 端子压接典型位置和术语
端子压接典型位置和术语

端子压接质量判断有以下几个方面:
一,Visual inspection外观检测 二,Measurement of the crimp height压接高度测量 三,Analysis of cross section压接剖面分析 四,Measurement of pull out force压接保持力测量 一,外观检测 端子压接典型位置和术语
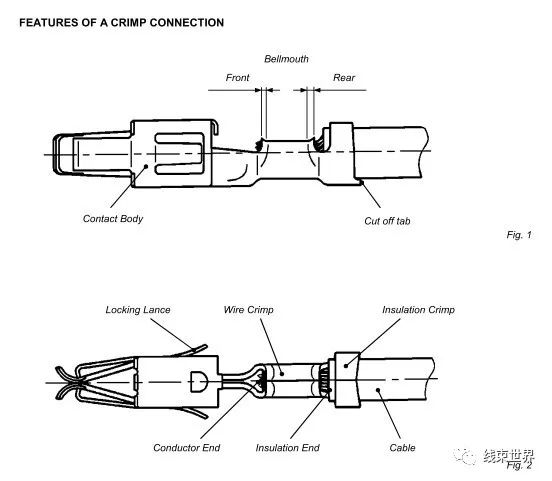
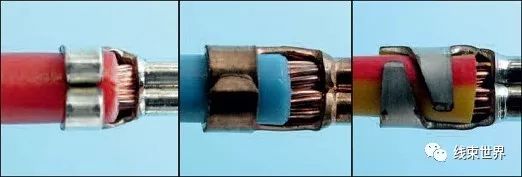
pBellmouth:钟形口(喇叭口) pFront:前部(钟形口) pRear:后部(钟形口) pContactBody:触点本体 pCutoff Tab:切断突起 pLockingLance:锁定针 pWireCrimp:导体压接区 pInsulationCrimp:绝缘压接区 pConductorEnd:导体端部 pInsulationEnd:绝缘体端部 pCable:线缆 端子压接质量判断方法:外观检查 Ø导体端部要求:
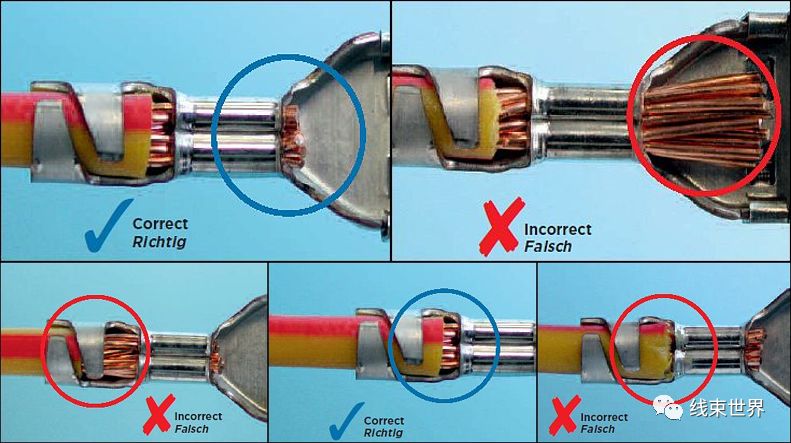
