 AMF零点定位系统
AMF零点定位系统
早在上世纪80年代,零点定位系统就已经在德国出现,但是国内真正开始重视这类产品是在近两三年,特别是工业4.0等自动化概念提出之后越来越多的工厂开始使用。

▲ 图1 AMF零点定位系统
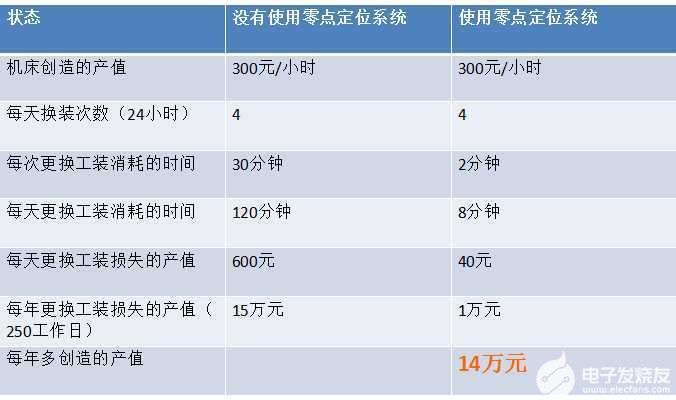
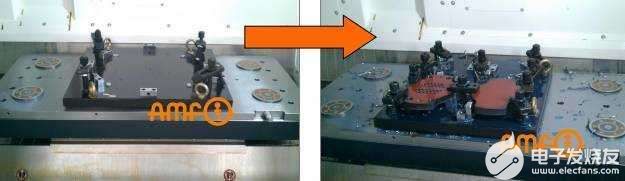
零点定位系统最早被用于降低工人更换工装夹具的时间,如下图所示,如果每次更换夹具需要半个小时,一天更换4次夹具的话,使用零点定位系统一天可以为工厂节省112分钟,同时,还不需要技术水平高的工人,工人只需要负责夹具的搬运。也是因为这一点,在现在自动化项目中,零点定位系统越来越重要。
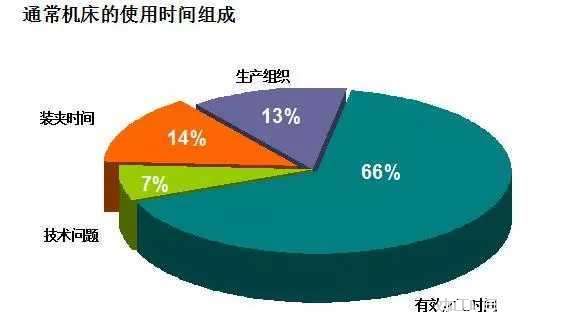
▲ 图2 未使用零点定位系统时间组成
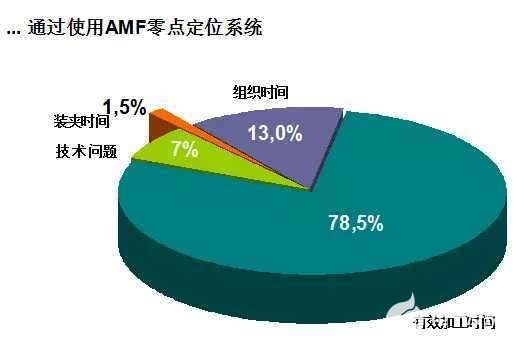
▲ 图3 使用零点定位系统后时间组成
原理
零点定位系统属于常锁机构,通气打开,断气锁死。当给零点定位系统通液压或者气压时,压力会通过活塞压缩下面的弹簧,钢珠会往两侧散开,这时公接头就可取出。当把动力源切断时,弹簧会往上顶活塞,活塞把钢珠向中间收,从而夹紧钢珠。
应用
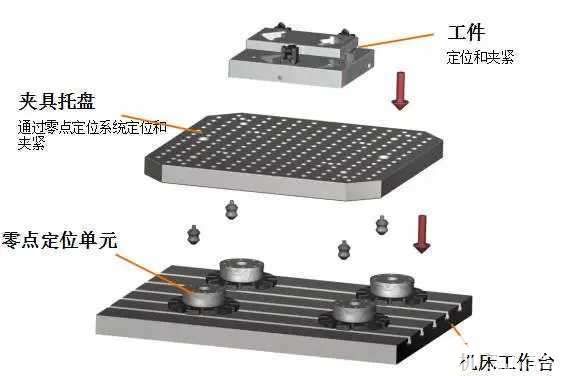
▲ 图4
零点定位系统安装在机床的工作台,零点定位销安装在夹具底面,或者夹具托盘底面,重复定位精度主要通过定位孔保证在0.005mm。装在夹具底面的零点定位接头有三种。一般刚开始使用零点定位系统存在一个误区“用四个销子会不会过定位”。然而,使用多个零点定位接头是不会过定位的。
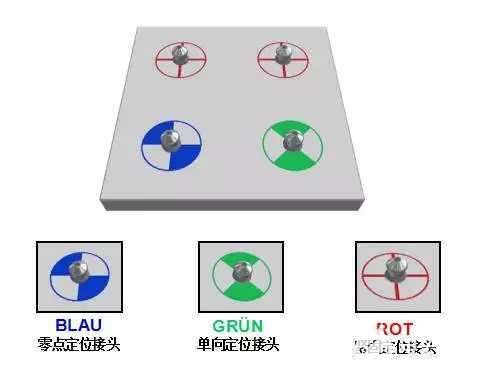
▲ 图5 零点定位系统接头

