 激光焊接的缺点原因及解决方法
激光焊接的缺点原因及解决方法
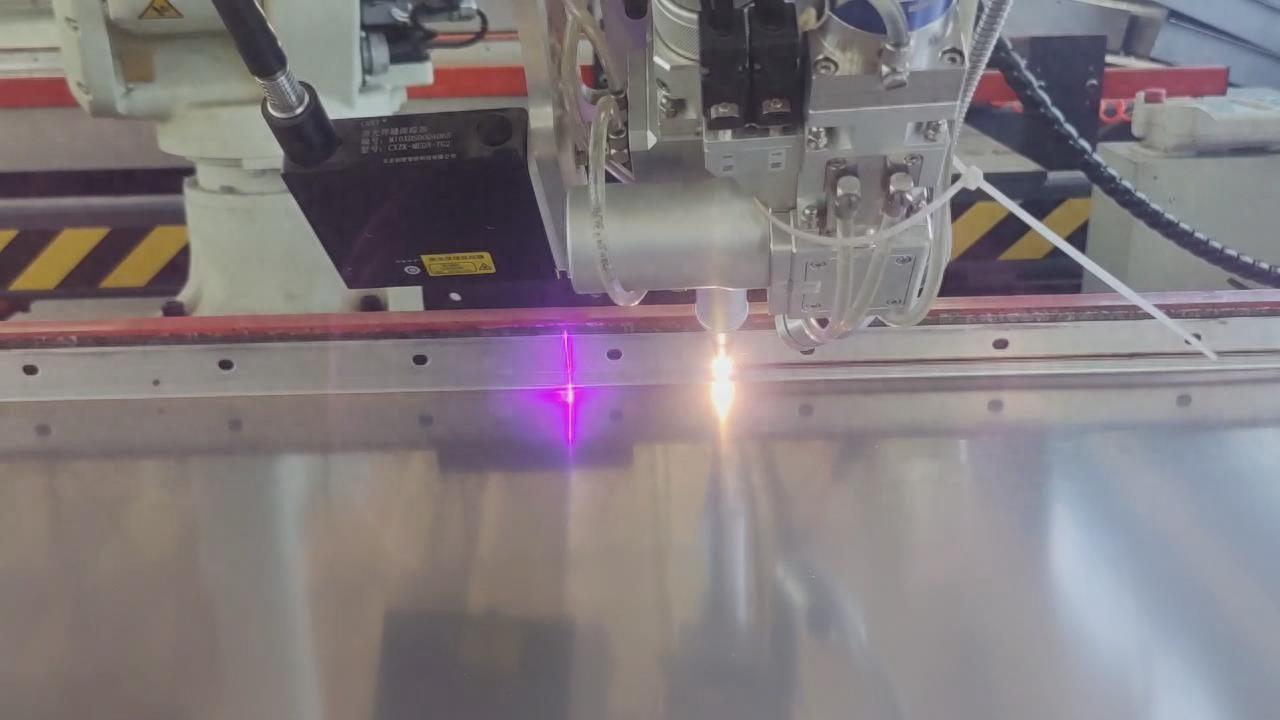
激光焊接机的自动化程度高焊接工艺流程简单。非接触式的操作方法能够达到洁净、环保的要求。采用激光焊接机加工工件能够提高工作效率,成品工件外观美观、焊缝小、焊接深度大、焊接质量高。但激光焊接机焊接也会有焊接缺陷,下面介绍激光焊接的缺点原因及解决方法。

常见的激光焊缝缺点原因及解决方法如下:
1.下塌如果焊接速度较慢,熔池大而宽,熔化金属量增加,表面张力难以维持较重的液态金属时,焊缝中心会下沉,形成塌陷和凹坑,
解决方法:此时需要适当降低能量密度来避免熔池下塌。
2.破解连续激光焊接产生的裂纹主要是热裂纹,如晶体裂纹、液化裂纹等。
产生裂纹的原因:主要是焊缝未完全凝固前收缩力过大所致。
解决方法:填丝、预热等措施可减少或消除裂纹。
3.焊偏:焊缝金属不在接头结构中心凝固。
原因:焊接时定位不准,或填充焊时光与丝的对位不准。
解决方法:调整焊接定位,或调整填充焊时光与丝的位置,以及光、丝与焊缝的位置。

4.焊缝中断或粗细不均匀:焊缝钎焊时,未送丝而形成焊缝中断或粗细不均匀。
原因:送丝不稳定,或出光不连续等。
解决方法:调整设备的稳定性。
5.焊瘤:在焊缝轨迹发生大的变化时,容易在转角处出现焊瘤或成型不均等现象。
原因:焊缝轨迹变化大,示教不均匀所致。解决方法:在最优参数下焊接,且调整好示教以连贯过度转角处。
6.表面夹渣表面夹渣是指:在焊接过程中,从外面可以看到的表皮夹渣主要出现在层与层之间。
表面夹渣原因分析:多层多道焊时,层间涂层不干净;或前一层焊缝表面不平整或焊件表面不符合要求。
以上就是激光焊接的缺点原因及解决方法,激光焊接的过程中,难免会出现一些缺陷或次品。只有充分了解这些缺陷并学习如何避免它们,才能更好地发挥激光焊接的价值。
审核编辑 黄昊宇
-
激光焊接机
+关注
关注
1文章
365浏览量
10803 -
激光焊接
+关注
关注
3文章
486浏览量
21027
发布评论请先 登录
相关推荐

BGA焊接产生不饱满焊点的原因和解决方法

接地网阻值偏大的原因及解决方法
铝管激光焊接炸孔解决方法
激光焊接视觉定位引导方法

手持激光焊接机送丝机不自动送丝?不妨试试这几个方法









 工商网监
工商网监
评论