a.导体端部应与导体压接区域顶端平齐,最多不超过压接区域顶端1mm(图中a区域) b.超过导体压接区域端的导体部分不能阻碍端子的对配功能和锁扣功能 c.若端子对配的连接器采用的是familyseal,则导体压接区域顶端的导体部分长度建议不大于0.5mm Ø绝缘层顶端要求:
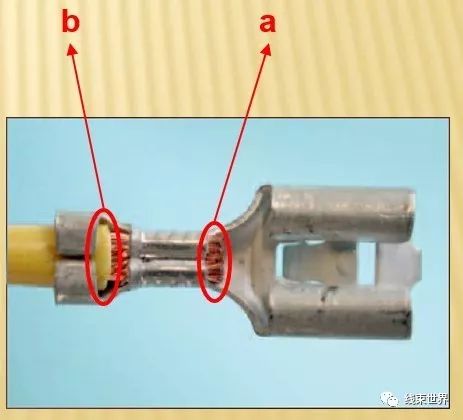
绝缘层顶端需在wire crimp和insulation crimp之间区域(图中b区域)可见。 Ø压接两端喇叭口要求:
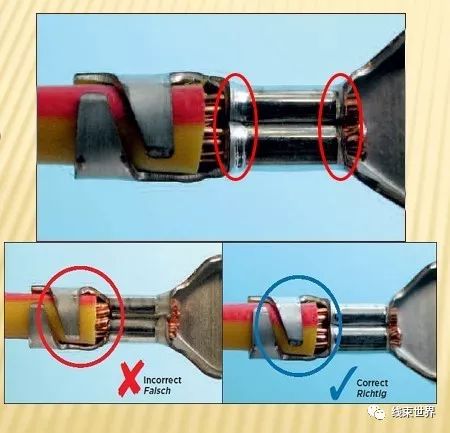

a.导体压接区域后端需有喇叭口结构,喇叭口长度尺寸根据线径决定。 b.导体压接区域前端喇叭口可允许的最大值与后端一致。 Ø端部切断突起(料头)要求:
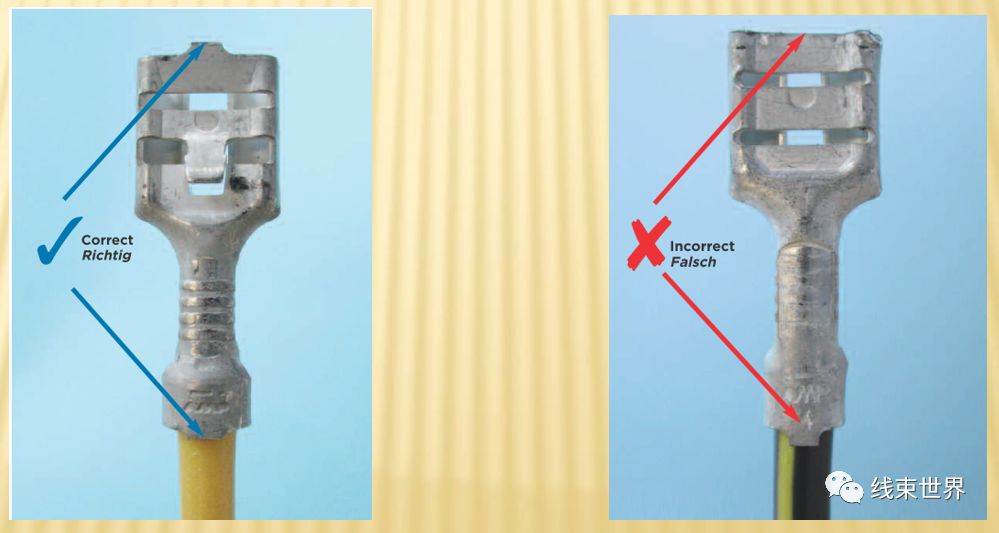
a.料头必须可见,以保证端子没有损伤。 b.料头不应影响端子正常插入塑壳和对配。 c.料头最大长度不应超过0.5mm,对于使用familyseal的连接器,料头最大长度不应超过0.3mm,料头不能损伤密封圈。
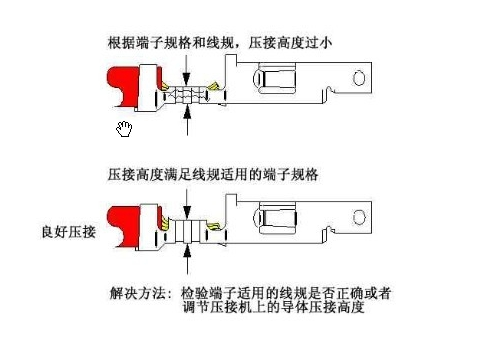