▲ 图6 卧加上使用零点定位系统
如图6,一个立式方箱上面装了多工位虎钳,装这么复杂的夹具首先要对方箱进行找正,通过中间的销子进行预定位,拉平方箱平面,调整垂直度。这个操作对工人要求极高,而且很浪费时间,大概需要三四十分钟,但是用零点定位系统后只需使用吊装工具把夹具吊入机床,放正即可。
▲ 图7
如图7,客户有40多种零件,但只有一台加工中心,为了实现这种多品种小批量的生产,他们给客户配备了零点定位系统。更换夹具的时间只有2分钟(包含吊装,运输)。

▲ 图8 配备了零点定位接头的夹具库

▲ 图9 四种规格产品的液压夹具

▲ 图 10 客户机床工作台
如图9、10,为了能方便的切换液压夹具,客户在机床上使用了零点定位系统,液压夹具可以通过零点定位快速高精度的安装在机床上。

▲ 图 11 四轴上的应用
自动化类应用
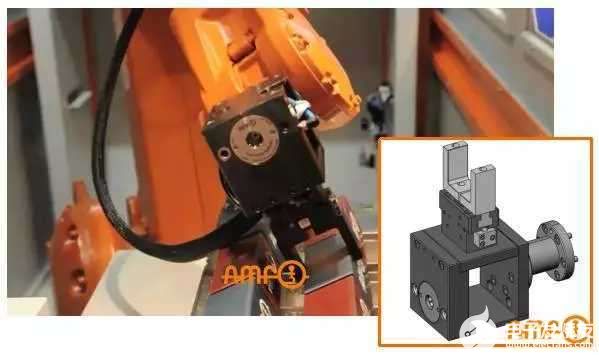
▲ 图12 机械手末端安装零点定位系统

▲ 图13 夹具库

▲ 图 14
机械手末端使用零点定位系统,用于夹具的抓取和更换,每个夹具都安装有零点定位接头,侧面的接头是用于被机械手抓取。因为不需要对夹具进行定位和夹紧,所以机械手可以胜任这个工作。

▲ 图15
图15是一个柔性自动化生产线,标配机器人,夹具库,和零点定位系统。说到自动化,大家肯定都会关心吹屑、气密检测和夹紧松开检测。再好,精度再高的产品,如果无法方便的清理铁屑,是肯定无法在实际生产中使用的,特别是金属切削。

▲ 图16中心密封涡轮吹屑
自动收缩防尘盖+涡轮吹屑,这款产品可以彻底杜绝灰尘铁屑对自动化的影响,该产品同时还具有,夹紧信号检测,松开信号检测以及气密检测。
审核编辑 黄昊宇
-
AMF
+关注
关注
0文章
15浏览量
7046 -
工业4.0
+关注
关注
48文章
2012浏览量
118587
发布评论请先 登录
相关推荐
LMP91000内部零点和输出电压的关系是怎样的?
ADS131E08数据转换在零点附近出现多个零点值是怎么回事?
TLV320AIC10采集数据出现零点漂移现象怎么解决?
放大器零点漂移主要原因_放大器零点漂移怎么调
交流放大器存在零点漂移吗

OPA842放大器的零点漂移怎么解决?
有什么方法可以解决TLV6002的负零点飘移?
滤波器的零点和极点与s参数有关吗
放大器级数越多零点漂移越严重吗
编码器零点位置怎么看 | 编码器零位怎样确定






 工商网监
工商网监
评论