 点胶工艺用途和要求
点胶工艺用途和要求
深圳市福英达锡膏小知识: 点胶工艺用途和要求
1.点胶工艺用途
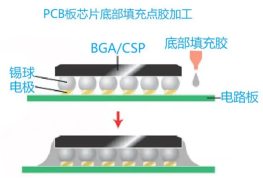
1.1 底部填充
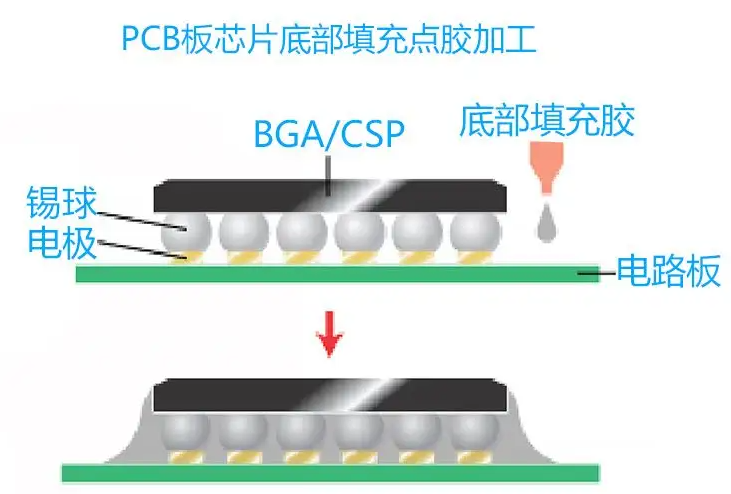
电子产品芯片的微型化正变得越来越受欢迎。但是微型化带来了焊点可靠性问题。元件和基板使用锡膏进行焊接,但是由于体积太小使得焊点更容易受到应力影响而出现脱落问题。因此引入了底部填充工艺。该工艺通过点胶方式将底部填充胶涂在焊点一侧,在毛细作用下将所有焊点进行填充。底部填充还能有效减小由热膨胀系数不匹配引起的受力不均和焊点失效问题。底部填充在电子封装中大量使用。
1.2 制造焊料点
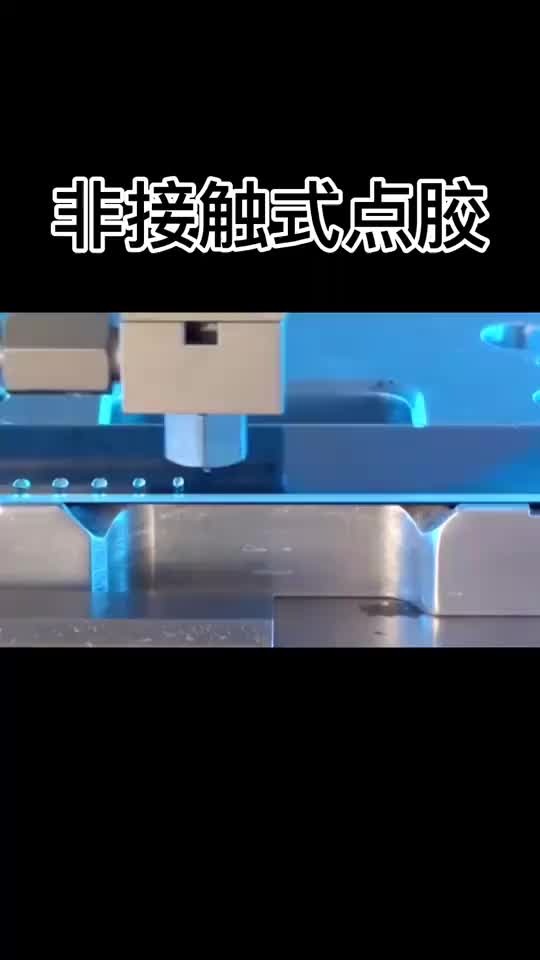
类似于印刷技术,点胶技术也广泛用于在焊盘上制造焊料点。锡胶通常装在针筒内,在受到点胶机压力作用下释放到焊盘上。不同于印刷,点胶是无接触式的,不需要使用钢网。点胶机可分为半自动和全自动两种。全自动点胶机的出胶量和出胶时间参数可调性更高,更能满足大规模点胶流程。目前有多种点胶系统可用,包括气动式,喷射式,定量式和螺杆式等。
2.点胶工艺要求
点胶焊料点直径应为焊盘间距的一半。这样就可以保证有充足的胶水来粘结元件又避免过多锡膏导致浪费和焊盘污染。
锡胶中不能含有空气,否则会点胶不均匀导致焊点出现空洞问题,因此在不进行点胶作业时要保持针筒的密封。
针头内径至少是焊料颗粒大小的五倍才能有效避免出现堵塞问题。常见的锡膏颗粒大小和针头大小关系如下:

保持适当点胶压力。施加过大压力会导致锡胶量大而且容易导致针筒和针头分离形成堵塞。压力太小则会出现点胶不均匀的问题。
控制合适的锡胶粘度。锡胶在使用前要进行充分回温。锡胶一般储存在0-10℃冰箱中,温度过低会导致锡膏粘度下降导致出胶不畅。而温度过高会导致锡胶发干,粘着力下降。
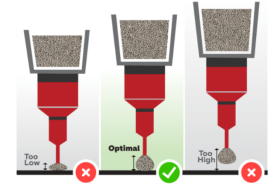
针头与焊盘的距离需要反复校准,避免出现位置偏差。过低容易导致针头堵塞,而过高会出现锡膏下落困难的问题。
审核编辑:汤梓红
-
工艺
+关注
关注
4文章
595浏览量
28828 -
点胶
+关注
关注
1文章
25浏览量
10211 -
焊盘
+关注
关注
6文章
553浏览量
38169
发布评论请先 登录
相关推荐
如何保障点胶机的点胶精度
常见的电子品厂自动点胶加工工艺的应用
手机平板点胶加工和导电胶点胶的技术发展
浅谈窄边框组装PUR热熔结构胶点胶加工的工艺
汽车行业点胶加工中应用的工艺是怎么样的
导电胶点胶代加工工艺中常见的缺陷以及解决方法
详解点胶工艺用途和具体要求





 工商网监
工商网监
评论