二,压接高度测量 端子压接质量判断方法:高度测量
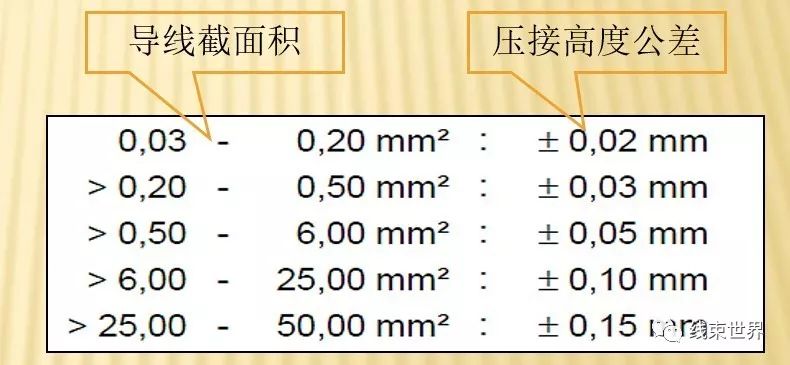
Ø导体部分压接高度测量和公差要求: a.导体压接高度的公差由电线线径决定。 b.导体压接高度在生产过程中需持续管控。 Ø压接宽度与压接模具尺寸有关,压接宽度不作为生产控制尺寸
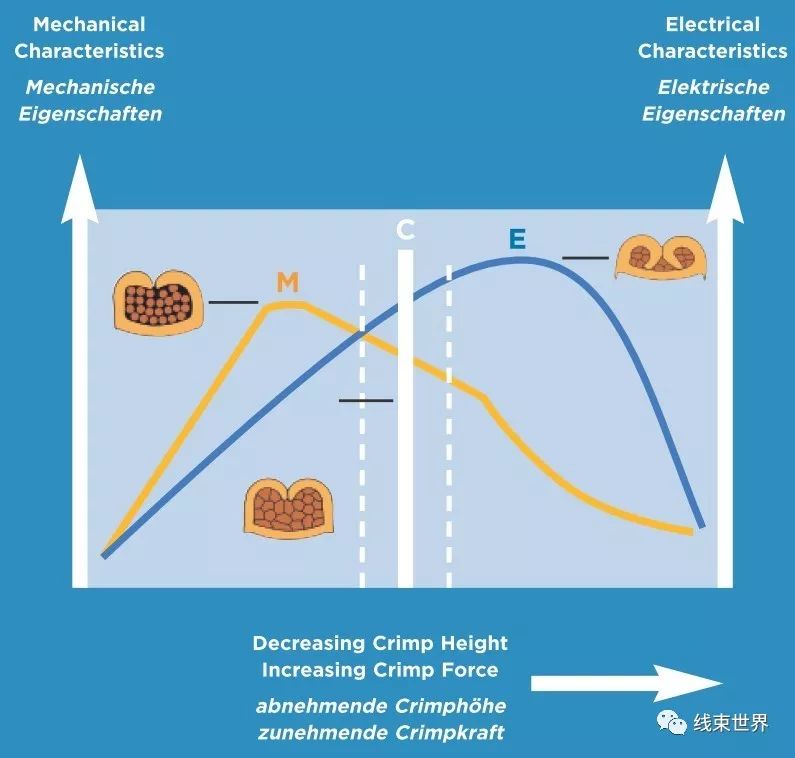
压接高度与性能对比

压高偏小(1mm) -截面无孔隙 -好的电气性能 -差的机械性能 正常压高 -截面无孔隙 -好的电气性能 -好的机械性能 压高偏大(1.2mm) -截面有小孔隙 -差的电气性能 -较好的机械性能 压高偏大(1.3mm) -截面有较多孔隙 -差的电气性能 -差的机械性能
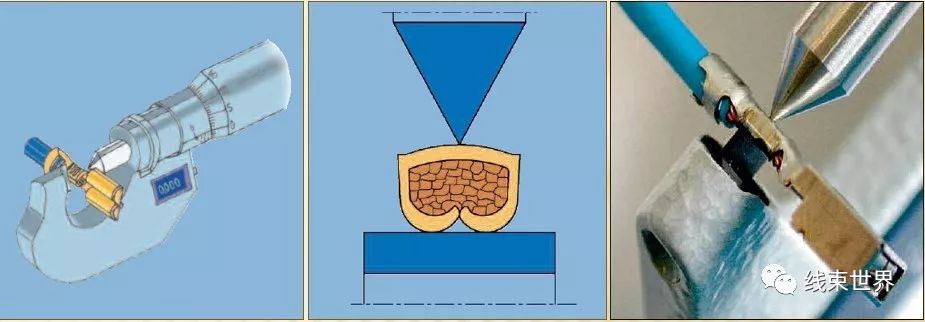
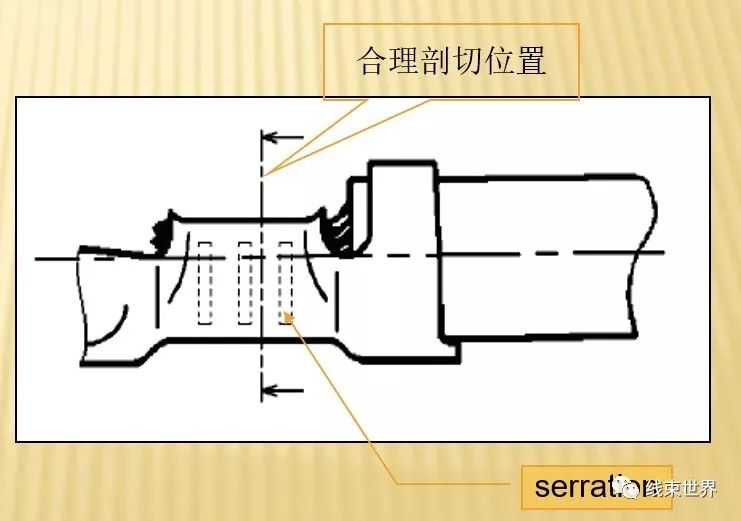
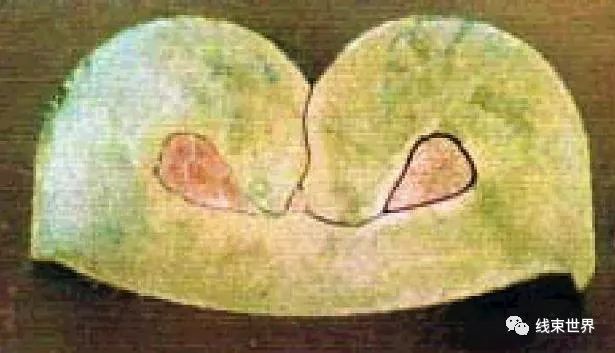
