 高速激光熔覆粉末利用率与哪些因素有关?
高速激光熔覆粉末利用率与哪些因素有关?
高速激光熔覆技术大大改善了普通激光熔覆加工效率低、加工成本高的缺点。然而,人们对于提高加工效率和降低加工成本的追求是无止境的,如何继续降低加工成本,仍然是高速激光熔覆研究的重要内容。
由于粉末成本占激光熔覆加工总成本的80%-90%,因此,提高粉末利用率是高速激光熔覆要解决的重要技术问题。为此,我们必须弄清楚高速激光熔覆的粉末利用率与哪些因素有关,下面对这些因素进行一一探讨,并讨论如何提高高速激光熔覆的粉末利用率。
1熔池光斑大小
影响高速激光熔覆粉末利用率的首要因素是熔池光斑大小,也就是激光落在基体表面的光斑大小。根据激光功率大小,高速激光熔覆的熔池光斑可选择1 mm-5 mm之间。实际工作中,需要根据设备的激光功率,选择适当大小的熔池光斑。
熔池光斑过小,粉末利用率低;熔池光斑过大,涂层表面平整度降低。增大熔池光斑,可以提高粉末利用率,但熔池光斑过大,涂层平整度会降低,这样后面的磨抛工序同样会造成粉末浪费。即使是高速激光熔覆,粉末利用率不能片面的只考虑熔覆工序的粉末利用率,而要考虑整个熔覆加工磨抛后的粉综合末利用率。
2熔覆头出粉孔的孔径
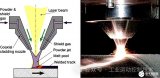
熔覆头出粉孔的孔径决定粉流束的粗细。孔径越小,粉流束越细,但粉流束越细,粉流束发散越快。实际工作中要根据熔覆高度和熔池光斑大小选择适当的出粉孔的孔径大小,以保证基体表面的粉斑直径小于熔池光斑直径,否则超出熔池光斑的粉末会流失浪费。
3激光功率大小
激光功率要足够大,以保证落入熔池光斑的粉末都能够充分熔化。在送粉量及其他参数一定时,激光功率越大,粉末利用率越高。
4送粉量大小
在设备的激光功率确定时,送粉量越小,粉末利用率越高,但降低送粉量会影响熔覆效率。如不考虑熔覆效率,控制送粉量可使粉末利用率达到100%,但这种做法是没有意义的。
5熔覆线速度
高速激光熔覆的线速度,是普通激光熔覆的线速度的几倍甚至几十倍。基体或熔覆头之间的相对运动速度较大时,粉粒对于基体表面的运动动能较大,这样粉末弹射较大,粉末利用率会降低。另外,当激光功率确定时,熔覆头与基体之间的相对运动速度越大,熔池的温度越低,也会降低粉末利用率。
6工件体积大小
同样的熔覆参数,工件的直径(体积)越大,粉末利用率越低。这是由于体积较大时,激光能量被基体吸收较多,熔池温度不够高。因此对大体积工件,提高粉末利用率,必须使用功率更大的熔覆设备。
7粉末颗粒大小
高速激光熔覆粉与光的作用时间短,所以要根据激光功率的大小,选择适当粒度的粉末。粉末颗粒较大,会导致粉末不能在有限的时间内熔化,发生弹射飞溅损失。
以上是影响高速激光熔覆粉末利用率的7种主要因素。为了提高粉末利用率,降低熔覆加工的加工成本,需要根据设备和熔覆工件的具体情况,选择合适的硬件技术参数和熔覆加工工艺参数。
这里再次强调:粉末利用率要考虑整个加工过程的粉末利用率,而不是单纯的熔覆过程粉末利用率。普通激光熔覆的粉末利用率可以做到100%,但综合粉末利用率常常不到50%。
来源:光电汇OESHOW
审核编辑 黄昊宇
-
利用率
+关注
关注
0文章
10浏览量
7037 -
激光熔覆
+关注
关注
0文章
135浏览量
7076
发布评论请先 登录
相关推荐
TPA2013D1功率是如何计算出来的,和哪些因素有关?


TLV2186最大值Vos与哪些因素有关?





激光熔覆工艺深度解析:原理、分类与材料选择





 工商网监
工商网监
评论