况下,选用质量较好的PCB或增加PCB的厚度,以取得最佳长宽比;合理设计PCB,双面的铜箔面积应均衡,在贴片前对PCB进行预热:调整夹具或夹持距离,保证PCB受热膨胀的空间;焊接工艺温度尽可能调低;已经 现轻度扭曲时,可以放在定位夹具中,升温复位,以释放应力。
审核编辑:汤梓红
-
pcb
+关注
关注
4322文章
23128浏览量
398655 -
焊接
+关注
关注
38文章
3183浏览量
59910 -
回流焊
+关注
关注
14文章
470浏览量
16792
发布评论请先 登录
相关推荐
回流焊 VS波峰焊
回流焊具体是怎样的呢?回流焊的原理是什么?
总结回流焊正确使用技巧
关于回流焊的缺陷分析,其主要缺陷都有哪些
什么是回流焊,回流焊的作用是什么
无铅回流焊横向温差的控制方法
回流焊缺陷分析(1)






 工商网监
工商网监
评论