三,压接剖面分析 端子压接质量判断方法:剖面检测 Ø为检查端子压接的质量,经常要做压接剖面检测,检测剖面的要求是: a.剖面的切割方向需是垂直方向 b.剖面位置需在wire crimp中间,且需避开serration(齿状突起) c.做剖面时,需在端子周围和内部灌入人工合成胶,避免端子和导线移动偏移 d.切割后需要进行表面研磨和酸蚀,便于观察检验
剖面制作方法 剖面制作基本流程 1 切割端子 2 切割表面抛光 3 表面酸蚀 目的:看到截面清晰的轮廓,并且能清楚的分辨出端子压接部分和电线导体。 不良的截面制作可能会影响截面判定结果,甚至无法进行判定。

剖面制作的注意事项 切割端子:剖切面和底面垂直;在压接区域中部;避开serration;
切割和抛光时卷曲部分被破坏

抛光时,周边形成圆角
酸蚀不佳,端子和电线导体无法清晰可辨

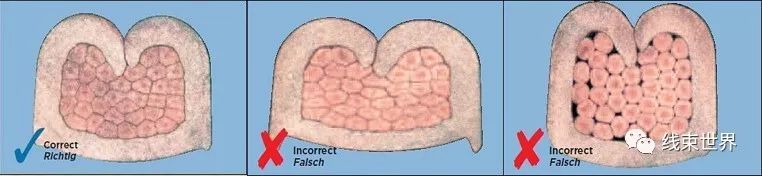
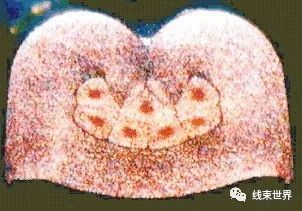
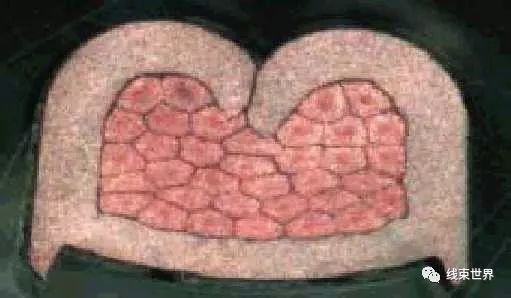
电线的每根导体有明显的压缩
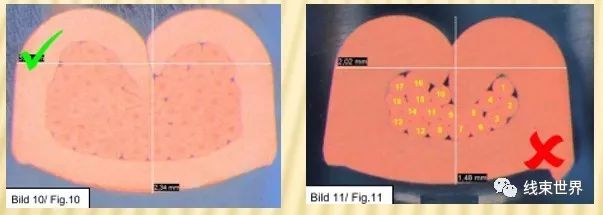
端子两边完全闭合,并有一定的支撑长度
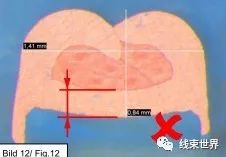
压缩量较大时,端子底部会被压缩。为防止过量压缩,要求底部厚度必须≥端子原始厚度的¾。
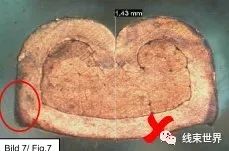
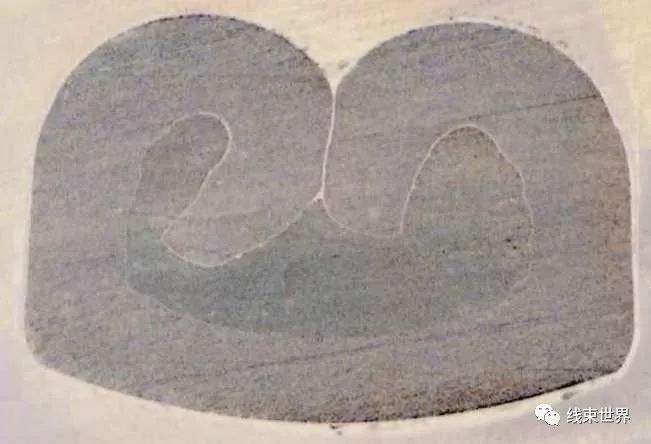
卷边与侧面或者底面有可见的距离

卷边重合后,支撑角≤30º
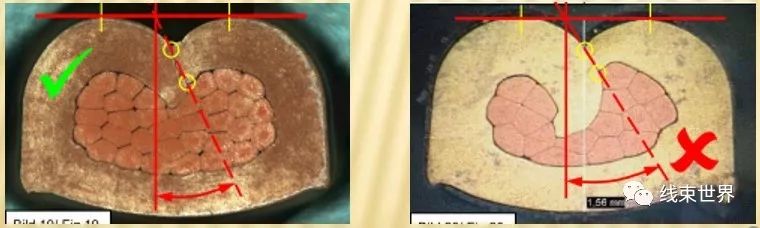
如果重合线不是直线,取轮廓最外部的两点来确认支撑角度。

注意毛边的厚度和宽度
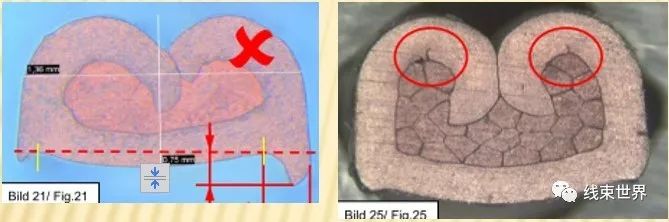
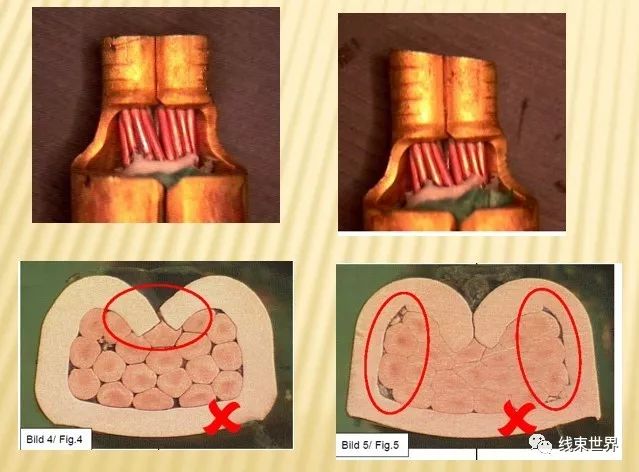
不允许有压接裂痕

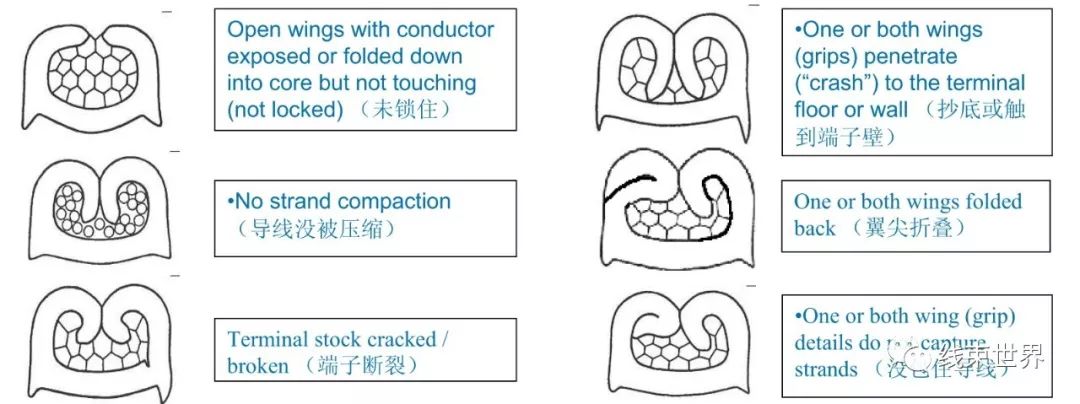
其余不良

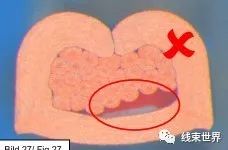
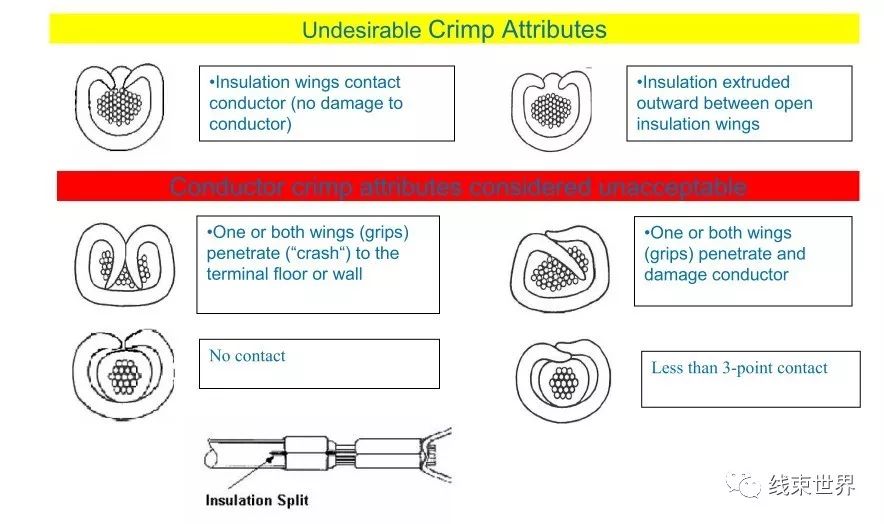
1. 有电线导体未被压入端子 2.有电线绝缘皮被压入导体部分
三,剖面检测
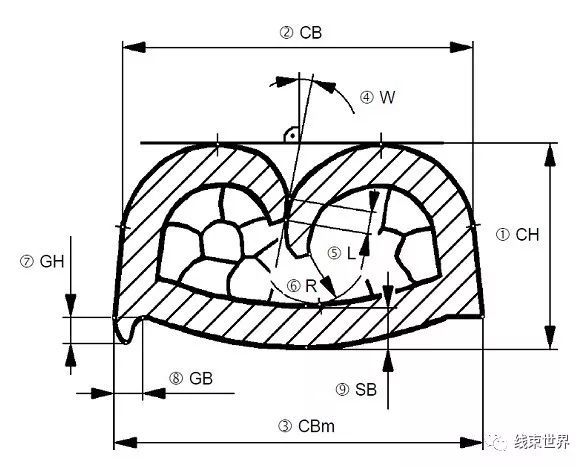
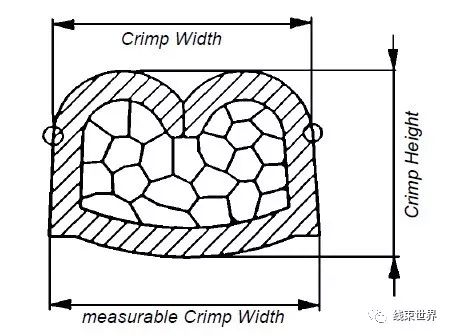
端子压接质量判断方法:剖面检测 Ø剖面检测参数是: ① CH ---压接高度;根据产品规范定义 ② CB ---压接宽度(名义);根据产品规范定义 ③ CBm ---可测量压接宽度;= 1 * CB ~ 1.1 * CB ④ W ---支撑角度;≤30º ⑤ L ---支撑长度;≥¼* S (0.1mm min.) ⑥ R ---侧底部距离;≥1 * S ⑦ GH ---毛边高度;≤1 * S ⑧ GB ---毛边宽度; GB≤¾* S, if GH < ½ * S GB ≤½ * S, if GH ≥½ * S ⑨ SB --- 底部厚度;≥¾ * S S = 端子材料厚度 通过显微镜检测相应尺寸
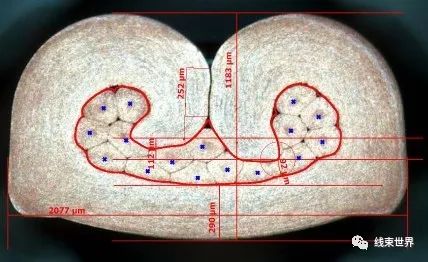
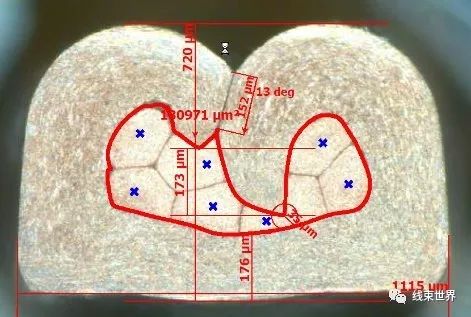
剖面样品



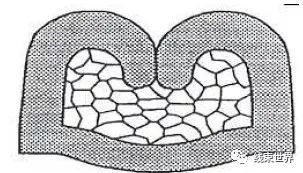
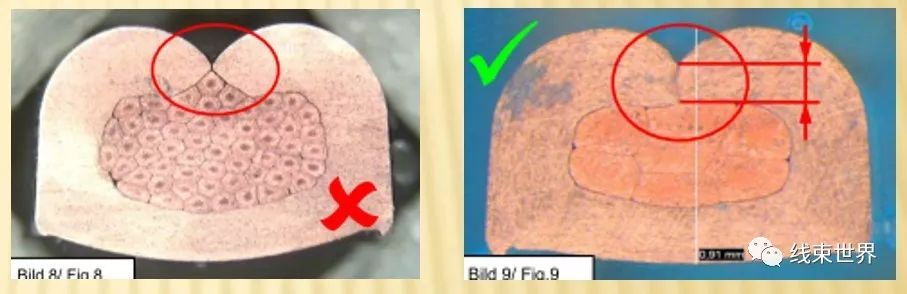
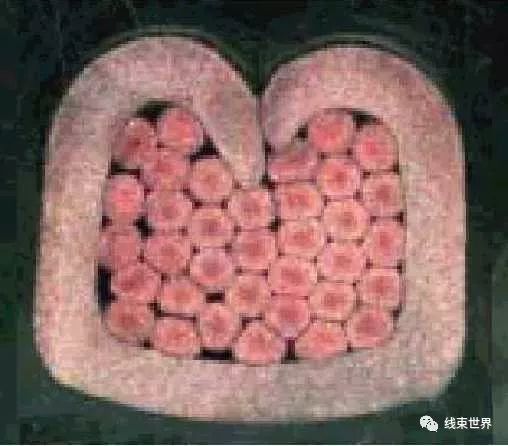
•Nocavities are visible无孔隙 •Symmetric截面对称 •Compaction of all strands所有导线都应被压实 •Wings touch only conductor翼端只接触导线 •Terminal stock free of cracks / breaks端子无裂纹 •Core wings “Locked” (No Gap) at top of crimp.端子两边完全闭合,并有一定的支撑长度 不良的剖面样品 unsymmetrical roll in卷边不对称
tears/ bulging 破裂
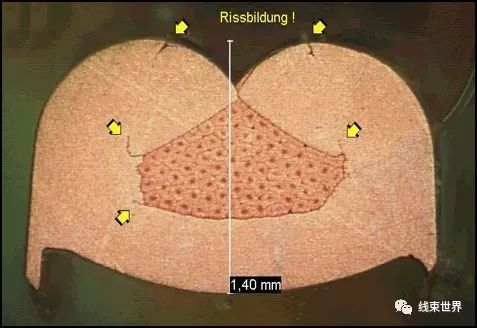
Crimpheight too high压接高度过高
wire size too small 电线尺寸过小
Crimpheight too low / overpressed 过压
其他不良剖面
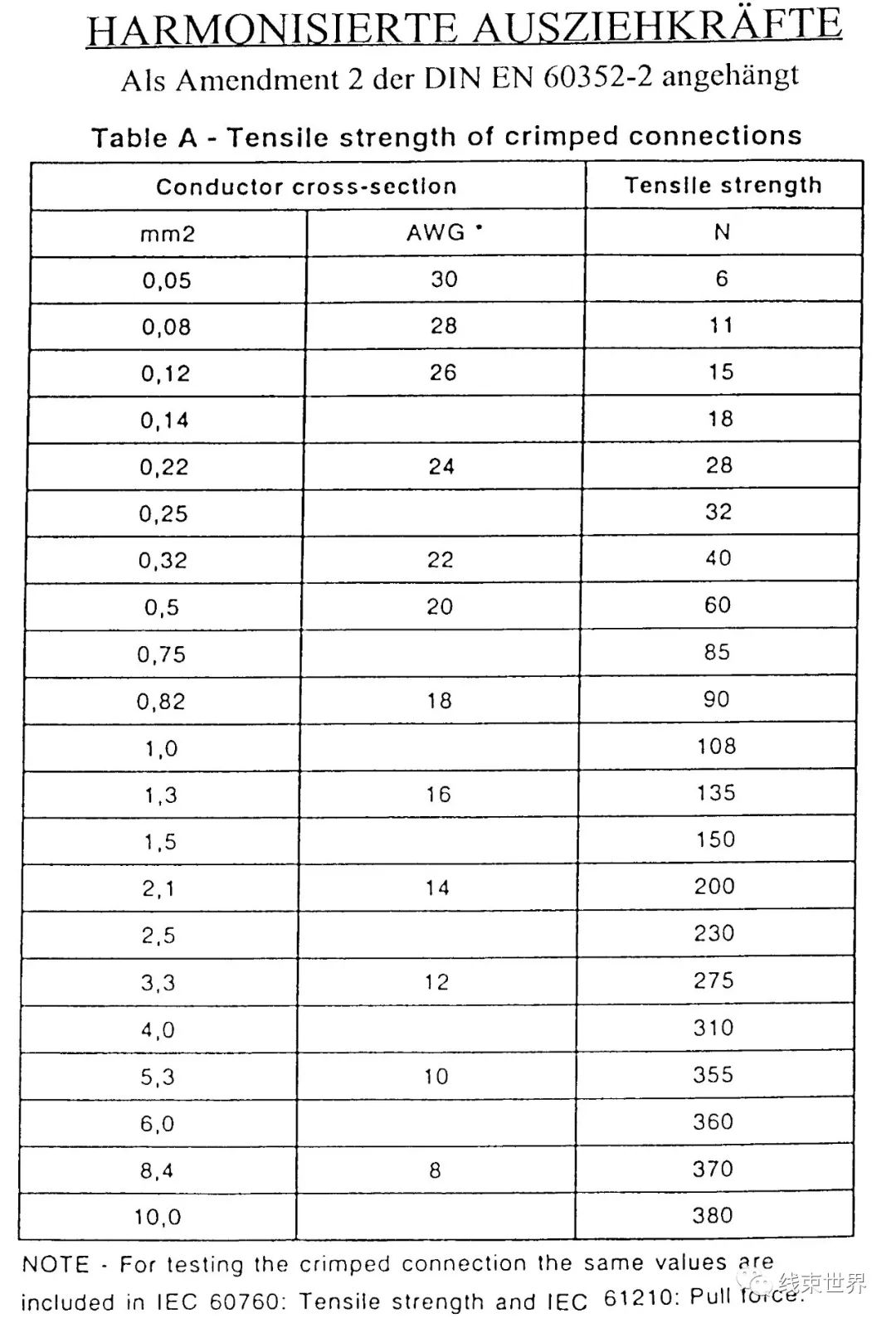
4,压接保持力测量 acc. DIN EN 60352-2 (up to 10mm²) acc. VDE 0220 (for > 10mm²) >60 N/mm² wire section
绝缘皮压接
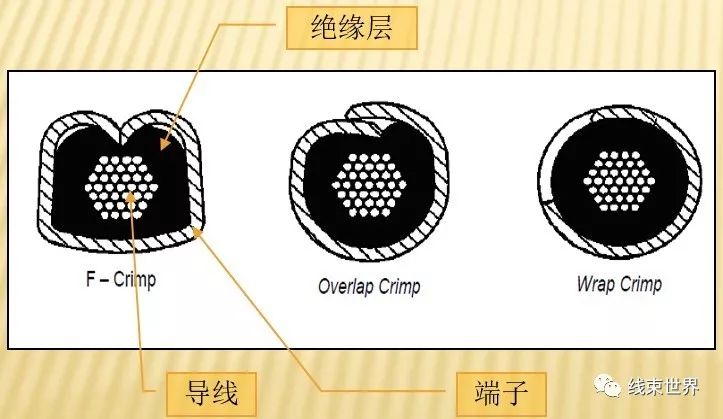
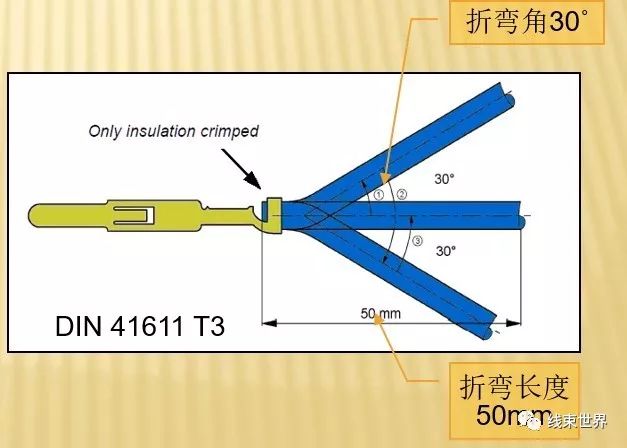
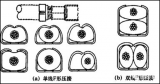
端子压接质量判断方法:绝缘压接检查 Ø绝缘层压接要求: 端子的绝缘皮处一般有3种压接方式,其压接截面见下图,其压接要求分别是: a. F crimp压接处两端接触 b. overlap crimp压接处交叠长度大于等于一个板材厚度 c. wrap crimp压接处相交长度大于等于一个板材厚度 d.经过一个循环的折弯实验,绝缘皮压接处不能松脱
不良的剖面
-
连接器
+关注
关注
107文章
16477浏览量
148104 -
电线
+关注
关注
6文章
758浏览量
29322 -
显微镜
+关注
关注
0文章
786浏览量
25648
原文标题:端子压接判断标准及质量管控
文章出处:【微信号:线束专家,微信公众号:线束专家】欢迎添加关注!文章转载请注明出处。
发布评论请先 登录

汽车压接端子的要求
端子压接注意事项 端子压接理想和现实的差距分析






评论